при паден1 и в «водяной конвейер будут натыкаться на выталкиватели модельных звеньев нижнего яруса, разрушаясь при этом.
Целью изобретения является повышение производительности изготовления модельных звеньев и предотвраш,ен1ие их поломок |При удалении из верхнего яруса многоярусной пресс-формы.
Поставленная цель достигается тем, что модельные звенья из верхнего яруса удаляют раньше, чем из 1ниж1н.его яруса прессформы, причем время свободного падения модельных звеньев верхнего яруса определяют по формуле
т.. . S.,-S,
Si
t - время раскрытия лресс-формы;
где 1 - суммарное время хода толкателей:
52
холостой ход верхних толкателей;
5,
ход толкателей автомата, равный ходу раскрытия преос-формы; Ss ход нижних толкателей. iB результате такой последовательности удаления легкоплавких модельных звеньев из многоярусной Пресс-формы модельные звенья верхнего яруса при ладении в «водяной конвейер не натыкаются на выталкиватели модельных звеньев .нижнего яруса, а, достигнув поверхности «-водяного конвейера и будучи подхвачены (потоком постоянно циркулирующей водопроводной воды, удаляются из зоны Падения раньше, чем туда поступят модельные звенья нижнего яруса, что значительно повышает их качество и предотвращает от поломок.
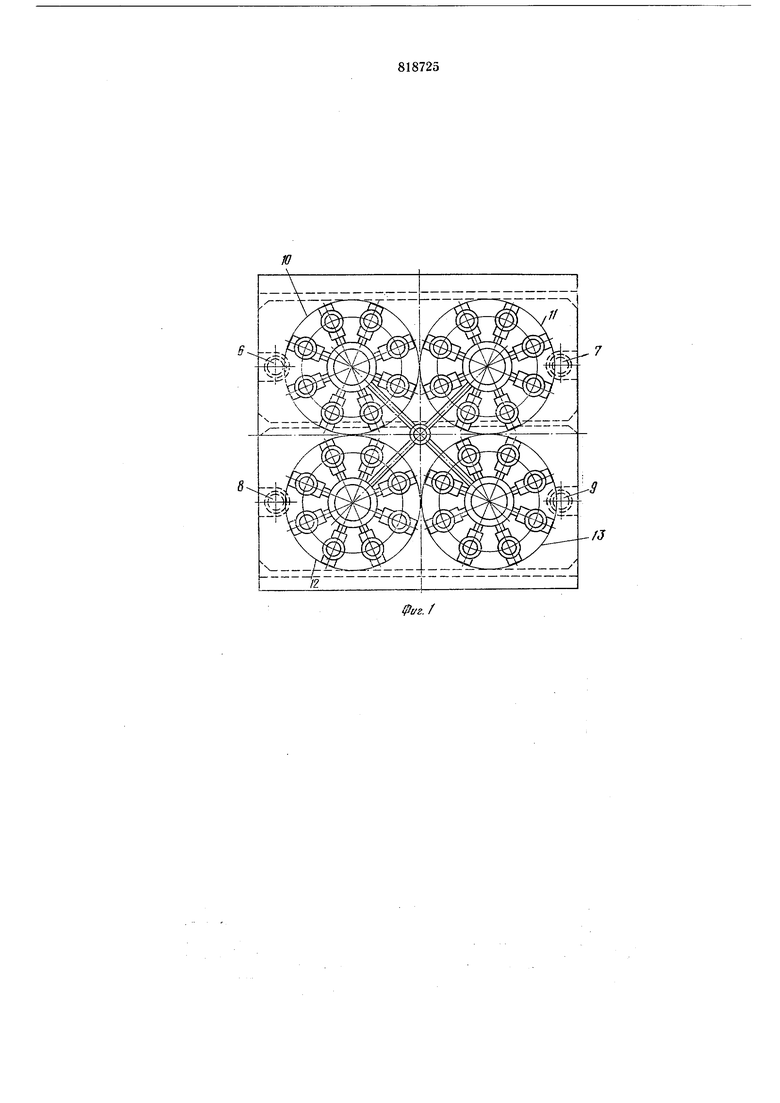
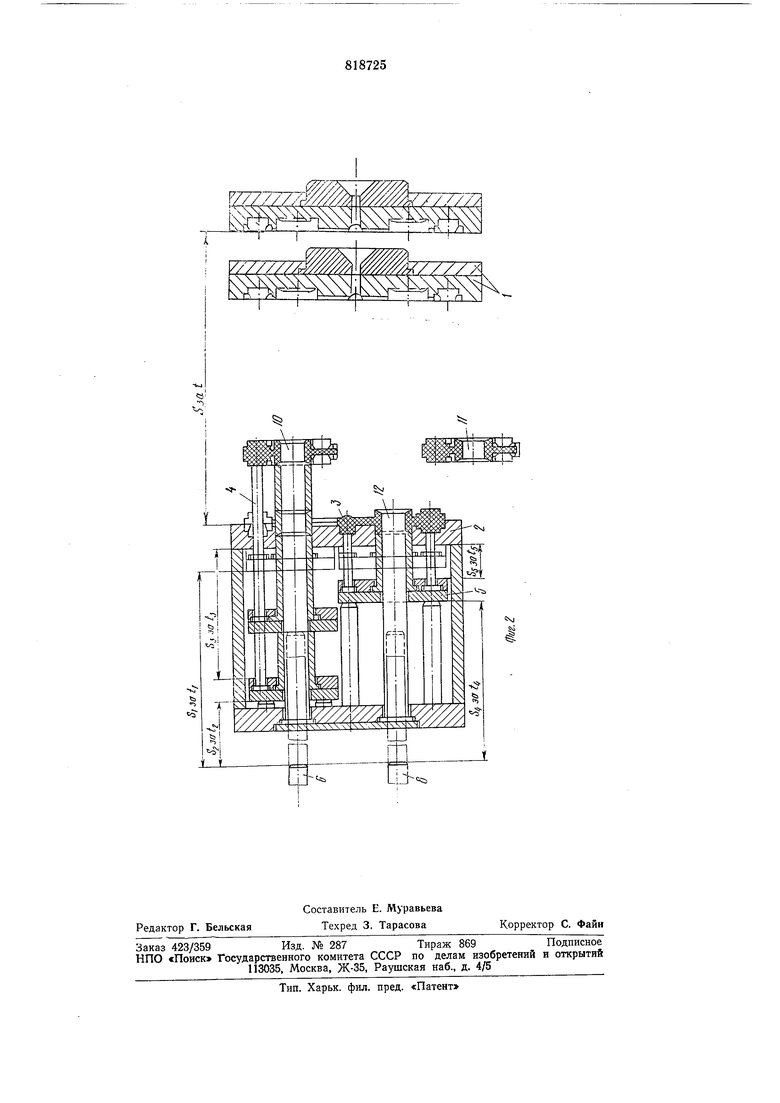
На фиг. 1 показан разрез двухъярусной четырехзвенной пресс-формы, Б которой производится формообразование четырех легкоплавких -модельных звеньев за одно щприцевание; на фиг. 2 - последовательность удаления легкоплавких модельных звеньев яз верхнего яруса пресс-формы с опережением по времени.
Лресс-форма содержит подвижную 1 и неподвижную 2 п-олуформы, в которые запрессован модельный состав 3, и толкательную систему 4 и 5.
Ход ра-скрытия пресс-формы 5 время раскрытия пресс-формы t и ход толкателей 5 всегда постоянные величины, причем ход толкателей автомата равен ходу раскрытия пресс-формы (5 S 170 мм), а суммарное время хода толкателей ti равно времени раскрытия пресс-формы t, т. е. i /.
Пастообразный модельный состав 5 подают в подвижяую 1 и неподвижную 2 полуформы -и, предварительно охладив, легкоплавкие модельные звенья выталкивают известным способом, воздействуя при этом четырьмя толкателя-ми 6, 7, автомата
(не показан) на толкательную систему 4 и 5 inpecc-формы.
Так как раскрытие пресс-формы и действие толкателей 6, 7, 8 я 9 осуществляется одним рабочим органом автомата, сум.марное время t хода толкателей 6, 7, S тл 9 равно -времени t раскрытия inpecc-формы. При начальном (предварительном) раскрытии пресс-формы толкатели 6, 7, 8 и 9 автомата расходуют время t вхолостую, после чего тол-катели 6 и 7 вступают в работу с толкательной сиСтемой 4, т. е. при этом для толкателей 6 и 7 холостое время tz истекает и начинается .время и начинается выталкива1пие (удаление) из рабочих гнезд модельных эвеньев W и 11 верхнего яруса, а для толкателей 8 и 9. холостое время 4, за которое они проходят расстояние 54, протекает до тех пор, пока модельные звенья верхнего яруса 10 п 11, вытолкнутые из рабочих гнезд неподвижной полуформы 2, не оторвутся от торцов выталкивателя толкательной системы 4 и при своем падении в «водяной конвейер (не показан) -не пройдут зону расположения модельных звеньев нижнего яруса i2 и 13.
)После того как для толкателей S п 9 автомата холостое время t истекло, начинается время ts, т. е. время хода толкательной системы 5, в течение которого выталкиватели толкательной системы 5 удаляют модельные звенья нижнего яруса 13 и 13 из рабочих гпезд неподвижной полуформы 2.
Время хода толкательных систем 4 н 5 истекает одновременно со временем раскрытия .пресс-формы.
Способ удаления легкоплавких модельных звеньев опробован на размещенной на автомате (модель 653) многозвенной двухъярусной пресс-|форме.
Четырехзвенная двухъярусная прессформа имеет габаритные размеры .240 X 280 и закрытую высоту 240 мм. Время раскрытия пресс-формы t 5,1 с, где t - фактическое Время действия пневмоцилиндра автомата (-модель 653), следовательно, ;, 5,1 с.
В пресс-фо-рме (см. фит. 2) ход верхней толкательной системы 4 5з 55 мм, ход нижней толкательной системы 5 5$ 25 мм, следовательно, путь холостого хода 52 для верхних толкателей 5 и 7 находим из выражения S2 5i-5з 170-55 115 мм, а путь холостого хода 54 для нижних толкателей 8 жепия 52 5i-5з 17-0-55 ill5 жл1, а путь 1.70-25 145 мм.
Рассмотрим пропорцию
S,-f, 145-5,1
54: t, отсюда t
4,3 с. 170
следовательно, разница во времени между началом выталкивания из пресс-формы модельных звеньев 10 « /./ верхнего яруса и модельных звеньев 12 и 13 нижнего яруса равна 1-ti-5,1 с-4,3 с 0,8 с.
Зная межцентровое расстояние между модельными звеньями в пресс-форме верхнего ,и лижнего ярусов (100 мм - Конструктивный размер), а также расстояние от центра (от осевой) верхнего яруса модельных звеньев до поверхности воды «водяного конвейера (260 мм - суммарный конструктивный размер) и подставив эти значения в формулу закона свободного падения тела, будем иметь
Т - 1/ -1/2-0.25 , / 0-5 о 22 с / q -у У 9Ж
отсюда время свободного падения модельных звеньев 10 и 11 верхнего яруса определяется ло формуле 2 + S, , где t - время раскрытия пресс-формы; Л - суммарное время толкателей; 2 - холостой ход верхних толкателей;Ss - ход нижних толкателей; Si - ход толкателей, автомата, равный ходу раскрытия пресс-формы. Величины неравенства правой части формулы T t-ti определяют сле- iдующим образом. Так как раскрытие лресс-формы и действие толкателей автомата происходит от действия лневмоцилилдра, то t t const 5,J с, т. е. времени действия лневмоцилиндра автомата, которое можно определить по формуле 4 ,.,,. , где D - диаметр цилиндра, см (для автомата мод. 653 17); d - диаметр трубопровода, см (для автомата мод. 653 0,8); L - ход порщщя, см (для автомата мод. 653 17); и - скорость заполнения цилиндра (1500 см/с), отсюда 7 см-17 см 4913 0,8см-1500 с.н/с 960 Минимальное значение времени Г свободного .падения модельных звеньев из верхнего яруса определяется по формуле
q.f
h
h
путь свободного падения тела; ускорение свободного падения
q тела (9,81 ж/с);
время свободного падения тела.
/ QI,
В данном случае Т 1/ ,
где А - высота падения модельных звеньев ИЗ -верхнего яруса пресс-формы в «водяной конвейер (250 мм), -минимальная для авто/мата (Мод. 653, в .котором толщина стола автомата 30 мм, расстояние от стола до центра запрессовочного отверстия пресс-формы .150 мм, расстояние от центра затрессоБОЧ1Ного отверстия до оси верхнего яруса модельных звеньев 60 мм. минимальный зазор между столом автомата и «водяным конвейером 10 мм, итого 250 мм, т. е. 0,25 м.
Подставляем цифровое значение в формулу:5,11 с.
Формула изобретеиия
Способ удаления легкоплавких модельных звеньев, преимущественно из размещенной на автомате многозвенной многоярусной пресс-формы, путем предварительного раскрытия половин пресс-формы и 2/1 -,/2-0,25.w 1/ - П99 V 9, 0,22 с - минимально допустимое знаение падения модельных звеньев из верхнего яруса пресс-формы. (Подставив найденные значения в формулу. , где Т 0,22 с: t -5,1 с; Л 5Д с; 52 И 5 мм; Ss 25 мм; 5i 170 мм, 11 о -f 25 получим 0,,1 0,22 с 0,90 с. Время потребное для подготовки прессфо.рмы к последующему шприцеванию, равно времени раскрытия- пресс-формы, а его слагаемые обратны в своей последовательности. Изобретение обеспечивает следующие преимущества: повышает производительность пресс-формы в 3-4 раза (т. е. в число раз, равное числу увеличения модельных звеньев), снижает потеря от поломок модельных звеньев, сокращает потребное количество пресс-форм по каждому наименоваиию во столько раз, во сколько увеличили число модельных звеньев. Экономическая эффективность по каждому наименованию изделий достигает 25000 руб. в год |на каждые ТСЮ тонн годного л|итья.
воздействия на модельные звенья толкатель«ой Системой, отличающийся тем, что, с целью повышения -производительности изготовления модельных звеньев и предотвращения их поломок при удалении из верхнего яруса многоярусной пресс-формы, модельные звенья из верхнего яруса удаляют раньше, чем из нижнего яруса прессформы, причем время свободного падения модельных звеньев из верхнего яруса определяют по формуле
,. ,
где t - время раскрытия inpecc-формы; 1 - суммарное время хода толкателей;
52 - холостой ход верхних толкателей;
5i - ход толкателей автомата, равный ходу раскрытия пресс-формы;
Ss - ход нижних толкателей.
Источники информации, принятые во внимание при эмопертизе:
1. РТМ 37.007-167. М., 1967, приложение к ОН37, ,Н37.0156-67.
2. |Проопект автомата модели 653 кон€трукци1И НИИТавтопром, выставка на |ВДНХ, Автопром, 1974.
-i-ri . /i

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1217909A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для литья по выплавляемым моделям | 1988 |
|
SU1662737A1 |
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Пресс-форма | 1977 |
|
SU737118A1 |
| ТОРГОВЫЙ АВТОМАТ И УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ТОВАРОВ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2015 |
|
RU2583773C1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038974C1 |
| Устройство для транспортировки изделий при обжиге в туннельной печи | 1981 |
|
SU983424A1 |