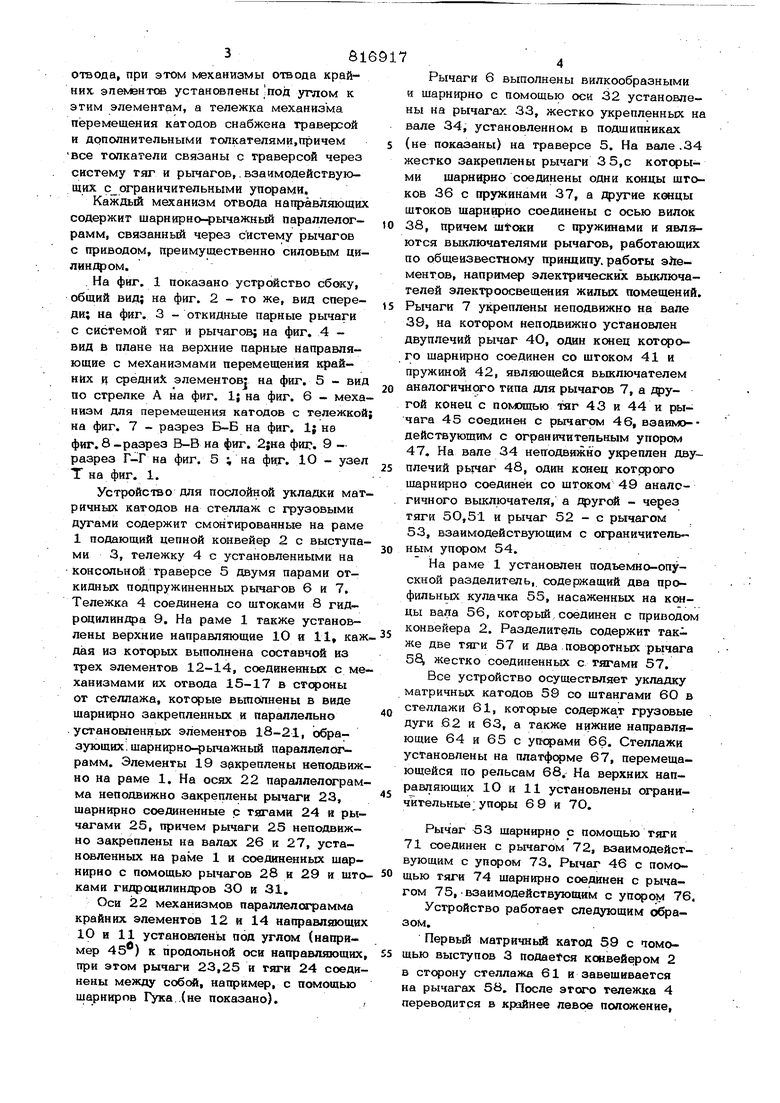
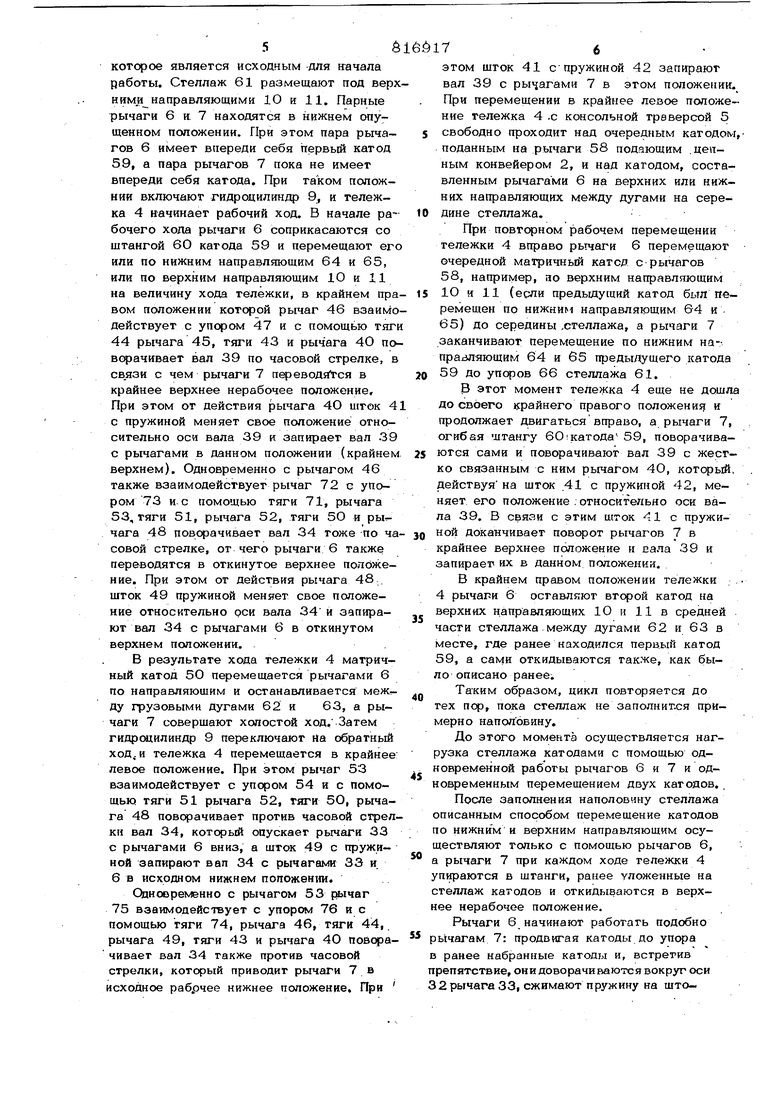
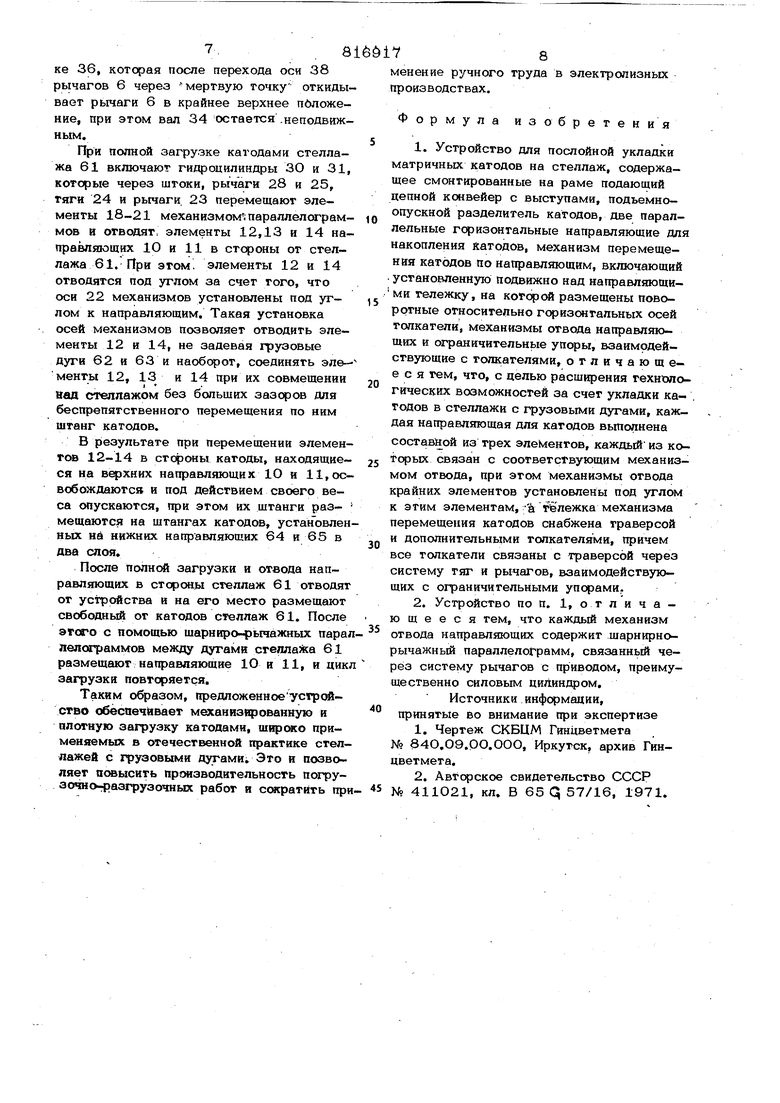
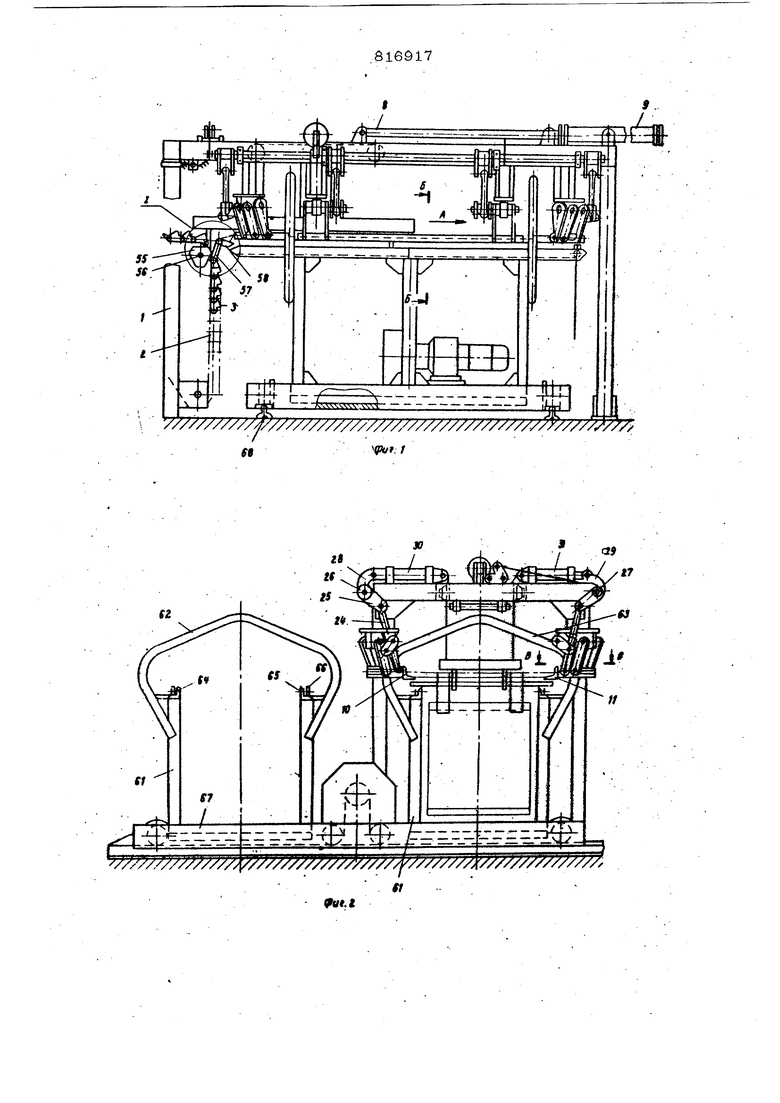
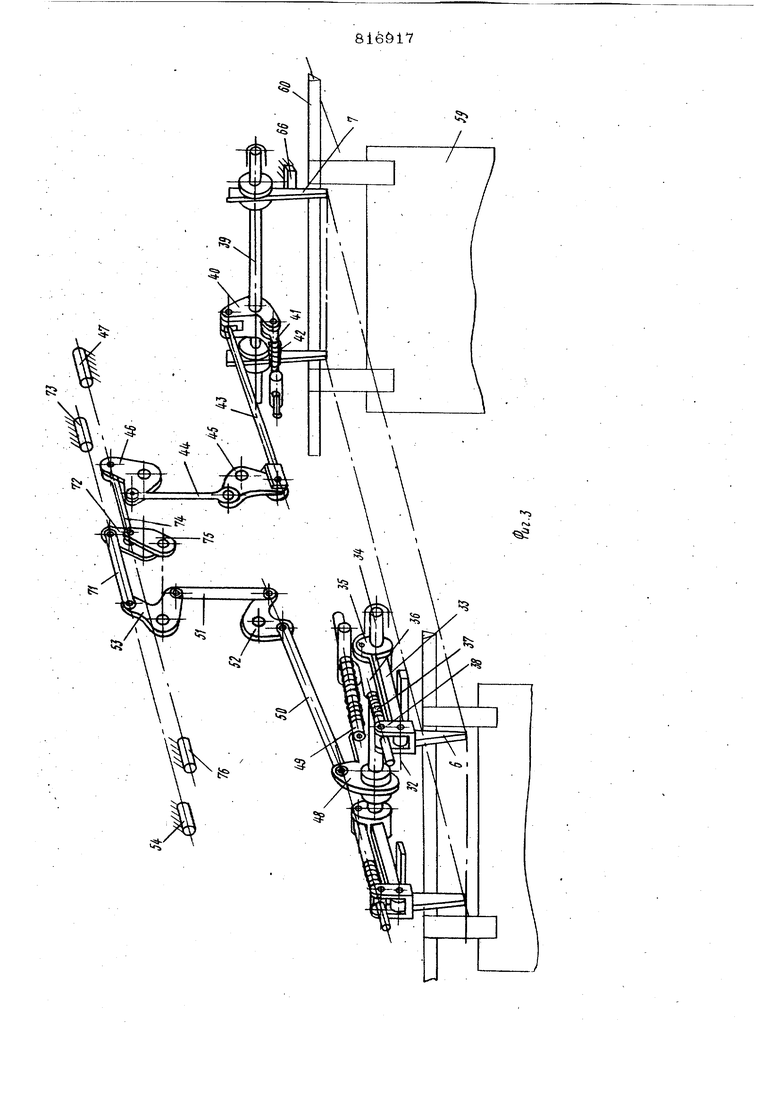
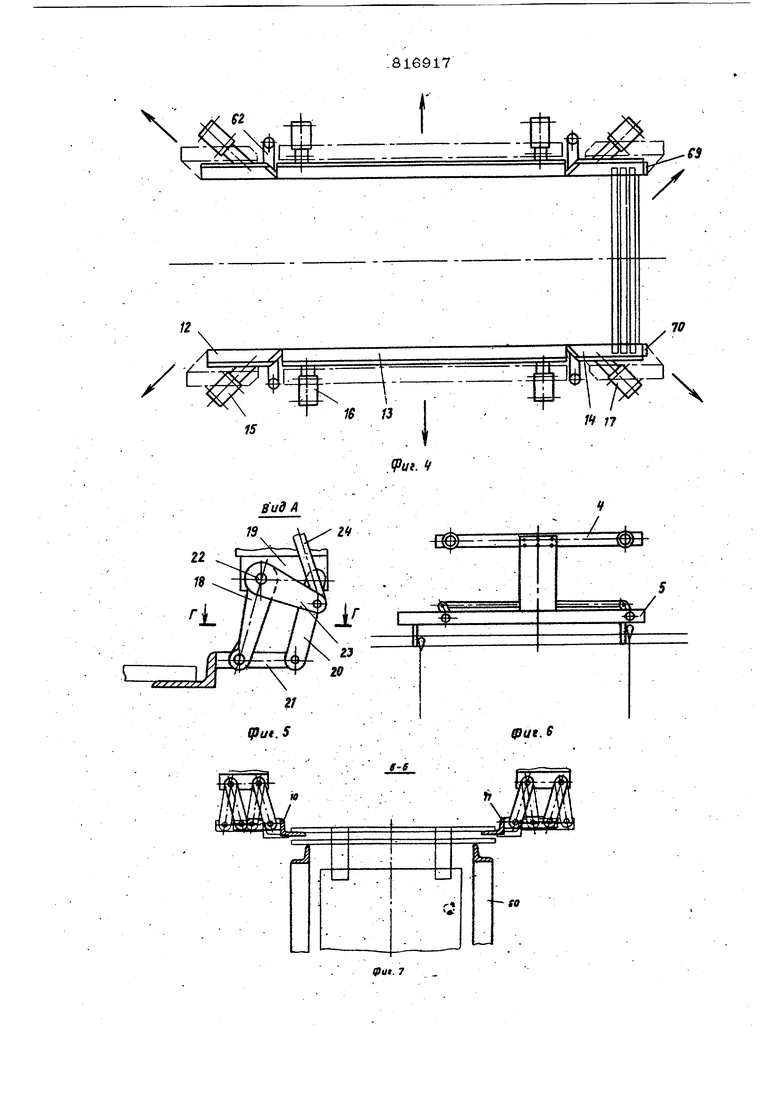
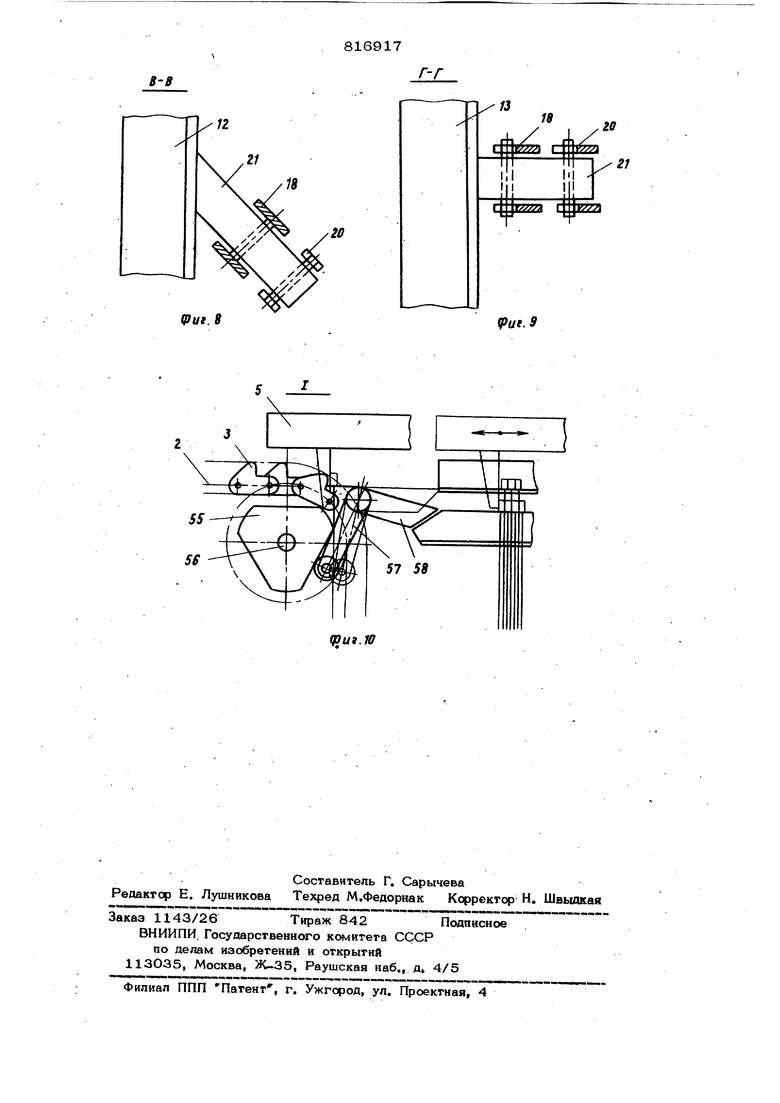
Изобретение относится к области скла дирования грузов, в частности, к устройствам для укладки матричных катодов на стеллаж, и может быть использовано, например в цветной металлургии, а именно в линиях сборки мерных матричных катодов в производстве электролизной меди. Известны устройства для послойной укладки матричньтх катодов на стеллаж. Известно устройство, содержащее смонтированные на раме подающий цепной конвейер, цепи которого снабжены выступами-толкателями, подъемно-спускной раз делитель катодов, парные направляющие п числу слоев для накопления катодов, расположенные одна над другой ц1. Однако такое устройство не обеспечивает ПЛОТ.НОЙ укладки катодов на стеллаж и поштучного разделения подаваемых на направляющие катодов на слои при их несферьшной подаче, а замена заполнен- ного стеллажа порожним сопровождается значита1ьными простоями линий сборка матричных катодов. Известно устройство для послойной укладки матричных катодов на стеллаж, содержащее смонтированные на раме пойающий цепной конвейер с выступами, подьемно-опускной разделитель катодов, две параллельные горизонтальные направляющие для накопления катодов, механизм перемещения катодов по направляющим, включающий установленную подвижно над направляющими тележку, на котсрой размещены поворотные относительно гсризонтальных осей толкатели, механизм отвода Hanpajaляющих и ограничительные упфы, взаимодействующие с толкателями Р. Однако устройство не обеспечивает укладку катодов на стеллаж, снабженный грузовыми дугами. Цель изобретения - расширение технологических возможностей за счет укладки катодов в стеллажи с грузов JIMH дугами, Цель достигается тем, что каждая направляющая для катодов выполнена составной из трех элементов, каждый из которых связан с соответствующик механизме 3Si отвода, при этом механизмы отвода крайних эпементов установпены под углом к этим элементам, а тележка механизма перемещения катодов снабжена траверсой и дополнительными толкателями,причем все толкатели связаны с траверсой через систему тяг и рычагов,. взаимодействующих с ограничительными упорами. Каждый механизм отвода направляющих содержит шарнирно-рычажный параллелограмм, связанный через систему рычагов с приводом, преимущественно силовым циЛИНЩ20М. На фиг, 1 показано устройство сбоку, общий вид; на фиг. 2 - то же, вид спереди; на фиг. 3 - откидные парные рычаги с системой тяг и рычагов; на фиг. 4 вид В плане на верхние парные направляющие с механизмами перемещения крайних и среднике элементов на фиг. 5 - вид по стрелке А на фиг. 1} на фиг. 6 - меха низм для перемещения катодов с тележкой на фиг. 7 - разрез Б-Б на фиг. Ij на фиг. 8 -разрез В-В на фиг. 2;на фиг. 9 разрез Г-Т на фиг. 5 ; на фиг. 10 - узел Т на фиг. 1. Устройство для послойной укладки мат ричных катодов на стеллаж с грузовыми дугами содержит смонтированные на раме 1 подающий цепной конвейер 2 с выступа ми 3, тележку 4 с установленными на консольной траверсе 5 двумя парами откидньк подпружиненных рычагов 6 и 7. Тележка 4 соединена со штоками 8 гидроцилиндра 9. На раме 1 также установлены верхние направляющие 10 и 11, каж дая из которых выполнена составной из трех элементов 12-14, соединенных с ме ханизмами их отвода 15-17 в от сгеллажа, которые выполнены в виде шарнирно закрепленных и параллельно установленных элементов 18-21, (эбразующих, шарнирно-рычажный параллелаг рамм. Элементы 19 закреплены неподвиж но на раме 1. На осях 22 параллелограм ма неподвижно закреплены рычаги 23, шарнирно соединенные с тягами 24 я рычагами 25, причем рычаги 25 неподвижно закреплены на валах 26 и 27, установленных на раме 1 и соединенных шарнирно с помощью рычагов 28 и 29 и шт ками гидрсщилиндров ЗО и 31, Оси 22 механизмов параллелограмма крайних элементов 12 и 14 направляющи 10 и 11 установлены под углом (например 45) к продольной оси направляющих при этом рычаги 23,25 и тяги 24 соеди нены между собой, например, с помощью щарниров Гука .(не показано). Рычаги 6 выполнены вилкообразными н шарнирно с помощью оси 32 установлены на рычагах 33, жестко укрепленных на але 34, установленном в подшипниках не показаны) на траверсе 5. На вале .34 естко закреплены рычаги 35,с которыи шарнсфно соединены одни концы штоов 36 с пружинами 37, а другие концы щтоков шариирно соединены с осью вилок 38,причем шгоки с пружинами и являются выключателями рычагов, работающих по общеизвестному принципу, работы эйементов, например электрических выключателей электроосвещения жилых помещений. Рычаги 7 укреплены неподвижно на вале 39,на котором неподвижно установлен двуплечий рычаг 4О, один конец которого шарнирно соединен со щтоком 41 и пружиной 42, являющейся вьпслючателем аналогичного типа для рычагов 7, а другой конец с помощью тяг 43 и 44 и рычага 45 соединен с рычагом 46, вааимо-действующим с ограничительным упором 47. На вале 34 неподвижно укреплен двуплечий рьщаг 48, один конец которого шарнирно соединён со штоком 49 аналогичного выключателя, а - через тяги 50,51 и рычаг 52 - с рычагом 53, взаимодействующим с ограничительным упором 54.. На раме 1 установлен подьемно-опускной разделитель, содержащий два профильньос кулачка 55, насаженных на каацы вала 56, котфый,соединен с приводом конвейера 2. Разделитель содержит также два тяги 57 и Два поворотных рычага 5В, жестко соединенных с тягами 57. Все устройство осуществляет укладку матричных катодов 59 со штангами 60 в стеллажи 61, которые содержат грузовые дуги 62 и 63, а также нижние направляющие 64 и 65 с упорами 66. Стеллажи установлены на платффме 67, перемещающейся по рельсам 68. На верхних напр впяющих 10 и 11 установлены ограничительные; у поры 69 и 70. Рычаг 53 щарнирнр с помощью тяги 71 соединен с рычагом 72, взаимодействующим с упором 73. Рычаг 46 с помощью тяги 74 щарнирно соединен с рычагом 75,Взаимодейстазтощим с упором 76. Устройство работает следующим образом. Первый матричный катоа 59 с томощью выступов 3 подаемся конвейером 2 Б сторону стеллажа 61 и завешивается на рычагах 58. После этого тележка 4 переводится в крайнее левое положение. которое является исходным для начала работы. Стеллаж 61 размещают под вер ними направляющими 1О и 11. Парные рычаги 6 и. 7 находятся в нижнем опущенном положении. При этом пара рычагов 6 имеет впереди себя первый катод 59, а пара рычагов 7 пока не имеет впереди себя катода. При таком положнии включают гидроцилиндр 9, и тележка 4 начинает рабочий ход. В начале ра бочего хода рычаги 6 соприкасаются со штангой 60 катода 59 и перемещают ег или по нижним направляющим 64 и 65, или по верхним направляющим 10 и 11 на величину хода тележки, в крайнем пр вом положении которой рычаг 46 взаим действует с упором 47 и с помощью тяг 44 рычага 45, тяги 43 и рычага 40 по ворачивает вал 39 по часовой стрелке, св,язи с чем рычаги 7 перевод5 тся в крайнее верхнее нерабочее положение. При этом от действия рычага 4О шток 4 с пружиной меняет свое положение относительно оси вала 39 и запирает вал 39 с рычагами в данном положении (крайнем верхнем). Одновременно с рычагом 46 также взаимодействует рычаг 72 с упором 73 И-с помощью тяги 71, рычага 53, тяги 51, рычага 52, тяги 5О и ры чага 48 поворачивает вал 34 тоже -по ч совой стрелке, от чего рычаги 6 также переводятся в откинутое верхнее положение. При этом от действия рычага 48 . шток 49 пружиной меняет свое положение относительно оси вала 34 и запирают вал 34 с рычагами 6 в откинутом верхнем положении. В результате хода тележки 4 матричный катод 50 перемещается рычагами 6 по направляющим и останавливается между грузовыми дугами 62 и 63, а рычаги 7 совершают холостой ход. Затем гидрсщилиндр 9 переключают на обратньвй ход,- и тележка 4 перемещается в крайнее левое Положение. При этом рычаг 53 взаимодействует с упором 54 и с помощью тяги 51 рычага 52, тяги 5О, рычага 48 поворачивает против часовой стрел ки вал 34, который опускает рычаги 33 с рычагами 6 вниз, а щток 49 с пружиной запирают вап 34 с рычагами 33 и. 6 в исходном нижнем положении. Одновременно с рычагом 53 рычаг 75 взаимодействует с упором 76 и с помощью тяги 74, рычага 46, тяги 44, рычага 49, тяги 43 и рычага 40 повора чивает вал 34 также против часовой стрелки, который приводит рычаги 7 в исходное рабрчее нижнее положение. При 76 этом шток 41 Спружиной 42 запирают вал 39 с ры {агами 7 в этом положении. При перемещении в крайнее левое положение тележка 4 .с консольной траверсой 5 свободно проходит над очередным катодом,поданным на рычаги 58 подающим .цепным конвейером 2, и над катодом, составленным рычагами 6 на верхних или нижних направляющих между дугами на середине стеллажа. При повторном рабочем перемещении тележки 4 вправо рычаги 6 перемещают очередной матричный катод с рычагов 58, например, но верхним направляющим Ю и 11 (если предыдущий катод был перемещен по нижним направляющим 64 и . 65) до середины .стеллажа, а рычаги 7 заканчивают перемещение по нижним напpaJЗЛЯющим 64 и б5 предыдущего катода 59 до упоров 66 стеллажа 61. В этот момент тележка 4 еще не дошла до своего крайнего правого положения и продолжает двигаться вправо, а рычаги 7, огибая штангу бО;катода 59, поворачиваются сами и поворачивают вал 39 с жестко связанным с ним рычагом 4О, который, действуя на шток ,41 с пружиной 42, меняет его положение . относительно оси вала 39. В связи с этим шток 41с пружиной доканчивает поворот рычагов 7 в крайнее верхнее положение и вала 39 и запирает их в данном положении. В крайнем правом положении тележки . .. 4 рычаги 6 оставляют второй катод на верхних направляющих 1О и 11 в средней части стеллажа.между дугами 62 и 63 в месте, где ранее находился первый катод 59, а сами откидываются также, как было описано ранее; Таким образом, цикл повторяется до тех пор, пока стеллаж не заполнится примерно наполовину До этого момента осуществляется нагрузка стеллажа катодами с помощью одновременной работы рычагов 6 и 7 и одновременным перемещением двух катодов. После заполнения наполовину стеллажа описанным способом перемещение катодов по нижним и верхним направляющим осуществляют только с помощью рычагов 6, рычаги 7 при каждом ходе тележки 4 пираются в штанги, paEiee уложенные на теллаж катодов и откидываются в верхее нерабочее положение. Рычаги 6 начинают работать подобно ычагам 7: продвигая катоды до упора ранее набранные катоды и, встретив репятствие, они доворачивеются вокруг оси 2 рычага 33, сжимают пружину на што8ке 36, котсзрая после перехода оси 38 рычагов 6 через мертвую точку откидывает рычаги 6 в крайнее верхнее пбложение, при этом вал 34 остается .неподвижным. При полной загрузке катодами стеллажа 61 включают гидроцилиндры ЗО и 31, которые через штоки, рычаги 28 и 25, Тяги 24 и рычаги, 23 перемещают элементы 18-21 механизмом; параллелограммов и отводят, элементы 12,13 и 14 направляющих 10 и 11 в стороны от стеллажа 61. При этом, элементы 12 и 14 отводятся под углом за счет того, что оси 22 механизмов установлены под углом к направляющим. Такая установка осей механизмов позволяет отводить элементы 12 и 14, не задевая грузовые дуги 62 и 63 и наоборот, соединять элементы 12, 13 и 14 при их совмещении над стеллажом без больших зазоров для беспрепятственного перемещения по йим штанг катодов. В результате при перемещении элементов 12-14 в стфоны катоды, находящиеся на верхних направляющих Ю и 11,освобождаются и под действием своего веса опускаются, при этом их щтанги размещаются на штангах катодов, установлен ных на нижних направляющих 64 и 65 в два слоя. После полней загрузки и отвода направляющих в стороны стеллаж 61 отводят от устройства и на его место размещают свободный от катодов стеллаж 61. После этого с помощью шарн|фо-рычажных пара лелограммов между дугами степлазка 61 размещают направляющие 1О и 11, и цик загрузки повторяется. Таким образом, предложенноеустройство обеспечивает м санизврованную и плотную загрузку катодами, ширсжо применяемых в отечественной практике стеллажей с грузовыми дугами; Это и позволяет повысить производительность погрузочногразгрузочных работ и сдаратйть пр 78 енение ручного труда в электролизных роизводствах. ормула изобретени 1.Устройство для послойной укладки матричных катодов на стеллаж, содержащее смонтированные на раме подающий цепной конвейер с выступами, подъемноопускной разделитель катодов, две параллельные горизонтальные направляющие для накопления катодов, механизм перемещения катодов по направляющим, включающий установленную подвижно над направляющими тележку, на которой размещены поворотные относительно горизонтальных осей толкатели, механизмы отвода направляющих и ограничительнью упоры, взаимрдействующие с толкателями, отличающееся тем, что, с целью расширения технютогических возможностей за счет укладки катодов в стеллажи с грузовыми дугами, каждая направляющая для катодов вьтопнена составной из трех элементов, каждый из которых связан с соответствующим механизмом отвода, при этом механизмы отвода крайних элементов установлены под углом к этим элементам, и рёлежка механизма перемещения катодов снабжена траверсой и дополнительными толкателями, причем все толкатели связаны с траверсой через систему тяг и рычагов, взаимодействующих с ограничительными упорами. 2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что каждый механизм отвода направляющих содержит шарнирнорычажный параллелограмм, связанный через систему рычагов с приводом, преимущественно силовым цилиндром. Источники информации, принятые во внимание при экспертизе 1.Чертеж СКБЦМ Гинцветмета N 84О.О9.ОО.ООО, Иркутск, архив Гинцветмета. 2,Авторское свидетельство СССР № 411021, кл. В 65 Q 57/16, 1971. Tft-f b,..,,,,., - -/// ///////4///////////////////////////////////////// //
3-IB, --------- --3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный склад | 1978 |
|
SU710874A1 |
| АРТИЛЛЕРИЙСКАЯ КОРАБЕЛЬНАЯ УСТАНОВКА | 2012 |
|
RU2533947C2 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| УСТРОЙСТВО ФИКСАЦИИ ГРУЗОВОЙ ТЕЛЕЖКИ | 1998 |
|
RU2148547C1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
;; ::Jife
V7/v /////7/////////////////////////A ////////J(///// -- :.--14
19
.. Ч
/
1
ut.6
а
f6
to
r
В-В
г-г
12
/
(Риг. 8
/3
19
го
21
ггптуугуя
ut,9
