1
Изобретение относится к металлургии, к отделке полосового проката.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является система управления агрегатом с петлевым устройством 1, содержащая командоаппараты рабочей и заправочной скорости, входы которых через ключи, управляемые выходами командного блока, соединены со входом задатчика скорости, выход которого соединен со входами блоков управления приводами разматывателя и механизмом нагона петли, датчики перемещения полосы и поворота рулона, выходы которых соединены со входами блока измерения диаметра рулона, выход которого соединен с одним из входов блока управления приводом разматывателя рулона.
Недостатком известной системы является недостаточная надежность в ее работе по окончании размотки рулона, связанная с уходом заднего конца полосы в петлевое устройство, вследствие отсутствия автоматического замедления и точного останова заднего конца разматываемой полосы в сварочной мащине.
Целью изобретения является повышение надежности работы системы по окончании размотки рулона.
Поставленная цель достигается тем, что система, содержащая командоаппараты рабочей и заправочной скорости, входы которых через ключи, управляемые выходами
командного блока, соединены со входом задатчика скорости, выход которого соединен со входами блоков управления приводами разматывателя механизмов нагона петли, датчики перемещения полосы и поворота рулона, выходы которых соединены со входами блока измерения диаметра рулона, выход которого соединен с одним из входов блока управления приводом разматывателя рулона, дополнительно содержит
датчик заднего конца полосы, блок замедления, вход которого соединен с выходом блока измерения диаметра рулона, а выход- с одним из входовкомандного блока, и блок останова, выход которого соединен
с другим входом командного блока, а входы - с выходами датчиков заднего конца полосы и перемещения полосы.
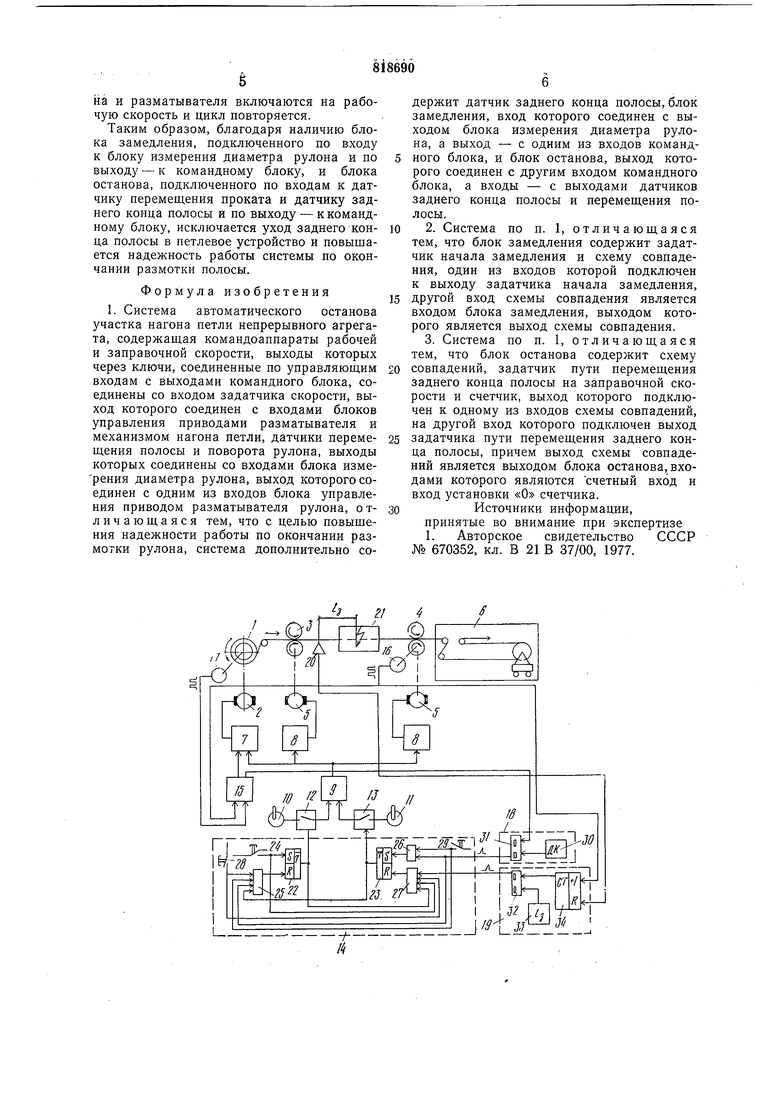
На чертеже приведена функциональная схема описываемой системы.
Разматыватель 1 рулона с приводом 2 и механизмы 3 и 4 нагона с приводами 5 обеспечивают нагон петли в петлевое устройство 6.
Привод 2 разматывателя и привод 5 нагона управляются блоками 7 и 8 управлеМия соответственно. Задатчик 9 скорости обеспечивает изменение с необходимым темпом задающего сигнала скорости на входах блоков 7 и 8 уиравления соответственно. Величины скорости в установившихся режимах работы определяются командоаппаратами 10, И рабочей и заправочной скорости, подключенными ко входам задатчика 9 скорости через ключи 12 и 13 соответственно. Управляющие входы ключей 12 и 13 подключены к выходам командного блока 14.
К одному из входов блока 7 управления приводом 2 разматывателя 1 рулона подключен выход блока 15 измерения диаметра рулона.
Ко входам блока 15 измерения диаметра рулона подключены выходы датчиков 16, 17 перемещения полосы и поворота рулона.
Второй выход блока 15 измерения диаметра рулона подключен ко входу блока 18 замедления, выход которого подключен ко входу командного блока 14. К другому входу блока 14 подключен выход блока 19 останова, один вход которого подключен к датчику 20 заднего конца полосы, а другой- к выходу датчика 16 перемещения полосы. В сварочной машине 21 производится сварка заднего и переднего концов рулонов для обеспечения непрерывной работы технологической части агрегата.
Командный блок 14 состоит из R-5 триггеров 22 и 23, выходы которых подключены к управляющим входам ключей 12 и 13 соответственно, а 5-вход триггера 22 подключен к кнопке 24 «пуск, R-вход, триггера 22 - к выходу логического элемента 25 ИЛИ, S-вход и R-вход. триггера 23 к выходам звеньев логических элементов 26, 27 ИЛИ соответственно. Ко входам логического элемента 25 ИЛИ подключена кнопка 28 «Стоп, которая также подключена к одному из входов элемента 27 ИЛИ, и выход триггера 23 и оба входа элемента
26ИЛИ, входы которого в свою очередь подключены к кнопке 29 «пуск и к выходу блока 18 замедления. Ко входам элемента
27ИЛИ подключены выход и S-вход триггера 22 и выход блока 19 останова.
Блок 18 замедления содержит задатчик 30 начала замедления и схему 31 совпадения, один из входов которой подключен к выходу задатчика 30 начала замедления, другой вход схемы 31 совпадения является входом блока 18 замедления, выходом которого является выход схемы 31 совпадения.
Блок 19 останова содержит схему 32 совпадений, задатчик 33 пути перемещения заднего конца полосы на заправочной скорости и счетчик 34, выход которого подключен к одному из входов схемы 32 совпадений, на другой вход которого подключен выход задатчика 33 пути перемещения заднего конца полосы, причем выход схемы 32
совпадений является выходом блока 19, входами которого являются счетный вход и вход установки «О счетчика 34.
Система работает следующим образом. После сварки концов полос в сварочной машине 21 кнопкой 24 командного блока 14 задают рабочую скорость привода 2 разматывателя 1, приводов механизмов 3 и 4 нагона петли.
Аварийный останов разматывателя 1 и механизмов 3 и 4 нагона петли осуществляют при помощи кнопки 28.
Ири необходимости перевод названных механизмов на заправочную скорость производят кнопкой 29.
При включении кнопки 24 включается триггер 22, ключ 12 и командоаппарат 10 рабочей скорости подключается ко входу задатчика 9 скорости. При включении кнопки 29 включается триггер 23, ключ 13 и ко входу задатчика 9 скорости подключается командоаппарат 11 заправочной скорости. При включении кнопки 28 отключаются триггеры 22 и 23, ключи 12 и 13 и с задатчика 9 снимается задание скорости от командоаппаратов 10 и 11 и разматыватель 1, механизмы 3 и 4 нагона петли останавливаются.
В процессе нагона петли на рабочей скорости уменьшается сигнал на выходе блока 15 измерения диаметра рулона. Соответственно выходу последнего увеличивается скорость привода 2 азматывателя 1.
При снижении сигнала на выходе блока 15 до величины Дк, задаваемой задатчиком 30 блока 18 замедления, срабатывает схема 31 совпадений, отключается триггер 22 и включается триггер 23. Скорость разматывателя 1 и механизмов 3 и 4 начинает снижаться до заправочной, определяемой командоаппаратом И.
Уставка DK задатчика 30 подбирается таким образом, чтобы момент достижения скорости механизмов нагона и разматывателя до заправочной совпало бы с моментом достижения задним концом полосы поля зрения датчика 20.
После ухода заднего конца полосы из
поля зрения датчика 20 сигнал запрета счета на входе счетчика 34 блока 19 исчезает и на счетный вход счетчика 34 начинают проходить импульсы датчика 16 перемещения проката. Когда число в счетчике 34
сравняется с числом Is, заданным задатчиком 33, схема 32 совпадений срабатывает и выдает сигнал на отключение триггера 23 и останов механизмов нагона и разматывателя. Число /3 соответствует перемещению на заправочной скорости заднего конца полосы от датчика 20 до линии сварки в сварочной машине 21.
После сварки заднего конца полосы предыдущего рулона с передним концом полосы последующего рулона механизма наго
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического останова участка нагона петли непрерывного агрегата | 1980 |
|
SU891188A1 |
| Устройство автоматического замедления полосы на участке нагона петли непрерывного профилегибочного агрегата | 1983 |
|
SU1233972A2 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1122387A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Система управления агрегатом с петлевым устройством | 1980 |
|
SU935873A1 |
| Система управления агрегатомОТдЕлКи пОлОСОВОгО пРОКАТА | 1979 |
|
SU818688A1 |
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Система управления агрегатом производства трехслойных панелей | 1985 |
|
SU1398940A1 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1091116A2 |
| Система управления агрегатом с многопетлевым накопителем | 1983 |
|
SU1082506A1 |
