Изготовление длинных труб большого диаметра (водопроводных, газовых, канализационных и т. п.) нри незпачительно производительности установки связано с высоко стоимостью основного оборудования и сложностью технологического п х иесса.
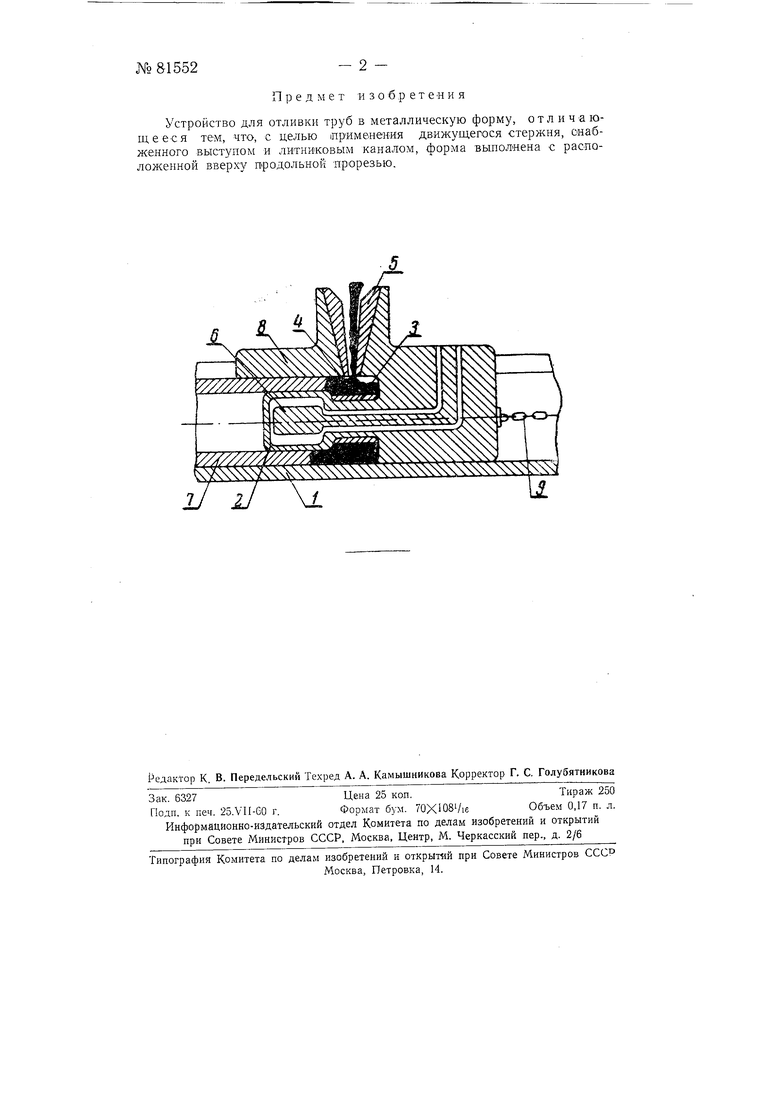
Настоящим изобретением пред.1агается машина со скользяш, стержнем для отливки в металлическую форму. На фигуре показан схематический разрез машины.
В разъемной вдоль оси мета.чличсско форме /, расположенной горизоитальио, находится ко;)откиГ1, ох.чаждаемый водой, металлически стержень, состояигий нз двух основных частей-кристаллизатора 2 и иаправляюшего участка 3. Стержень сгюнм выступом скользит вдоль продольной прорезн в форме.
Через выступ стержня 3 в форму непрерывно подается жидки1 1 металл 4 по литниковому каналу 5, а з криста.члизато; -охлаждаюК1ая среда 6. Кристаллизаиия металла происходит непрерывно между стенкой форл1Ы / и кристаллизатором 2.
Дальнейшее охлаждение затвердевиюй трубы 7 происходит уже без стержня, так как последний все время перемеодается вдоль формы.
Прорезь в форме / на участке криста.члизации трубы закрывается частью выступа 8 стержня 2.
Стерл ень выполняется «ли подвижным и продвигается в форме, например, при П0мош,и цени 9, или остается неподвнжным, а передвигается форма 1. В поСоЧеднем случае целесообразно нметь несколько форм при одном обшем стержне. Это заметно увеличит нроизводительноеть машины. Нри этом нет надобности перемещать ковш с металлом вслед за стержнем, что также представляет известные удобства.
Форма 1 может состоять из отдельных коротких участков, иарац;иваемых в процессе отливки трубы.
№ 81552
предмет изобретения
Устройство для отливки труб в металлическую форму, отличающееся тем, что, с целью лр-именения движущегося стержня, снабженного выступом и литниковым каналом, форма выполнена с расположенной вверху продольной прорезью.
о