(в направлении прокатки) течения металла. Кроме того, рассматриваемый способ неприменим для станов холодной прокатки труб роликами, используемых в производстве особотонкостенных труб.
Целью изобретения является снижение разностенности особотонкостенных труб при периодической прокатке в два прохода.
Для достижения этой цели в способе продольной прокатки труб, содержащем предварительную деформацию круглой заготовки на оправке в многоугольном калибре с формированием многогранной наружной поверхности и последующую деформацию многогранной заготовки в круглом калибре на оправке круглого поперечного сечения, предварительную деформацию производят на многогранной оправке с формированием граненой внутренней поверхности заготовки и со смещением ребер ее внутренней поверхности относительно ребер наружной поверхности.
Указанные отличия позволяют сократить протяженность зон контакта с калибром и оправкой в процессе деформации, что приводит к увеличению деформации в поперечном направлении, снижая тем самым поперечную разностенность особенно при прокатке тонкостенных труб.
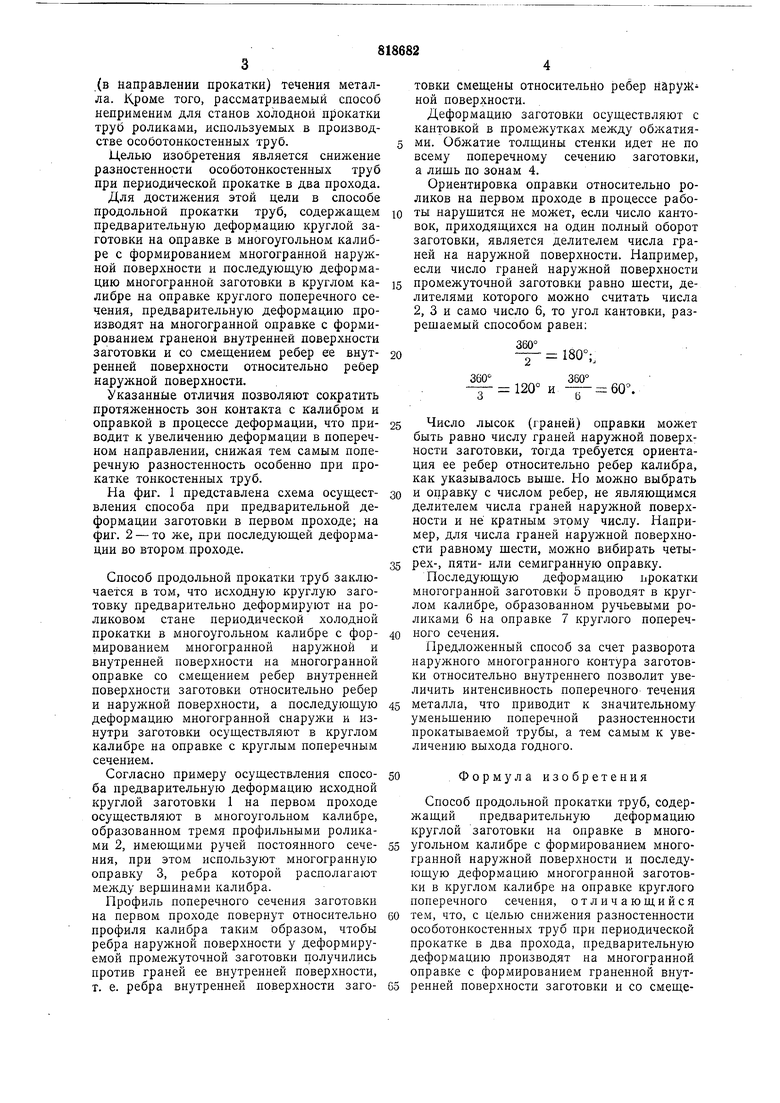
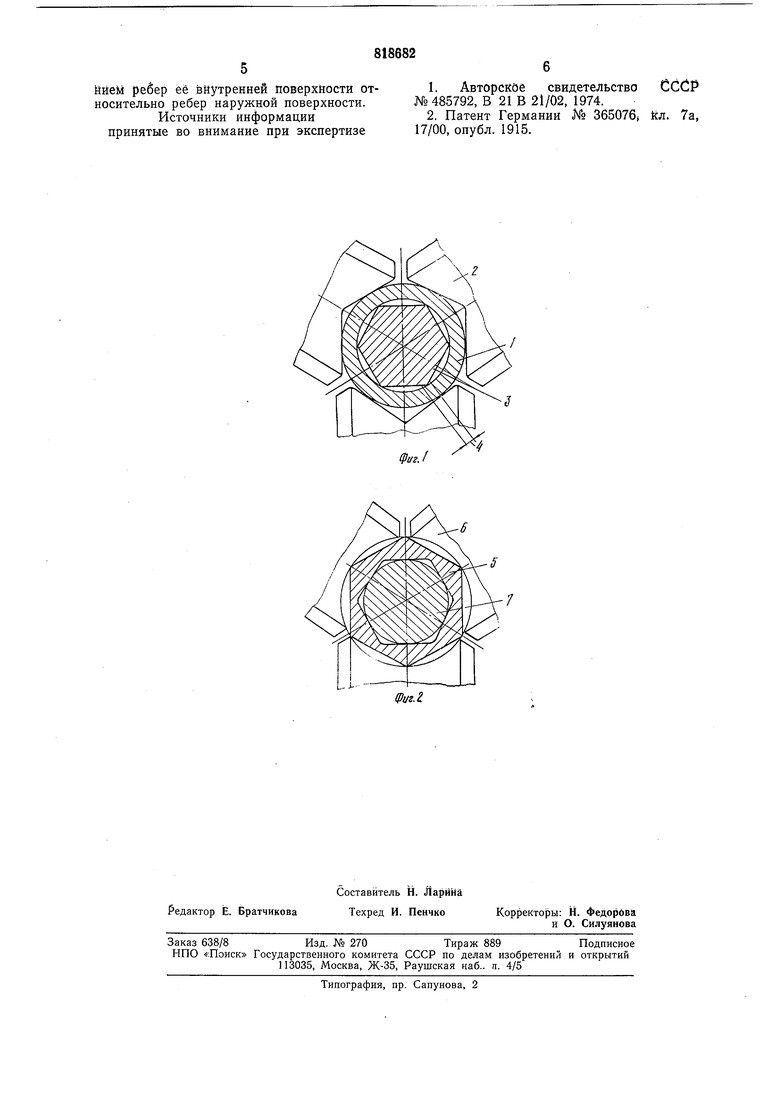
На фиг. 1 представлена схема осуществления способа при предварительной деформации заготовки в первом проходе; на фиг. 2 - то же, при последующей деформации во втором проходе.
Способ продольной прокатки труб заключается в том, что исходную круглую заготовку предварительно деформируют на роликовом стане периодической холодной прокатки в многоугольном калибре с формированием многогранной наружной и внутренней поверхности на многогранной оправке со смещением ребер внутренней поверхности заготовки относительно ребер и наружной поверхности, а последующую деформацию многогранной снаружи и изнутри заготовки осуществляют в круглом калибре на оправке с круглым поперечным сечением.
Согласно примеру осуществления способа предварительную деформацию исходной круглой заготовки 1 на первом проходе осуществляют в многоугольном калибре, образованном тремя профильными роликами 2, имеющими ручей постоянного сечения, при этом используют многогранную оправку 3, ребра которой располагают между вершинами калибра.
Профиль поперечного сечения заготовки на первом проходе повернут относительно профиля калибра таким образом, чтобы ребра наружной поверхности у деформируемой промежуточной заготовки получились против граней ее внутренней поверхности, т. е. ребра внутренней поверхности заготовки смещены относительно ребер Наружной поверхности.
Деформацию заготовки осуществляют с кантовкой в промежутках между обжатиями. Обжатие толщины стенки идет не по всему поперечному сечению заготовки, а лищь по зонам 4.
Ориентировка оправки относительно роликов на первом проходе в процессе работы нарущится не может, если число кантовок, приходящихся на один полный оборот заготовки, является делителем числа граней на наружной поверхности. Например, если число граней наружной поверхности
промежуточной заготовки равно щести, делителями которого можно считать числа 2, 3 и само число 6, то угол кантовки, разрещаемый способом равен:
360°
360° 120° и
Число лысок (граней) оправки может быть равно числу граней наружной поверхности заготовки, тогда требуется ориентация ее ребер относительно ребер калибра, как указывалось выще. Но можно выбрать
и оправку с числом ребер, не являющимся делителем числа граней наружной поверхности и не кратным этому числу. Например, для числа граней наружной поверхности равному шести, можно вибирать четырех-, пяти- или семигранную оправку.
Последующую деформацию ьрокатки многогранной заготовки 5 проводят в круглом калибре, образованном ручьевыми роликами 6 на оправке 7 круглого поперечного сечения.
Предложенный способ за счет разворота наружного многогранного контура заготовки относительно внутреннего позволит увеличить интенсивность поперечного течения
металла, что приводит к значительному уменьшению поперечной разностенности прокатываемой трубы, а тем самым к увеличению выхода годного.
Формула изобретения
Способ продольной прокатки труб, содержащий предварительную деформацию круглой заготовки на оправке в многоугольном калибре с формированием многогранной наружной поверхности и последу ющую деформацию многогранной заготовки в круглом калибре на оправке круглого поперечного сечения, отличающийся
тем, что, с Целью снижения разностенности особотонкостенных труб при периодической прокатке в два прохода, предварительную деформацию производят на многогранной оправке с формированием граненной внутренней поверхности заготовки и со смещеййей ребер её внутренней поверхйости относительно ребер наружной поверхности.
Источники информации принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 485792, В 21 В 21/02, 1974.
2.Патент Германии № 365076, йл. Та, 17/00, опубл. 1915.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ изготовления круглых труб | 1988 |
|
SU1616743A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| Способ производства горячекатанных труб на установке с автоматстаном | 1974 |
|
SU505455A1 |
| Роликовый стан для прокатки труб | 1989 |
|
SU1784323A1 |
| Технологический инструмент стана винтовой прокатки | 1974 |
|
SU565729A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МНОГОГРАННЫХ ТРУБ | 1990 |
|
SU1820537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
