Изобретение относится к обработке металлов давлением, в частности к трубному производству, и может быть использовано для прокатки прецизионных многогранных труб/
Известны роликовые станы для прокатки труб, содержащие роликовую клеть, механизм подачи и поворота заготовки и стержня с оправкой и дополнительно установленную волоку в передней проводке стана.
Известен роликовый стан для прокатки труб, содержащий роликовую клеть, механизм подачи и поворота заготовки и стержня с оправкой, а также установленный перед клетью стана и соосно с ней корпус с волокой.
Однако известный роликовый стан не предотвращает скручивание заготовки при деформации, что снижает выход годного при производстве прецизионных многогранных труб.
Целью изобретения является повышение выхода годного при производстве прецизионных многогранных труб путем
предотвращения скручивания заготовки при деформации.
Поставленная цель достигается тем, что роликовый стан для прокатки труб, содержащий роликовую клеть, механизм подачи и поворота заготовки и стержня с оправкой, а также установленный перед роликовой клетью и соосно с ней корпус с волокой, снабжен подшипниковой опорой, связанной с корпусом волоки, профиль калибра которой, а также калибра, образованного роликами клети, и оправки выполнен многоугольным.
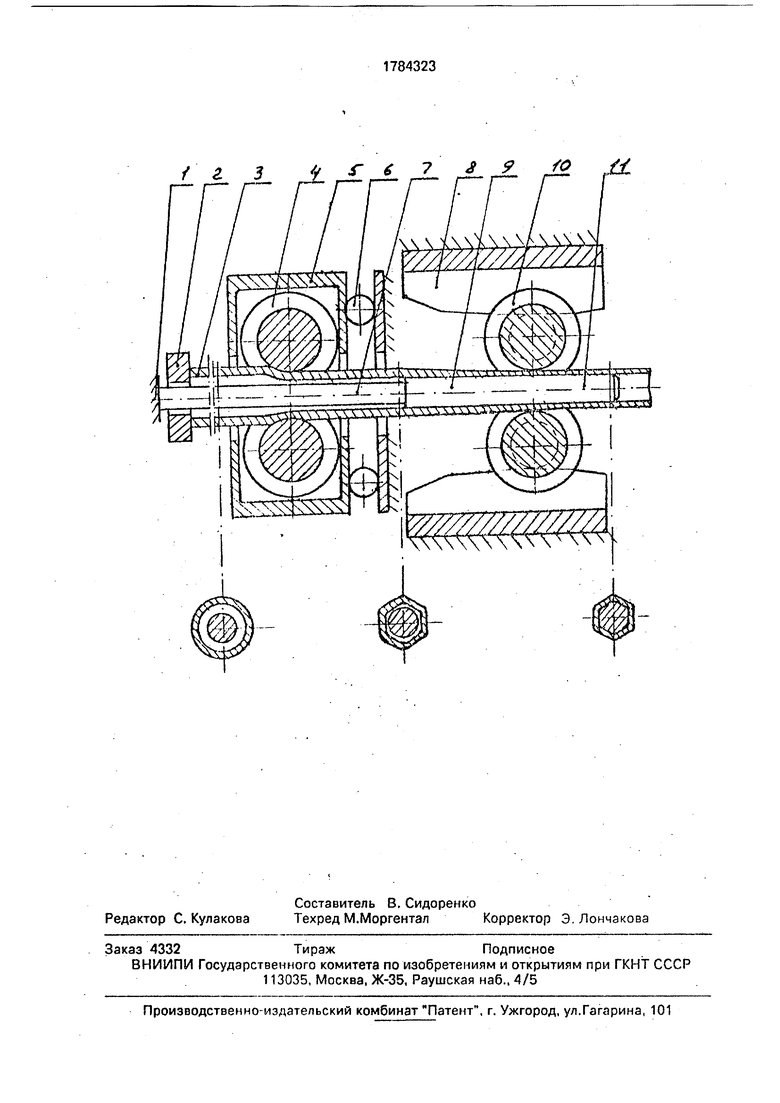
На чертеже представлен продольный разрез очага деформации стана при прокатке шестигранных труб.
В состав очага деформации стана ахо- дят калибр многоугольного профиля (шестиугольного), образованный ротиками 10 клети роликового стана, и калибр подобного многоугольного профиля, образованный роликами 4 роликовой волоки 5, опирающейся своим корпусом на подшипниковую опору 6, обеспечивающую возможность ее свободС/
с
one
Ч
а
4. со
го
00
ного поворота вокруг оси прокатки 11 клети стана.
Ролики 10 калибра клети стана своими цапфами опираются на профилированные поверхности опорных планок 8.
Между роликами 10 (в их калибре) находится шестигранная оправка 9, закрепленная на конце стержня 7, пропущенного через калибр роликов А роликовой волоки 5 и установленного вторым концом в захвате 1 механизма поворота роликового стана. Труба 3 надета на стержень 7 с оправкой 9 и одним концом закреплена в патроне 2 подачи и поворота заготовки.
Калибр роликовой волоки 5 служит для предварительного профилирования трубы 3 без обжатия ее стенки. В этом качестве может быть применена вместо роликовой и другого видаволока, например монолитная.
Калибр клети роликового стана служит для окончательного профилирования трубы
3с обжатием ее стенки. Надетую на стержень 7 с оправкой 9 круглую трубу 3 посред- ством патрона 2 подачи и поворота заготовки порциями заталкивают в ролики
4волоки 5. При этом после подачи каждой порции осуществляют радиальный поворот трубы 3 вместе с волокой 5 вокруг оси прокатки на 60°, Пройдя волоку 5, труба 3 приобретает шестиугольную форму поперечного сечения. Внутренние размеры этой трубы позволяют ей свободно надеваться на шестигранную оправку 9 роликового стана при дальнейшее ее продвижении за роликовой волокой 5. Об- жатие шестигранной трубы 3 на оправке 9 осуществляют роликами 10 клети роликового стана путем их возвратно-поступательного перемещения с обкаткой цапфами по спрофилированной поверхности опорных планок 8. При этом осуществляют порционную подачу трубы 3 с радиальным поворотом ее совместно с оправкой 9 и стержнем
7 после каждой подачи на 60°. Захват 1
механизма поворота стана и патрон 2 подачи и поворота заготовки осуществляют поворот стержня 7 и трубы 3 синхронно (одновременно). Таким образом, осевое усилие на стержень 7 во время прокатки трубы 3 сводится к минимуму, повышается качество прокатанной трубы за счет улучшения условий деформации. Улучшение условий деформации связано с ее разделением на предварительную и окончательную.
Диаметр и толщина стенки круглой трубы-заготовки подбираются таким образом, чтобы после предварительного безопра воч- ного профилирования в роликовой волоке размеры трубы по внутреннему поперечному сечению позволили ей свободно без усилия надвигаться на граненую оправку и вместе с тем иметь с ней при этом минимально допустимый зазор.
Благодаря наличию подшипниковой опоры б у корпуса роликовой волоки 5 последняя имеет возможность свободно поворачиваться вокруг оси прокатки 11, что предотвращает скручивание трубы-заготовки 3 при деформации. Предотвращение скручивания трубы-заготовки 3 при деформации обеспечивает повышение выхода годного при производстве прецизионных многогранных труб.
Формула изобретения
Роликовый стан для прокатки труб, содержащий роликовую клеть, механизмы подачи и поворота заготовки и стержня с оправкой и установленный перед роликовой клетью и соосно с ней корпус с волокой, отличающийся тем, что, с целью повышения выхода годного при производстве прецизионных многогранных труб за счет предотвращения скручивания заготовки при деформации, он снабжен подшипниковой опорой, связанной с корпусом волоки, профиль канала которой, а также калибра, образованного роликами клети, и оправки выполнен многоугольным.
f 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2362639C1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ С НАРУЖНЫМИ ПРОДОЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2448788C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
Использование: прокатка прецизионных многогранных труб. Сущность изобретения: роликовый стан содержит роликовую клеть, механизм подачи и поворота заготовки и стержня с оправкой. Перед клетью стана соосно с ней установлен корпус с волокой, снабженной подшипниковой опорой. Калибр установленной в корпусе волоки, калибр, образованный роликами клети, и оправка имеют многбугольный профиль. 1 ил.
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| М.: Металлургиздат, 1962, с.229-230 | |||
| Способ дополнительной калибровки или редуцирования трубы при холодной прокатке | 1961 |
|
SU145526A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ холодной прокатки труб | 1977 |
|
SU863025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
