При изготовлении дисков селеновых выпрялЕщедой ии11и, на металлические заготовки производится вручную, что не обеспечивает точной дозировки селена на заготовках и равномерности его распределения по поверхности диска.
Описываемое устройство осуществляет автоматическое нанесение селена на металлические заготовки и механизирует технологический процесс.
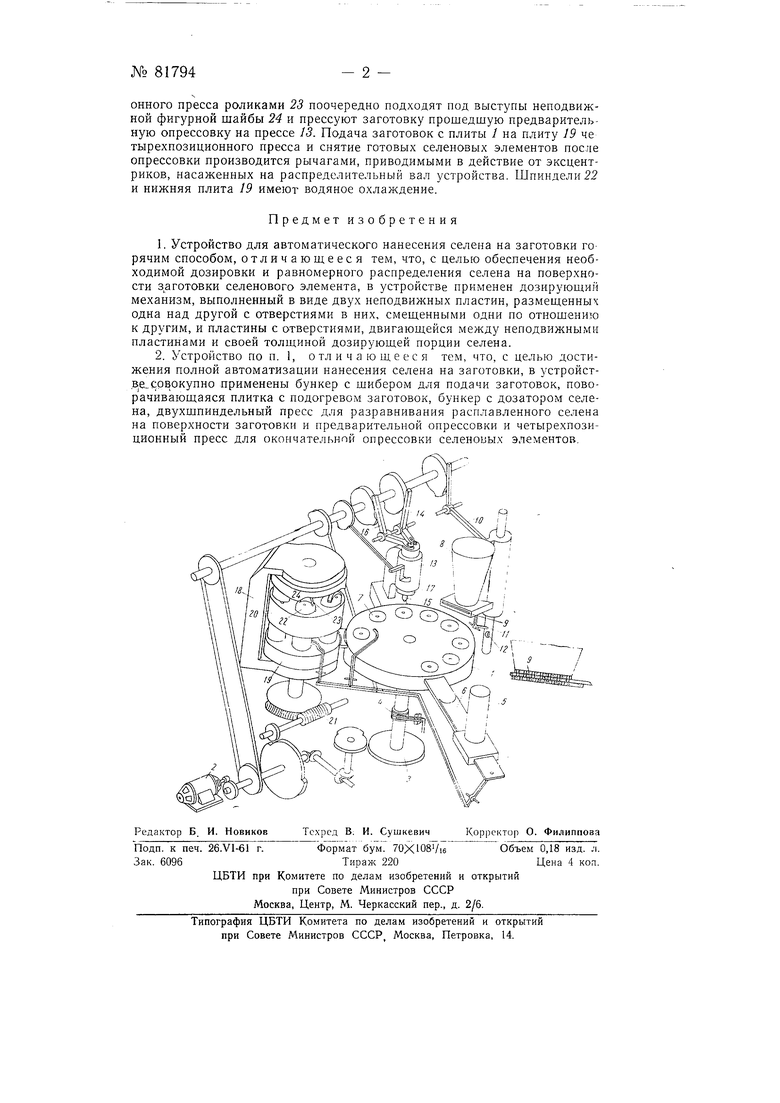
На чертеже изображено это устройство.
Поворотная плита / приводится в прерывистое вращение электродвягателем 2 через шестеренную передачу 5 и обогревается встроенным в пее электрическим нагревательным элементом, получающим питание от сети через контактные кольца со щетками 4. Из бункера 5 на нагретую плиту / подается шибером 6 заготовка 7 в виде металлического диска с отверстием в центре. При повороте плиты / нагретая заготовка 7 подходит под бункер 8 с селеновым порошком, снабженный дозировочным механизмом 9, выполненным в виде двух неподвижных перфорированных, расположенных одна над другой nj acTHH, со взаимно смещенными отверстиями в них, и подвижной перфорированной пластины, размещенной между неподвижными пластинами и служащей для дозировки селена.
Рычагом 10 бункера 8 опускается вниз и рычагом // упирается в упор 12. Рычаг 11 поворачивается, и дозировочное устройство 9 бункера 8 высылает порцию селенового порошка на нагретую металлическую заготовку 7. Под действием рычага 10 бункер 8 поднимается вверх, рычаг // отходит от упора 12 и возвращает дозировочный механизм бункера 5 в исходное положение. Дно бункера 8 имеет водяное охлаждение для устранения нагрева и плавления селенового порошка, находящегося в бункере 8. При дальнейшем повороте плиты 1 заготовка 7 с расплавленным селеном подходит под двухшпиндельный пресс 13.
Под действием рычага 14 опускается центральный штифт 15, центрирующий заготовку 7. Рычаг 16 опускает шпиндель 17 и производит предварительную опрессовку расплавленного селена на заготовке 7. Одновременно с опрессовкой щпиндель /7 поворачивается на 45° вокруг своей оси и равномерно размазывает расплавленный селен по поверхности заготовки. Для окончательной опрессовки заготовка при дальнейщем повороте плиты / подходит к четырехпозиционному прессу, смонтированному в корпусе 18. Нижняя плита 19 и блок 20, четырехпозиционного пресса приводятся в прерывистое вращение электродвигателем 2 через червячную передачу 21. При вращении блока 20, шпиндели 22 четырехпозици - „J