Изобретение относится к отделке полосового проката в металлургии.
Наиболее близкой к предлагаемому по технической сущности и достигаемому результату является система автоматического останова участка нагона петли непрерывного агрегата, содержащая блоки замедления и останове , подключенные по выходу к командному блоку, соединенному с задатчиком скорости, выход которого связан с блоками управления,приводом разматывателя и механизмов нагона петли, блок измерения диаметра рулона, подключенный ко второму входу блока управления приводом разматывателя и ко входу блока замедления 1.
Недостатком известной системы является сложность настройки начала замедления участка нагона петли по окончании размотки рулона, поскольку начало замедления зависит от текущей рабочей скорости полосы и длины оставшейся в рулоне полосы, в свою очередь зависящей от текущего диаметра рулона и толщины полосы. У известной системы начало замедления подбирается оператором.
Цель изобретения - упрощение настройки начала замедления по окончании размотки рулона.
Эта цель достигается тем, что система автоматического останова участка нагона петли непрерывного агрегата, содержащая блоки замедления, останова, управления приводами разматывателя и механизма нагояа петли
10 и измерения диаметра рулона, командный блок и задатчик скорости, причем выход последнего соединен со входами блоков управления приводами разматывателя и механизмов нагона
15 петли, а вход - с выходом командного блока, ВХО.ЦЫ которого соединены с выходами блоков останова и замедления, выход блока измерения диаметра рулона соединен со входами бло20ков управления приводом разматывателя и замедления, дополнительно содержит задатчик толщины и датчик скорости полосы, выходы которых соединены со входами блока замедления.
25
Кроме того блок замедления содержит квадраторы диаметра рулона и скорости, два сумматора, релейный элемент, делитель, интегратор, нуль-орган, задатчики диаметра барабана и 30 настроечной длины полосы, причем
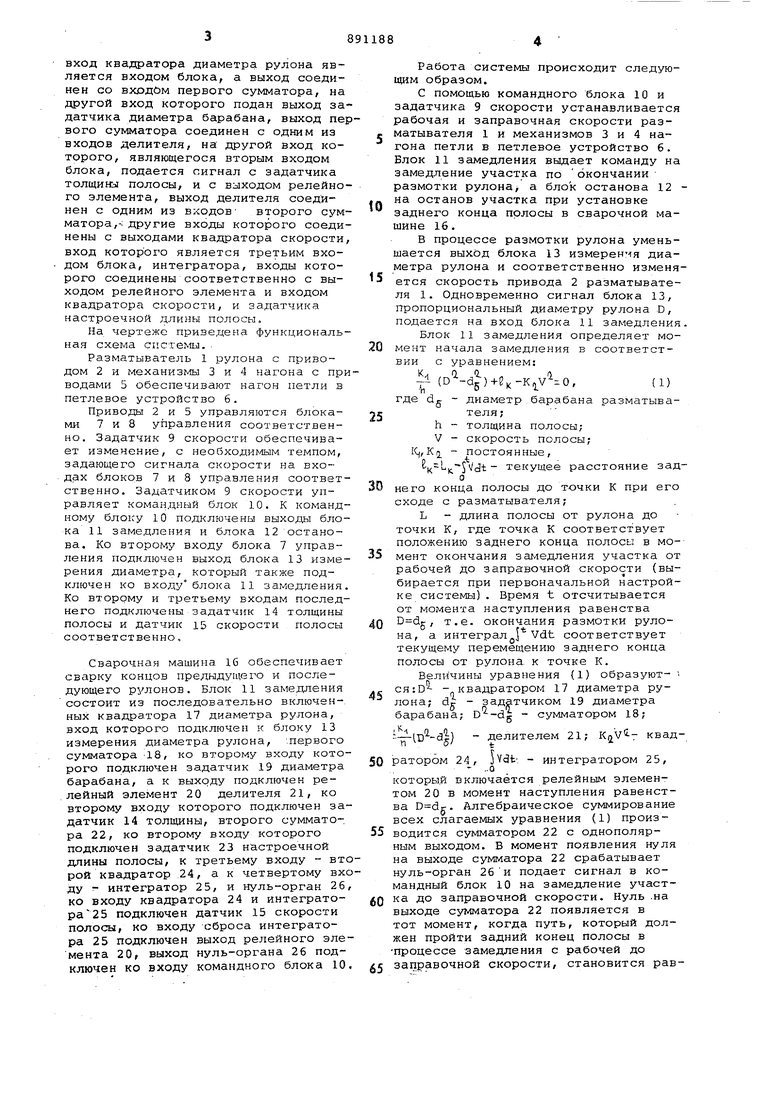
вход квадратора диаметра рулона является входом блока, а выход соединен со входом первого сумматора, на другой вход которого подан выход задатчика диаметра барабана, выход первого сумматора соединен с одним из входов делителя, на другой вход которого, являющегося вторым входом блока, подается сигнал с задатчика толщина полосы, и с выходом релейного элемента, выход делителя соединен с одним из входов- второго сумматора,-: другие входы которого соединены с выходами квадратора скорости, вход которого является третьим входом блока, интегратора, входы которого соединены соответственно с выходом релейного элемента и входом квадратора скорости, и задатчика настроечной длины полосы.
На чертеже приведена функциональная схема системы.
Разматыватель 1 рулона с приводом 2 и механизмы 3 и 4 нагона с приводами 5 обеспечивают нагон петли в петлевое устройство 6.
Приводы 2 и 5 управляются блоками 7 и 8 управления соответственно. Задатчик 9 скорости обеспечивает изменение, с нeoбxoди ым темпом, задающего сигнала скорости на входах блоков 7 и 8 управления соответственно. Задатчиком 9 скорости управляет командный блок 10. К командному блоку 10 подключены выходы блока 11 замедления и блока 12 останова. Ко второму входу блока 7 управления подключен выход блока 13 измерения диаметра, который также подключен ко входу блока 11 замедления. Ко второму и третьему входам последнего подключены задатчик 14 толщины полосы и датчик 15 скорости полосы соответственно.
Сварочная машина 1G обеспечивает сварку концов предыдущего и последующего рулонов. Блок 11 замедления состоит из последовательно включен-, ных квадратора 17 диаметра рулона, вход которого подключен к блоку 13 измерения диаметра рулона, .первого сумматора аЗ, ко второму входу которого подключен задатчик 19 диаметра барабана, а к выходу подключен релейный элемент 20 делителя 21, ко второму входу которого подключен задатчик 14 толщины, второго сумматора 22, ко второму входу которого подключен задатчик 23 настроечной длины полосы, к третьему входу - второй квадратор 24, а к четвертому входу - интегратор 25, и нуль-орган 26 ко входу квадратора 24 и интегратора 25 подключен датчик 15 скорости полосы, ко входу сброса интегратора 25 подключен выход релейного элемента 20, выход нуль-органа 26 подключен ко входу командного блока 10
Работа системы происходит следующим образом.
С помощью командного блока 10 и задатчика 9 скорости устанавливается рабочая и заправочная скорости разматывателя 1 и механизмов 3 и 4 нагона петли в петлевое устройство 6. Блок 11 замедления выдает команду на замедление участка по окончании размотки рулона, а блок останова 12 на останов участка при установке заднего конца полосы в сварочной машине 16.
В процессе размотки рулона уменьшается выход блока 13 измерения диаметра рулона и соответственно изменяется скорость привода 2 разматывателя 1. Одновременно сигнал блока 13, Пропорциональный диаметру рулона .D, подается на вход блока 11 замедления. Блок 11 замедления определяет момент начала за1.1едления в соответствии с уравнением:
- (),,(1)
где dg - диаметр барабана разматывателя;
h - толщина ПОЛОСЫ; V - скорость полосы; 1C), Kj - постоянные, - текущее расстояние задQ
него конца полосы до точки К при его сходе с разматывателя;
L - длина полосы от рулона до точки К, где точка К соответствует положению заднего конца полосы в момент окончания замедления участка от рабочей до заправочной скорости (выбирается при первоначальной настройке системы). Время t отсчитывается от момента наступления равенства
, т.е. окончания размотки рулона, а интеграл Vdt соответствует текущему перемещению заднего конца полосы от рулона, к точке К.
Величины уравнения (1) образуют-
ся:0 - квадратором 17 диаметра рулона; d;: - задатчиком 19 диаметра ч . jQ. тобарабана; - сумматором 18; ) - делителем 21; К,
Li-n2.1i п, 21; квадратором 24, jVdt-. - интегратором 25,
который включается релейным элементом 20 в момент наступления равенства . Алгебраическое суммирование всех слагаемых уравнения (1) производится сумматором 22 с однополярным выходом. В момент появления нуля на выходе сумматора 22 срабатывает нуль-орган 26и подает сигнал в командный блок 10 на замедление участка до заправочной скорости. Нуль .на выходе сумматора 22 появляется в тот момент, когда путь, который должен пройти задний конец полосы в процессе замедления с рабочей до
заправочной скорости, становится равным текущему расстоянию заднего кон ца полосы до точки К. Если рабочая скорость механизмов велика и соответственно велик путь замедления, нуль на выходе сумматора 22 может появиться и начало замедления участка может начаться до наступления равенства до нача ла работы интегратора 25. После перемещения заднего конца полосы на заправочной скорости от точки К до сварочной машины 16 блок 12 останова выдает команду в блок 1 на останов разматывателя 1 и механизмов 3 и 4. По окончании сварки концов полос в сварочной машине 16 разматыватель 1 и махани змы 3 и 4 разгоняются до рабочей скорости и цикл повторяется. Таким образом, благодаря подклю нию ко входам блока замедления задатчика толщины полосы и датчика с рости полосы, а также включению в состав блока замедления двух квадра торов, двух сумматоров, делителя, нуль-органа, интегратора, релейного элемента и соединениям между ними достигаеАзя упрощение настройки нач ла замедления по окончании размот ки рулона. Формула изобретения 1. Система автоматического оста нова участка нагона петли непрерывного агрегата, содержащая блоки замедления, останова, управления приводами разматывателя и механизма нагона петли и измерения диаметра рулона, командный блок и задатчик скорости, причем выход последнего срединен со входами блоков управления приводами разматывателя и механизмов нагона петли, а вход - с выходом командного блока, входы которого соединены с выходами блоков ос танова и замедления, выход блока измерения диаметра рулона соединен со входами блоков управления приводом разматывателя и замедления, о т личающаяся тем, что, с целью упрощения настройки начала замедления при размотке рулона, она дополнительно содержит задатчик толщины и датчик скорости полосы, выходы которых соединены со входами блока замедления. 2. Система по п. 1, отличающаяся тем, что блок замедления содержит квадраторы диаметра рулона и скорости, два сумматора, релейный элемент, делитель, интегратор, .нульорган, задатчики диаметра барабана и настроечной длины полосы, причем вход квадратора диаметра рулона является входом блока, а выход соединен со входом первого сумматора, на другой вход которого подан выход задатчика диаметра барабана, выход первого сумматора соединен с одним из входов делителя, на другой вход которого, являющегося вторым входом блока, подается сигнал с задатчика толщины полосы, и с входом релейного элемента, выход делителя соединен с одним из входов второго сумматора, другие входы которого соединены с выходами квадратора, скорости,вход которого является третьим входом блока, интегратора, входы которого соединены соответственно с выходом релейного элемента и входом квадратора скорости, и задатчика настроечной длины полосы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2771453/22-02, кл. В 21 В 37/00, 31.05.79.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического останова участкаНАгОНА пЕТли НЕпРЕРыВНОгО АгРЕгАТА | 1979 |
|
SU818690A1 |
| Устройство автоматического замедления полосы на участке нагона петли непрерывного профилегибочного агрегата | 1983 |
|
SU1233972A2 |
| Устройство для определения момента начала торможения агрегата обработки рулонного проката | 1980 |
|
SU933144A1 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1122387A1 |
| Система управления агрегатом с петлевым устройством | 1980 |
|
SU935873A1 |
| Устройство для регулирования натяжения | 1984 |
|
SU1301756A1 |
| Система управления агрегатом с петлевым устройством | 1982 |
|
SU1091116A2 |
| Устройство для точного останова электропривода | 1984 |
|
SU1182618A1 |
| Устройство для точного останова электропривода | 1985 |
|
SU1272447A1 |
| Устройство для точного останова электропривода | 1988 |
|
SU1614086A2 |

