1
Система относится к устройствам для управления агрегатами с непрерывным технологическим процессом.
Известна система управления агрегатом отделки полосового проката, содержащая последовательно включенные командоаппараты, сумматоры, задатчики скорости, привод летучей сшивной машины с блоком управления, блоки управления приводами механизмов соответственно нагона и технологической части 1.
Известная система без петлевых устройств не обеспечивает непрерывность процесса отделки проката.
Цель изобретения - обеспечение непрерывного процесса без использования петлевых устройств.
Для осуш ествления этой цели система содержит датчик наличия металла, датчики перемешения переднего и заднего концов металла и датчик сшива, подключенные к командному блоку, соединенному последовательно с блоком управления режимом сшива и блоком управления приводом летучей сшивной машины, блок нагона, соединенный с командным блоком, с блоком управления; режимом сшива и со вторым входом сумматора механизмов нагона, блок останова, соединенный с командным
блоком и со вторым входом сумматора механизмов технологической части.
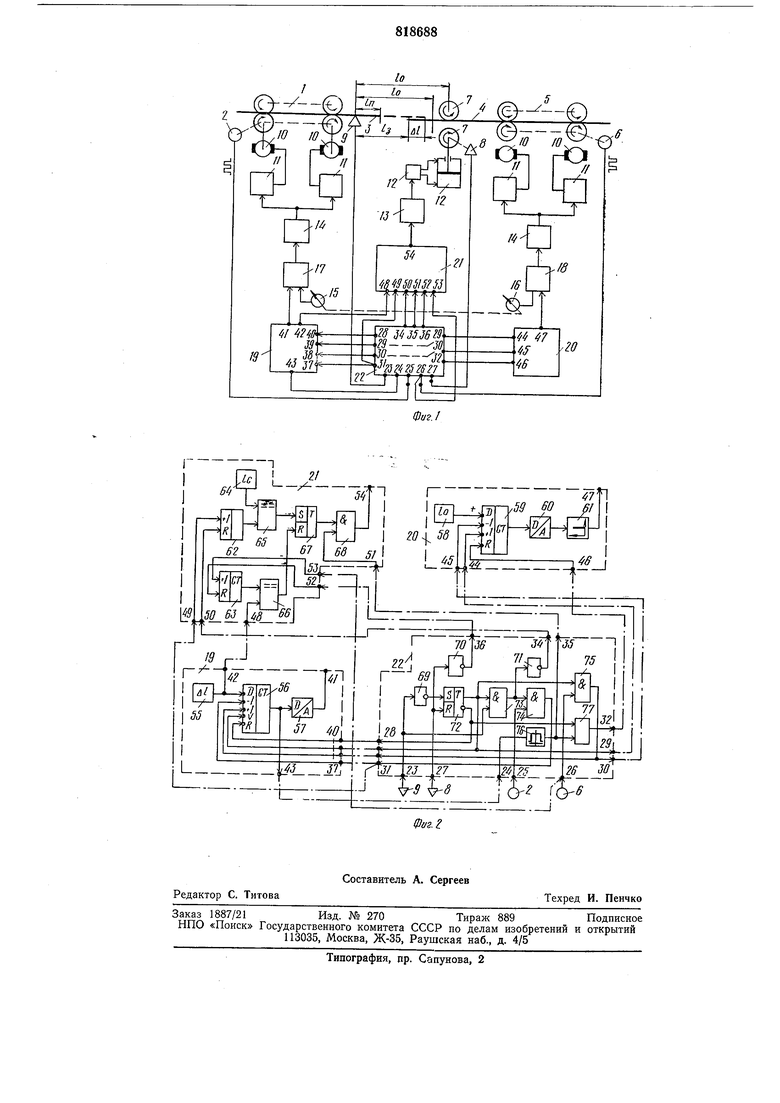
На фиг. 1 приведена функциональная схема предлагаемой системы; на фиг. 2 -
блок-схема блоков управления режимом сшива, нагона, остановка у командного и связи между ними.
Механизм 1 нагона с датчиком 2 перемеш;ения переднего конца металла обеспечивают нагон переднего конца последуюш;ей заготовки 3 для стыковки его с уходяш,им задним концом предыдущей заготовки 4. Механизмы 5 технологической части с датчиком 6 перемещения заднего конца металла обеспечивают переработку заготовок 3 и 4 в соответствии с заданным технологическим процессом. Летучая сшивная машина 7 с датчиком 8 сшива обеспечивает сшив предыдущей и последующей заготовок 3 и 4. Датчик 9 наличия металла фиксируют прохождение заднего и переднего концов заготовок 3 и 4.
Механизмы 1 и 5 имеют приводы 10, подключенные к блокам 11 управления.
Летучая сщивная мащина 7 имеет привод 12 сшива, подключенный к блоку 13 управления. Задатчики 14 скорости обеспечивают изменение с необходимым тампом задающего сигнала скорости на входах блоков
И управления. Величины скорости в установившихся режимах работы определяются механически связанными командоаппаратами 15 и 16, включенными на входы «+ сумматоров 17. и 18. Выходы сумматоров 17 и 18 подключены ко входам соответствующих задатчиков 14 скорости. Сумматором 17 управляет также блок 19 нагона, а сумматором 18 - блок 20 останова. Блоком 13 управления приводом 12 сшива управляет блок 21 управления режимом сшива. Блоки 19-21 управляются командным блоком 22. На входы 23-27 блока 22 поступают сигналы соответственно с датчика 9 металла, с второго выхода блока 19 нагона, с датчика 2 перемеш ения заготовки 3, с датчика 6 перемеш,ения заготовки 4 и с датчика 8 сшива. Выходы 28-31 блока 22 соединены соответственно со входами 37-40 блока 19, выходы 29, 30 и 32 -соответственно со входами 44-46 блока 20, выходы 31, - соответственно со входами 49-52 блока 21, вход 26 - со входом 53 блока 21. Вход 48 блока 21 соединен с выходом 42 блока 19, а выход 43 блока 19 - со входом 24 блока 22. Выход 54 блок;а 21 соединен с блоком 13.
Блок нагона 19 (см. фиг. 2) содержит задатчик 55 длины нахлеста А/ соединенных заготовок, реверсивный счетчик 56, цифроаналоговый преобразователь 57. Блок останова 20 содержит задатчик 58 граничного перемео1ения заднего конца /о, реверсивный счетчик 59, цифроаналоговый преобразователь 60 и повторитель 61. Блок 21 управления режимом сшива содержит счетчики 62, 63, задатчик 64 перемешения переднего конца для сшива /с, элементы 65 и 66 сравнения кодов, триггер 67, элемент И 68. Командный блок 22 содержит инверторы 69-71, триггер 72, элементы И 73-75, нуль-орган 76 и элемент ИЛИ 77.
Система работает следуюш,им образом.
При уходе заднего конца исходной заготовки 4 из зоны датчика 9 наличия металла исчезает сигнал на входе 23 командного блока 22, появляется сигнал на выходе инвертора 69, включается триггер 72, исчезает сигнал на выходе 28 и появляется сигнал на выходе 29 командного блока 22. При этом снимается гашение и запрет на счет, а также вводятся числа Д/ и /о в реверсивные счетчики 56 и 59 соответственно блока 19 нагона и блока 20 останова. Число А/ определяет длину нахлеста концов предыдуш,ей 4 и последуюш,ей 3 заготовок при сшиве, а число /о - граничное перемещение заготовки 4 до стыковки с передним концом заготовки 3.
Реверсивный счетчик 56 блока 19 и счетчик 59 блока 20 начинают отсчет импульсов датчика 6 перемещения заготовки 4. Импульсы с датчика 6 поступают на выход 30 блока 22 через элемент И 75 (на второй вход элемента И 75 поступает разрешающий сигнал с прямого выхода триггера 72). В счетчик 56 импульсы от датчика 6 поступают на шину «+, а в счетчик 59 - на шину «-.
Если в счетчике 59 блок 20 числа импульсов /3 превысит число /о и не произойдет его гашение, то одноквадратный повторитель 61 начнет пропускать сигнал цифроаналогового преобразователя 60, которым
через одноквадратный сумматор 18 и задатчик 14 скорости снижается скорость приводов механизмов 5 технологической части вплоть до их останова. Это соответствует тому, что задний конец заготовки 4
переместился к летучей сшивной машине 7 на расстояние /о, не состыковавшись с заготовкой 3. Если стыковка заготовок 3 и 4 произойдет до перемещения заготовки 4 на расстояние /о, то счетчик 59 будет погашен
сигналом на выходе 32 блока 22 и останова механизмов 5 технологической части не произойдет. Сигнал гашения на выходе элемента ИЛИ 77 блока 22 появится, когда сработает нуль-орган 76, т. е. когда на
выходе счетчика 56 и на выходе 43 блока 19 появится нулевой сигнал. Нулевой сигнал на выходе счетчика 56 блока 19 появится в момент выполнения равенства:
„ /з + Д/,
где /п - перемещение переднего конца заготовки.
Равенство свидетельствует о том, что перемещение заготовок 3 и 4 происходит с нахлестом переднего и заднего концов на величину А/.
Сигналы датчика 2 перемещения заготовки 3, или число In, начинает поступать в счетчик 56 блока 19 после появления заготовки 3 над датчиком 9.
При этом через элемент И 73 передается
разрешающий сигнал на элемент И 74, с
которого сигналы датчика 2 поступают на
выход 31 блока 22 и далее на шину «-
реверсивного счетчика 56 блока 19.
Пока соблюдается неравенство:
Д/ + ,
знаки выходного сигнала цифроаналогового преобразователя 57 блока 19 и задающего сигнала командоаппарата 15 на входе сумматора 17 совпадают и скорость механизмов 1 нагона превышает скорость механизмов 5 технологической части. Происходит нагон заготовки 3.
По достижении равенства сигнал на выходе преобразователя 57 блока 19 становится нулевым, и скорости механизмов 1 и 5 выравниваются. Если /п становится больше А/+/З, то знак сигнала преобразователя 57 изменится на противоположный и механизмы 1 начнут замедляться до достижения равенства. При появлении заготовки 3 над датчиком наличия металла исчезает сигнал на выходе инвертора 71 в блоке 22 и снимается сигнал гашения счетчика 62 в блоке 21 управления режимом сшива (сигнал поступает с выхода 34 блока 22 на вход 50 блока 21). При этом счетчик 62 начинает отсчет импульсов датчика 2 (импульсы поступают с выхода 31 блока 22 на вход 49 блока 21) и измеряется перемещение переднего конца заготовки. По достижении равенства элемент 65 сравнения кодов счетчика 62 и задатчика 64 включает триггер 67. Последний через элемент И 68 и выход 54 блока 21 включает блок 13 управления и привод 12 летучей сшивной машины 7. Начинается сшив конпов заготовок 3 и 4. Сигнал на включение сшивной машины 7 проходит в том случае, если на втором входе элемента И 68 имеется сигиал нуль-органа 76 блока 22, поступающего с выхода 35 этого блока на вход 51 блока 21. Это соответствует тому, что достигнут заданный нахлест Л/ концов заготовок 3 и 4. Сшивная машина 7 включена при перемещении заготовок 3 и 4 на длину нахлеста А/. Последняя начинает отсчитываться счетчиком 63 блока 21 по импульсам датчика 6 с выхода 26 блока 22 после снятия сигнала гашения с выхода 36 этого блока. Гашение счетчика 63 снимается при включении летучей сшивной машины 7 для сшива по сигналу датчика 8 сшива. При этом на выходе инвертора 70 и выходе 36 блока 22 сигнал исчезает. При отсчете счетчиком 63 длины Л/ срабатывает элемент 66 сравнения кодов счетчика 63 и задатчика 55 длины в блоке 19 (код задатчика 55 поступает на вход 48 блока 21 с выхода 42 блока 19). При этом отключаются триггер 67 и привод 12 летучей сшивной машины 7. По сигналу датчика 8 сшива отключается триггер 72 в блоке 22. При этом происходит гашение счетчиков 56 в блоке 19 и 59 в блоке 20 (по сигналу с инверсного выхода триггера 72), а также счетчика 62 в блоке 21 (по сигналу с выхода инвертора 71 в блоке 22). После отключения сшивной машины 7 по сигналу с выхода инвертора 70 происходит гашение счетчика 63 в блоке 21. На этом цикл сшива заготовок 3 и 4 заканчивается, система приходит в исходное состояние. По окончании обработки исходной заготовки 3 и ухода ее заднего конца из зоны датчика 9 наличия металла цикл работы системы повторяется. Таким образом, благодаря включению в состав системы датчика наличия металла, датчиков перемещения переднего и заднего концов металла и датчика сшива, а также командного блока, блока нагона, блока управления режимом сшива, блока останова и связи между ними и элементами известной системы, обеспечивается непрерывность технологического процесса без использования петлевых устройств. Формула изобретения 1. Система управления агрегатом отделки полосового проката, содержащая последовательно включенные командоаппараты, сумматоры, задатчики скорости, блоки управления приводами механизмов нагона и технологической части, привод летучей сшивной машины с блоком управления, причем выходы задатчиков скорости соединены с входами блоков управлеиия соответствующими механизмами, а входы - с выходами названных сумматоров, отличающаяся тем, что, с целью обеспечения непрерывного процесса без использования петлевых устройств, в систему введены датчик наличия металла, датчики перемещения переднего и заднего концов металла и датчик сшива, подключенные к командному блоку, соединенному последовательно с блоком управления режимом сшива и приводом летучей сшивной машииы, блок нагона, соединенный с командным блоком, с блоком управления режимом сшива и со вторым входом сумматора механизмом нагона, блок останова, соединенный с командным блоком и со вторым входом сумматора механизмов технологической части. 2. Система по п. 1, отличающаяся тем, что командный блок содержит первый логический элемент И, один из входов которого соединен с единичным выходом триггера, на вход установки «1 которого подается выход первого инвертора, выход триггера соединен с одним из входов второго логического элемента И, выход которого соединен с первым входом третьего логического элемента И, инверсный выход триггера соединен с одним из входов логического элемента ИЛИ, другой вход которого соединен с выходом нуль-органа, вход первого инвертора соединен с вторым входом второго логического элемента И, входы первого инвертора установки «О триггера, нуль-органа, вторые входы первого и третьего логических элементов И образуют входы командного блока, выходами которого являются выходы триггера первого и третьего логических элементов И, элемента ИЛИ, нуль-органа и соединенные через инверторы выход второго логического элемента И и вход установки «О триггера. 3. Система по п. 1, отличающаяся ем, что блок нагона содержит реверсивый счетчик, информационный вход котоого соединен с выходом задатчика длины ахлеста, а выход - со входом цифроанаогового преобразователя, выходы задатчиа длины нахлеста, цифроаналогового пребразователя и реверсивного счетчика обазуют выходы блока, а входами блока являются вход установки «О, управляющий, счетный и вычитающий входы реверсивного счетчика.
4. Система по п. 1, отличающаяся тем, что блок управления режимом сщива содержит нервый элемент сравнения, один из входов которого соединен с выходом задатчика перемещения переднего конца полосы, другой - с выходом первого счетчика, а выход - с входом установки «1 триггера, вход установки «О которого соединен с выходом второго элемента сравнения, один из входов которого соединен с выходом второго счетчика, выход триггера соединен с одним из входов логического элемента И, второй вход которого, счетные входы первого и второго счетчика образуют
входы блока, а выходом блока является выход логического элемента И.
5. Система по п. 1, отличающаяся тем, что блок останова содержит реверсивный счетчик, информационный вход которого соединен с выходом задатчика граничного перемещения заднего конца полосы, входы установки «О управляющий и вычитающий реверсивного счетчика являются входами блока, выход которого через повторитель и цифроаналоговый преобразователь соединен с выходом реверсивного счетчика.
Источники информации,
принятые во внимание при экспертизе
1. Заявки № 2469327/22-02, кл. В 21 В 37/00, 1977 (прототип).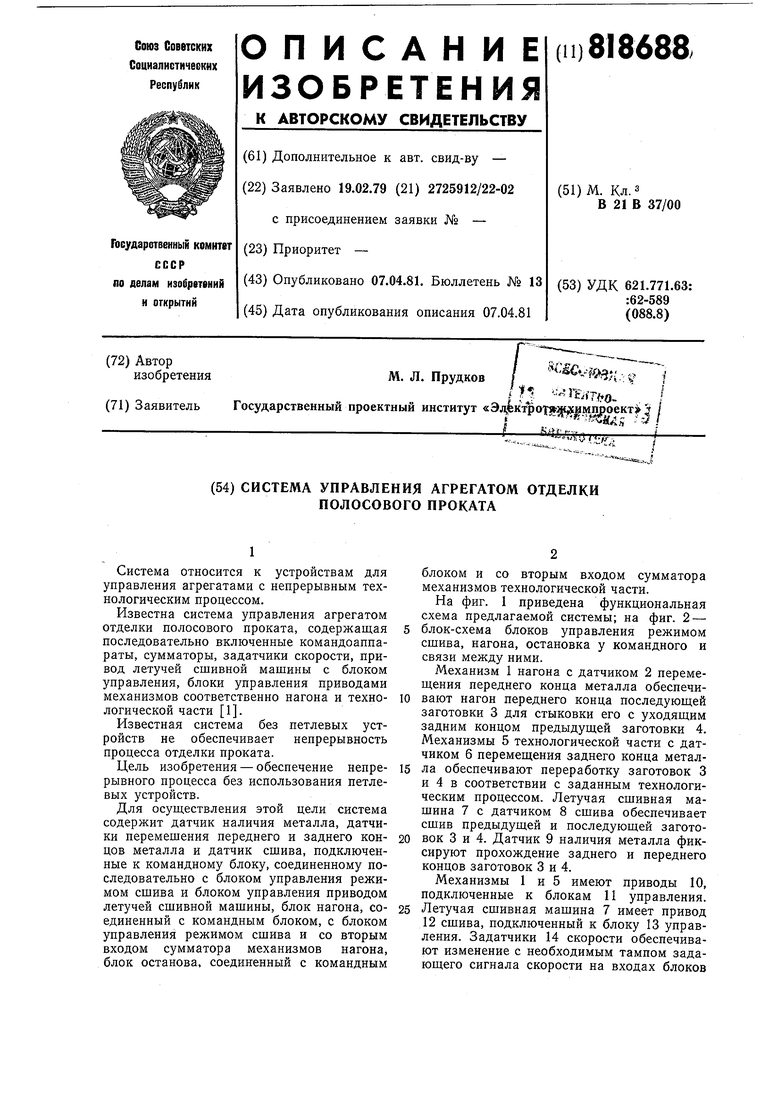
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Система управления агрегатом производства трехслойных панелей | 1985 |
|
SU1398940A1 |
| Система автоматического останова участкаНАгОНА пЕТли НЕпРЕРыВНОгО АгРЕгАТА | 1979 |
|
SU818690A1 |
| Система автоматического останова участка нагона петли непрерывного агрегата | 1980 |
|
SU891188A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система управления загрузкой и выгрузкой проходной нагревательной печи с толкателем | 1987 |
|
SU1506247A1 |
| Устройство для управления загрузкой печи для нагрева заготовок | 1979 |
|
SU872925A1 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1122387A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |