1
Изобретение относится к трубопрокатному производству, в частности к производству бесшовных горячекатаных труб на установках с автоматическими станами.
Известны способы производства горячекатаных труб на установках с автоматическими станами, где гильзу раскатывают на круглой оправке последовательно в нескольких круглых калибра (клетях) или автоматстанах, раскатывающих гильзу в два-три прохода с возвратом на передний стол, (см. авт. св. № 112973, кл. В 21Ь 17/04).
Однако формоизменение гильзы в калибрах автоматстана с двумя выпусками ограничивает величину вытяжки из-за образования утолщений (бунтов), что приводит к появлению подрезов, рисок и к увеличению разностениости после обкатного стана.
Известен способ производства бесщовных труб (см. патент Франции № 2120229, кл. В 21Ь 17/00), в котором заготовку прощивают со степенью обжатия 75-80%, а гильзу раскатывают в один проход со степенью обжатия 15-25%. При этом участок воздействия калибра валков прокатного стана сводят к минимальному из-за образования бунта на поверхности труб. Для осуществления этого способа оправка косовалкового прощивного стана, состоящая из носика и рабочей части, на участке, соответствующем пережиму валков, имеет кольцевую выемку. Калибры валков автоматстана построены сопряжением двух радиусов, причем радиус при верщине калибра выполнен больщим, чем радиус у разъема валков. Оправка автоматстана имеет сферическую рабочую поверхность.
При этом способе схема формоизменения металла предопределяет его течение в выпуске и, как следствие этого, сохраняется поперечная разностенность при прокатке.
Известен также способ производства горячекатаных труб на установке с автоматстаном, при котором гильзу, полученную прощивкой на косовалковом стане, прокатывают в один проход в двух последовательно расположенных клетях автоматстана, а затем раскатывают на обкатных косовалковых станах.
Этот способ ограничивает величину вытяжки из-за образования утолщений в местах выпусков калибра и ведет к повышению разностенности после обкатного стана, сдерживая рост производительности установки.
С целью увеличения производительности установки по предложенному способу гильзе при раскатке в автоматстане придают граненую форму с числом граней, кратным числу валков обкатного косовалкового стана.
Способ заключается в том, что прощитую гильзу раскатывают на автоматстане в многогранную трубу в многогранном калибре на
многогранной оправке. Это обеспечивает равномерное распределение утолщений но периметру, что создаетнредпосылки для более равномерной деформации при обкатке. Причем количество граней раскатанной гильзы должно быть кратным числу валков обкатного стана. Значит, для трехвалкового обкатного стана поперечное сечение гильзы должно представлять собой 3, 6, 9...-гранник, а для двухвалкового обкатиого стана - 4, 6 8...-гранник.
Наружный и внутренний профили трубы имеют форму скругленного многогранника.
Предлагаемая схема формоизменения металла значительно снижает степень неравномерности деформации за счет тангенциального течения металла но всему периметру. Значительно уменьшается объем металла, который идет на заполнение зоны выпусков, в связи с этим появляется возможность снизить овальность калибра и повысить качество труб (уменьшить бунты, подрезы, риски и повысить точность геометрических размеров).
Существенно улучшается захват металла гильзы валками, что позволяет ускорить теми нрокатки.
На фиг. 1 показан очаг деформации в клетн автоматстана, поперечное сечение; на
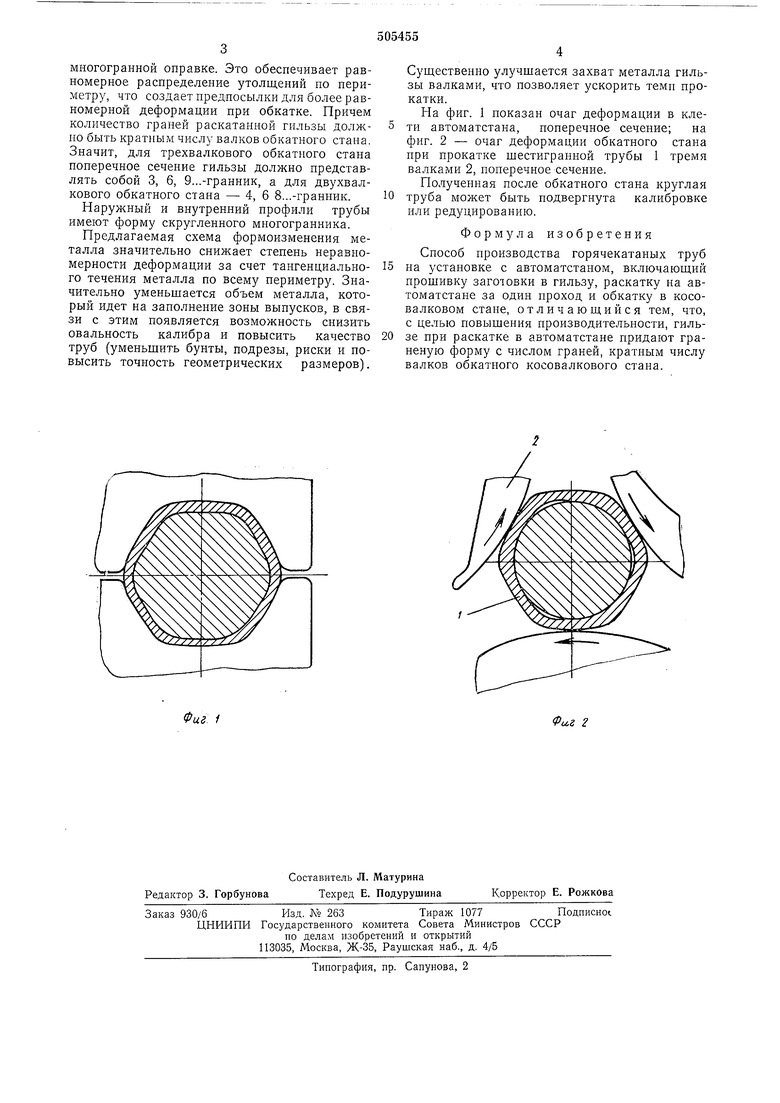
фиг. 2 - очаг деформации обкатного стана
нри прокатке шестигранной трубы 1 тремя
валками 2, понеречное сечение.
Полученная после обкатного стана круглая труба может быть подвергнута калибровке или редуцированию.
Формула изобретения
Способ нроизводства горячекатаных труб на установке с автоматстаном, включающий прошивку заготовки в гильзу, раскатку на автоматстане за один проход и обкатку в косовалковом стане, отличающийся тем, что, с целью повышения нроизводительностн, гнльзе при раскатке в автоматстане придают граненую форму с числом граней, кратным числу валков обкатного косовалкового стана.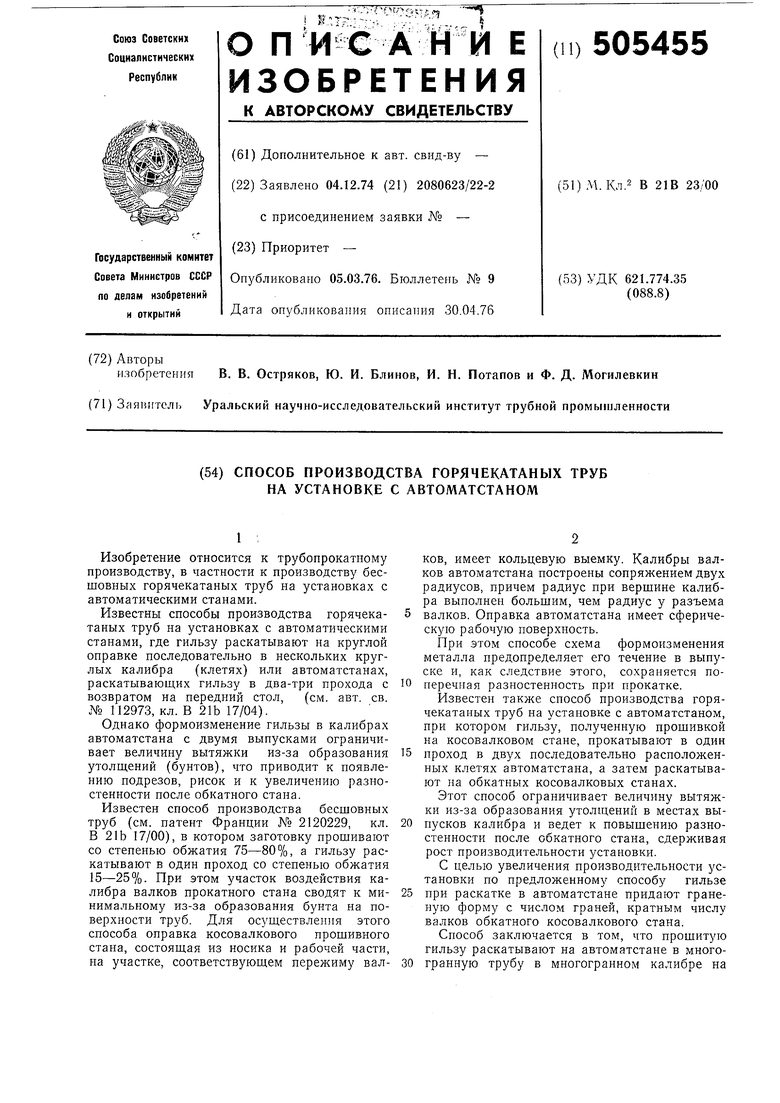
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2362639C1 |
| Способ производства труб на агрегате с автоматстаном | 1984 |
|
SU1156752A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ винтовой раскатки труб на трехвалковом стане | 1980 |
|
SU865445A1 |
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426х10-12 мм С УПОРНОЙ РЕЗЬБОЙ "БАТТРЕСС"-"ОТБТ-426" | 2005 |
|
RU2311239C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА УСТАНОВКЕ С АВТОМАТИЧЕСКИМ СТАНОМ | 2004 |
|
RU2271885C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
