1
Изобретение относится к технике дуговой сварки металлов,, а именно к горелкам для дуговой сварки в за- щитных газах.
Известно применение в горелках для дуговой сварки дополнительного потока газа, который подается внутри основного потока. Скорость дополнительного потока газа выбирается большей, чем скорость основного . потока.
Дополнительный поток газа формирует дугу и тем сс1мым увеличивает глубину и площадь проплавления свариваемого металла.
Известна горелка, обеспечивакхцая ведение процесса сварки в двух потоках защитного газа. Она имеет дополнительный газоподводящий канал, так как разделение потока газа на основг ной и дополнительный производится вне горелки 1.1.
Это снижает маневренность горелки .
Известна горелка для дуговой сварки в защитных газах, содержащая наконечник с насадкой, размещенной на свече, ввинченной в корпус, снабженный каналами для прохода основного и дополнительного потока защитного
газа. Разделение потока газа на основной и дополнительный производится внутри горелки 12.
Стабилизация дополнительного потока осуществляется за счет концентричного исполнения вставок горелки, из которых поток поступает в прямом направлении. Возможность регулировки
и выбора оптимального дополнительного потока ограничена силой давления газа на входе в горелку и величиной зазора между вставками горелки.
Недостатком горелки является то, что для повышения устойчивости потоков необходимо увеличить расход защитного газа.
Известна горелка в которой стабилизация дополнительного потока осуществляется путем установки пористой вставки на выходе гор.елки, а его устойчивость создаётся давлением на входе горелки и размерами отверстий (пор) в вставке 133.
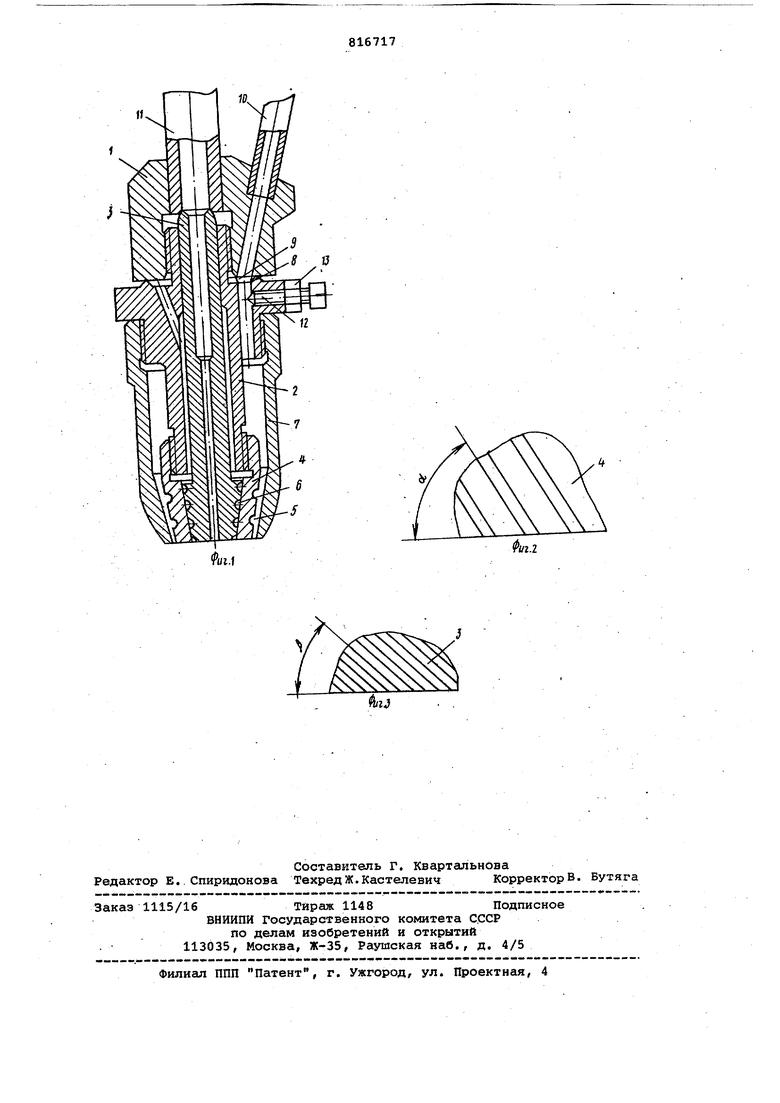
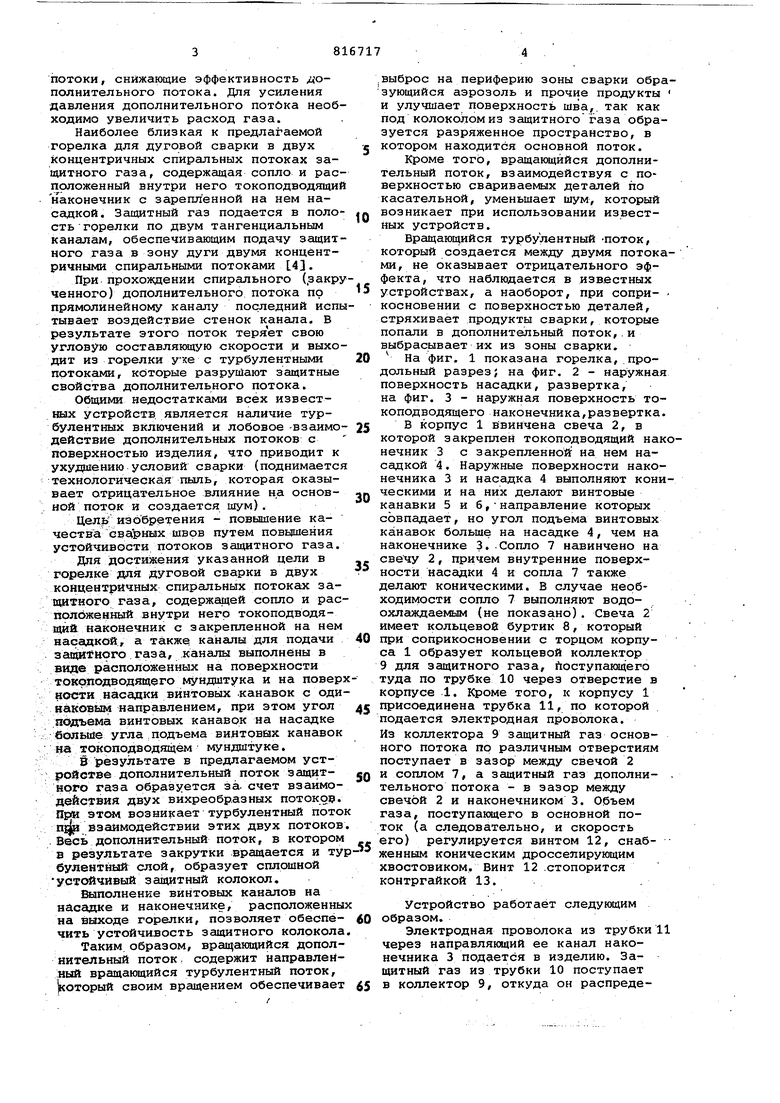
Колокол из защитного газа образуется в виде, отдельных прямолинейно направленных мелких струй, которые не образуют сплошного потока и оказыьая влияние друг на друга из-за технологических разбросов паргилетров вставки (пор), образуют турбулентные потоки, снижающие эффективность /дополнительного потока. Для усиления давления дополнительного потбка необходимо увеличить расход газа. Наиболее близкая к предлагаемой горелка для дуговой сварки в двух концентричных спиральных потоках эаащтного газа, содержащая сопло и расположенный внутри него токоподводящий наконечник с зарепленной на нем насадкой. Защитный газ подается в полостьгорелки по двум тангенциальным каналам, обеспечивающим подачу защитного газа в зону дуги двумя концентричными спиральными потоками 4. При прохо5вдении спирального (.закру ченного) дополнительного потока по прямолинейному каналу последний испы тывает воздействие стенок канала, В результате этого поток теряет свою угловую составляющую скорости и выходит из горелки ухе с турбулентными потоками, ксзторые разрушают защитные свойства дополнительного потока. Общими недостатками всех известных устройств, является наличие турбулентных включений и лобовое -взаимо действие дополнительных потоков с поверхностью изделия, что приводит к ухудцаению условий сварки (поднимается технологическая пыль, которая оказывает отрицательное влияние на основной поток и создается шум). Цел| изобретения - повышение качества сварных швов путем повышения устойчивости потоков защитного газа. Для достижения указанной цели в горелке для дуговой сварки в двух концентричных спиральных потоках защитного газа, содержащей сопло и рас положенный внутри негр токоподводяадйа наконечник с закрепленной на нем насадкой, а также каналы для подачи газа, каналы выполнены в виде расположенных на поверхности токоподводящего мундштука и на повер ности насадки винтовых .канавок с оди наковым направлением, при этом угол ;п дъема винтовых канавок на насадке больше угла подъема винтовых канавок на токоподводшцём мундштуке. 13 результате в предлагаемом устройстве дополнительный поток защитнрго газа образуется за- счет взаимодействия двух вихреобр.азных потоков. Прк этом возникает турбулентный пото пш взаимодействии этих двух потоков Весь дополнительный поток, в котором в результате закрутки вращается и ту булентный слой, образует сплошной устойчивый защитный колокол. Выполнение винтовых каналов на насадке и наконечнике, расположенны на выходе горелки, позволяет обеспёчить устойчивость защитного колокола Таким образом, вращакнцийся дополнительный поток содержит направленный вращающийся турбулентный поток, Который своим вращением обеспечивает .выброс на периферию зоны сварки образующийся аэрозоль и прочие продукты и улучшает поверхность шва,, так как под колоколом из защитного газа образуется разряженное пространство, в котором находится основной поток. Кроме того, вращающийся дополнительный поток, взаимодействуя с поверхностью свариваемых деталей по касательной, уменьшает шум, который возникает при использовании известных устройств. Вращающийся турбулентный -поток, который создается между двумя потоками, не оказывает отрицательного эффекта, что наблюдается в известных устройствах, а наоборот, при сопри- косновении с поверхностью деталей, стряхивает продукты сварки, которые попали в дополнительный поток,.и выбрасывает их из зоны сварки. На фиг. 1 показана горелка,.продольный разрез; на фиг. 2 - наружная поверхность насадки, развертка, на фиг. 3 - наружная поверхность токоподводящего наконечника,развертка. В корпус 1 ввинчена свеча 2, в которой закреплен токоподводящий наконечник 3 с закрепленной на нем насадкой 4. Наружные поверхности наконечника 3 и насадка 4 выполняют коническими и на них делают винтовые канавки 5 и б,направление которых совпадает, но угол подъема винтовых канавок больше на насадке 4, чем на наконечнике 3. Сопло 7 навинчено на свечу 2, причем внутренние поверхности насадки 4 и сопла 7 также делают коническими. В случае необходимости сопло 7 выполняют водоохлаждаемым (не показано). Свеча 2 имеет кольцевой буртик 8, который при соприкосновении с торцом корпуса 1 образует кольцевой коллектор 9 для защитного газа, поступающего туда по трубке 10 через отверстие в корпусе 1. Кроме того, к корпусу 1 присоединена трубка 11, по которой подается электродная проволока. Из коллектора 9 защитный газ основного потока по различным отверстиям поступает в зазор между свечой 2 и соплом 7, а защитный газ дополни- . тельного потока - в зазор между свечой 2 и наконечником 3. Объем газа, поступакяцего в основной поток (а следовательно, и скорость его) регулируется винтом 12, снабженным коническим дросселирующим хвостовиком. Винт 12 .стопорится контргайкой 13. Устройство работает следующим образом. Электродная проволока из трубки 11 через направляющий ее канал наконечника 3 подается в изделию. Защитный газ из трубки 10 поступает в коллектор 9, откуда он распреде58167176
ляется на основной и дополнитель- газа и улучшить условия труда сварный потоки.При постоянном давлениищиков.
в трубке 10 перераспределение объемовФормула изобретения
газа между потоками производится дрос- горёлка для дуговой сварки в двух
селированием при помощи винта 12.концентричных спиральных потоках заЕсли уменьшить сечение канала, пода-щитного газа, содержащая сопло и
ющего газ в основной поток, то уве- эрасположенный внутри него токоподличится .объем газа, поступающего вводящий наконечник с закрепленной на
дополнительный поток, а следовательно,нем насадкой, а также каналы для
увеличится и скорость дополнительногоподачи защитного газа, отличаюпотока, форлшрукадего дугу. Как основ- .:щ а я с я тем, что, с целью повьииеной, так и дополнительный поток газа Ю„ия качества сварных швов путем повыпри выходе из горелки закручивается шения устойчивости потоков защитного
винтовыми канавкам 5 и 6, именядими-газа,каналы каполнены в виде располося на конических поверхностях накрнеч-женннх на поверхности токоподводящего
ника 3 и насадки 4. Вихреобразная зак-мундштука и на поверхности насадки
рутка дополнительного потока газа |5винтовялх канавок с одинаковым направ-.
позволяет сформировать устойчивыйдением, при этом угол подъема винтоколокол, формирующий дугу, а вихре-щ х канавок на насадке больше угла
образная закрутка основного потока вподъема винтовых канавок на токоподту же сторону, уменьшает помехи, соз-водящем мундштуке, даваемые основным потоком и улучшает 20 Источники информации,
условий работы дополнительного потока. принятые во внимание щ)Н экспертизе При этом угла подъема винтовых каиа- j А. А. Регулирование темпевок для основного потока должны бытьратуры расплавленного металла и форбольше, потому что скорость основногомы ванночки щмй дуговой сварке. Сб.
потока значительно меньйе, чем ско- « «новые проблемы сварочной техники,
рость дополнительного потока газа. киев, 1964, с. 129, рис. 7. Кроме того, вихреобразнаа закрутка 2. Патент Франции 1488981,
основного потока газа улучшает защитуj j g 23 К 1967. .дуги от атмосферы цеха.I .. Патент США 3471675,кл.219-75,
Горёлка позволяет позвысить устой- «..1969.
чйвость дуги и качество сварочной 4; Патент 1чранции 1488981,
ванны, уменьвшть расход защитногокл. В 23 К, 1967.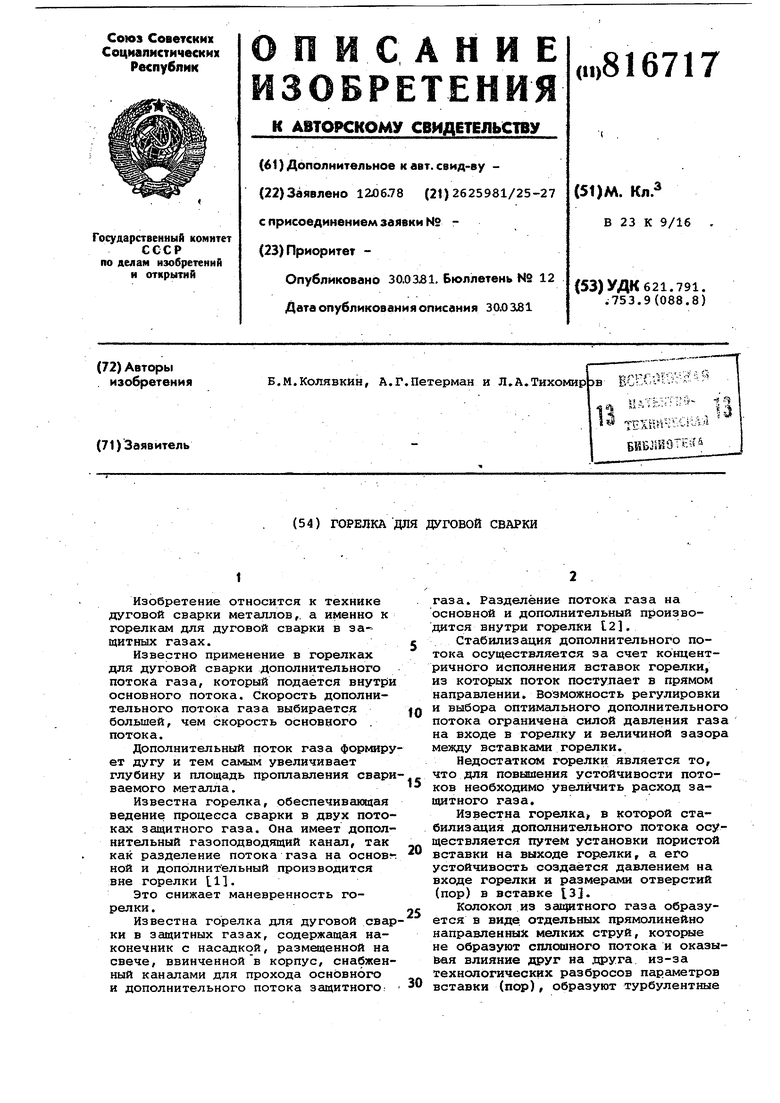
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1177100A1 |
| Горелка для сварки в среде защитных газов | 1989 |
|
SU1743753A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119804A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |