Изобретение относится к сварке пластмасс, в частности к устройствам для ки термопластичных материалов нагретым присадочпым материалом.
Цель изобретения - повышение производительности за счет использования прк- садочиого материала в виде полой трубки и обеспечение более эффективного ее нагрева.
На фиг. 1 показано устройство для сварки тер.моиластов нагретым присадочным материалом, общий вид; на фиг. 2 -- сечение А-Л на фиг. I.
УстройстЕ о д;1Я сварки термонластоз присадочным материало.м содержит корпус 1, на котором закреплен механизм для нода- чи присадо пюго материала, вкл1Очаюп1КЙ приводной от электродвигателя 2 тянуп.ий ро.лик 3, с которым входит в запепление прижиг4пой ролик 4. На корпусе закрепле:н цилиндр 5, но осп которого расположена камера 6 плавления, имеющая входную часть 7, обогреваемую электронагревателем 8, установленным на ее наружной поверх- iiocTH. По оси ка.меры кпавления установлен дополнительный нагреватель 9, закрепленный одним концом на фланце 10, установленном на выходном конце 11 камеры плавления и имею1цим отверстия 12 для продаз- л)вация расплавленного нрисадочного ма- терпала, сообн1а 01цпе камеру плавления с накопителем 13.
Нагреватель Э изготовлен из, материала с высокими теплопроводными свойства.ми {медь, бронза) и может нагреваться за счет теплопередачи от электронагревателя 8 или иметь специальный встроенный электродвигатель. На накопителе 13 смонтирована сварочная головка 14, имеющая паз 15 для создания давления на расплавленный присадочный материал, который сооби1,ает- ся с каиалом накопителя 13. Перез пазом 15 сварная головка имеет зак эытую е боков камеру 16 для предварительного нагрева зоны сварки горячим газом, который нагревается электропагревателем 17 в канале 8, сообп1,ающемся с камерой 16. Холодпь й газ подводится от источника (не показап) через газопровод 19, гфоходящий через рукоятку 20. Газ обдувает входную часть 7 камеры 6 плавления .ч о.хлаждает ее. Через рукоятку проходит электрический Ka6ej b и на ней уетановлен тумблер 21 для включения электродвиг ателя.
Устройство работает следующим образом.
Присадочный материал в виде трубки захватывается тянущим 3 и прижимным 4 роликами и подается в камеру 6 плавления. В охлаждаемой газом входной части 7 камеры плавления присадочный материал остается жестки.м и выполняет роль норщня, вы- талкива1оп.1,его расплавленный полимерный Q материал из камеры плавления. Нри прохождении камеры плавления термоплаетич- пая трубка нагревается снаружи нагревателем 8 и изнутри нагревателем 9. Это позволяет интенсифицировать процесс плавления полимерного материала и добивать- 5 ся равномерной температуры расплава. Расплавленная полимерная масса через отверстия 12 выдавливается в накопитель 3, где происходит соединение отдельных потоков, и поступает в паз 15 сварочной головки 14.
Для предварительного нагрева свариваемых материалов в зоне сварки в камеру 16 подается нагретый в канале 18 газ-теплоноситель. Это позволяет повысить качество сварки, выполнять ее, например, на от- 5 крытой строительной нлоихадке при переменных температурах окружающего воздуха.
Устройство за счет применения присадочного материала в виде трубки, нагревае0
30
мои и снаружи, позволяет повысить производительпость в несколько раз.
0
Формула изобретения
с Устройство для сварки термопластов нагретым присадочным мате)иалом, содержащее механизм подачи присадочного материала, камеру плавления с установленным на наружной поверхности на1 ревателем, входная часть которой сообщена с механизмом подачи приеадочного материала, а выходная связана с накопителем сварочной головки, отличающееся тем, что, с целью повьниепия производительности за счет интенсификации процесса плавлепия присадочного материала, выполнепного в виде полой трубки, камера плавления снабжена дополнительны.м нагревательным элементом, расположенным по ее оси и закрепленным одним концом на фланце, смонтироваЕПЮм на выходной части камеры плавления.
,
(Риг.2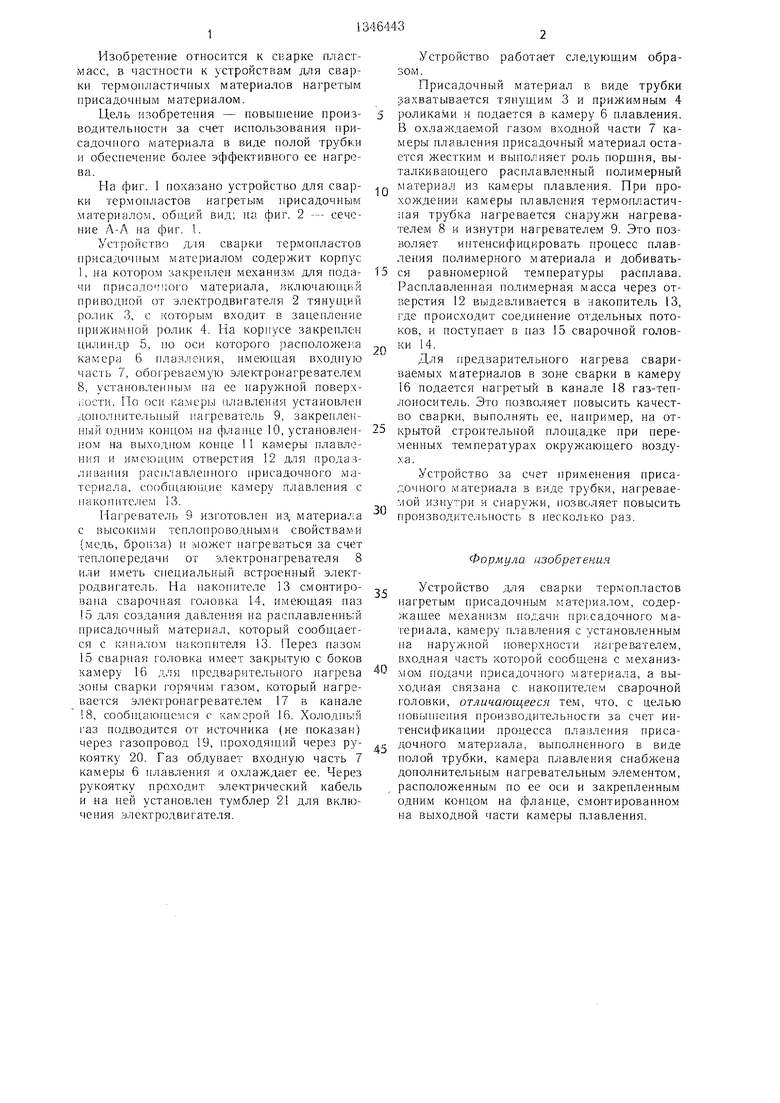
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадочный пруток | 1986 |
|
SU1388312A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1981 |
|
SU1004128A1 |
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАСС | 1967 |
|
SU420473A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
Изобретение относится к сварке пластмасс, в частности к устройствам для сварки термостатических материалов ,нагретым присадочным материалом. Целью изобретения является повышение производительности за счет интенсификации плавления присадочного материала, выполненного в виде полой трубки. В камере 6 плавления установлен дополнительный нагреватель 9. При прохождении камеры плавления термопластичная трубка нагревается снаружи нагревателем 8, а изнутри - нагревателем 9. Это позволяет интенсифицировать процесс плавления полимерного материала и добиваться равномерной температуры расплава. Расплавленная полимерная масса через отверстия фланца выдавливается в накопитель 13, где происходит соединение отдельных потоков, и поступает в паз 15 сварочной головки 14. 2 ил. S и 17 S ) 2 gre-eA. и| О 4 4 СО VllZ.I
| Устройство для сварки деталей с превышением соединяемых кромок | 1972 |
|
SU481393A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки термопластов | 1975 |
|
SU520256A1 |
| Солесос | 1922 |
|
SU29A1 |
