Предметом изобретения является приспособление к ленточному станку для навивания ленты с применением свободно сидящей на вращающемся валу фланцевой катушки с фрикционной для ее привода шайбой.
Отличительная особенность описываемого приспособления заключается в том, что фрикционная шайба привода выполнена в виде диска с радиально подпружиненными в нем колодками, взаимодействующими с кольцевым буртиком одного из фланцев катушки.
Такое выполнение приспособления обеспечивает лучшее, более спокойное течение процесса навивания ленты на катушку.
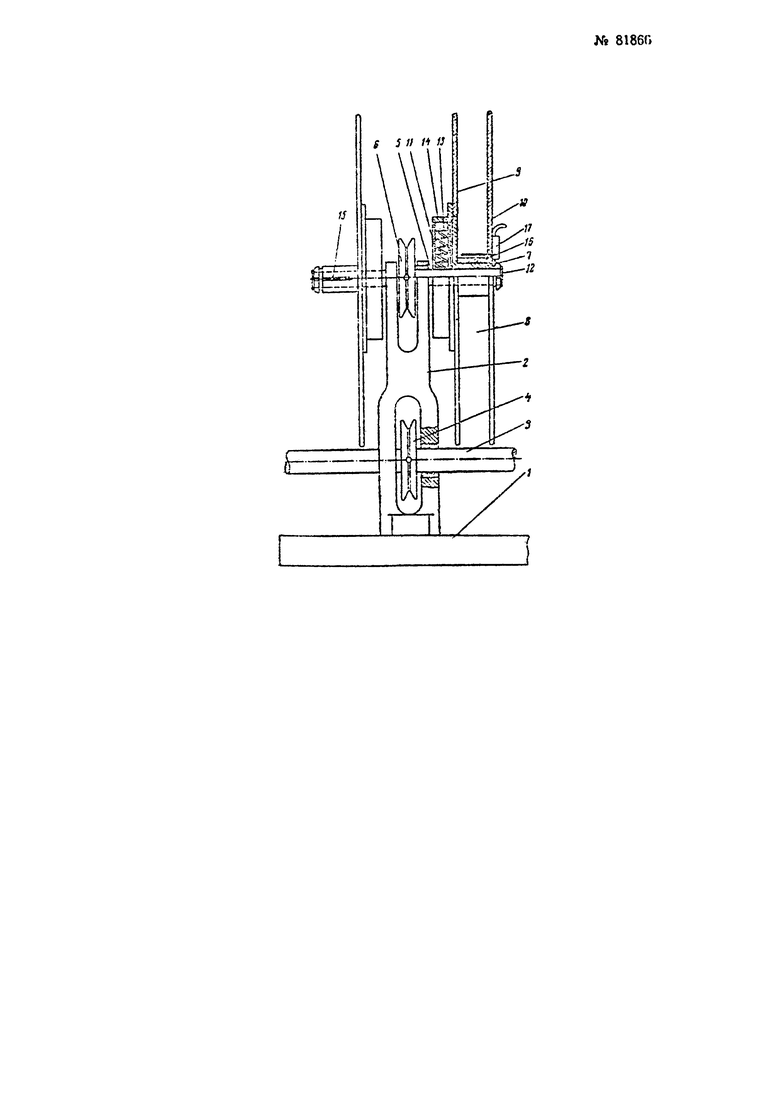
На чертеже приспособление изображено в продольном разрезе.
На основании 1 приспособления укреплены на расстоянии друг от друга, равном двойному расстоянию между центрами тесьмы на лентоткацком станке, кронштейны 2. В нижней части кронштейнов в подшипниках проходит вал 3, на который насажены шкивы 4. Вал 3 приводится во вращение от ходового механизма станка. Через шкивы 4 и 6 передается движение на зал 5, помещенный в подшипниковых втулках кронштейна 2.
Катушка, состоящая из двух фланцев 9 и 10, посажена на конце вала 5. Смещение катушки в сторону шкива 6 ограничивает фрикционная шайба 11, а сход катушки с вала 5 ограничивается, кольцом 12.
Фрикционная шайба 11, выполненная в виде диска, имеет три отверстия, расположенных под углом 120°, в каждом из которых находится спиральная пружина и тормозная колодка 13, взаимодействующая с кольцевым буртиком 14.
Фланец 10 втулкой 16 свободно надевается на втулку 7 фланца 9. Две шпоночные канавки 15 на втулке 7 и два пальца во втулке 16 исключают проворачивание фланцев относительно друг друга.
Замок 17, закрепляющий фланец 10 на втулке 7, выполнен в виде пластинки, которая под действием пружины попадает скошенным краем в выточку на втулке 7.
Конец ленты, выходящий из-под товарного валика лентоткацкого станка, заправляется под зажим фланца 10, который с втулкой 16 надевается на втулку 7.
Слабина ленты устраняется навертыванием ее на катушку от руки.
При укладывании первых витков ленты на втулку 16 скорость наматывания, примерно совпадает со скоростью выработки тесьмы. По мере увеличения диаметра круга наматываемой ленты, окружная скорость укладки ленты становится больше, и катушка вращается медленнее. Отставание во вращении катушки возможно потому, что колодки 13 будут проскальзывать по внутренней поверхности буртика 14. Это проскальзывание становится больше с увеличением диаметра круга намотанной ленты. Натяжение ленты в результате проскальзывания дает плотную ее намотку.
Фланцы 9 и 10 заправляются и освобождаются от кругов на ходу ленто-ткацкого станка.
Скорость вращения вала 5 постоянная и должна быть подобрана такой, при которой окружная скорость при данном диаметре втулки, 16 будет несколько больше скорости выработки ленты на станке. Величина трения тормозных холодок 13 о внутреннюю поверхность буртика 14 должна быть подобрана такой, чтобы при вращении вала 5 осуществлялось как вращение катушки, так и наматывание тесьмы в круг с достаточной плотностью укладки витков.
На основании 1 монтируется столько приспособлений для навивания ленты, сколько пар лент вырабатывает станок. Приспособления устанавливаются под ленто-ткацким станком в месте схода лент из-под товарного валика с учетом лучшего доступа к катушкам.
Приспособление к ленточному станку для навивания ленты с применением свободно сидящей на вращающемся валу фланцевой катушки с фрикционной для ее привода шайбой, отличающееся тем, что для улучшения процесса навивания ленты на катушку фрикционная шайба выполнена в виде жестко сидящего на валу диска с радиально подпружиненными в нем колодками, взаимодействующими с кольцевым буртиком одного из фланцев катушки.
