1.
Изобретение относится к литейному 1/роизводству и может быть использовано на автоматах для изготовления модельных звеньев в производстве литья по вьтлавляемь1М моделям, а так же в производстве пластмассовых изделий и деталей из керамики.
Целью изобретения является расширение технологических возможностей и повышение надежности работы,
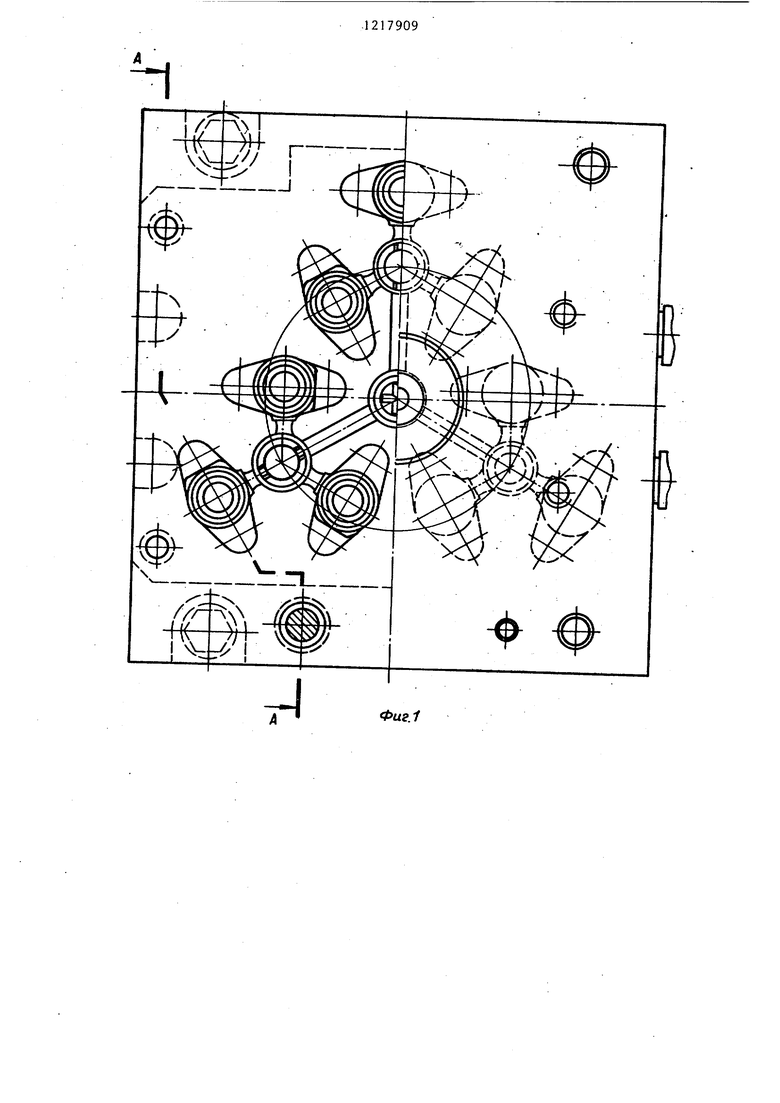
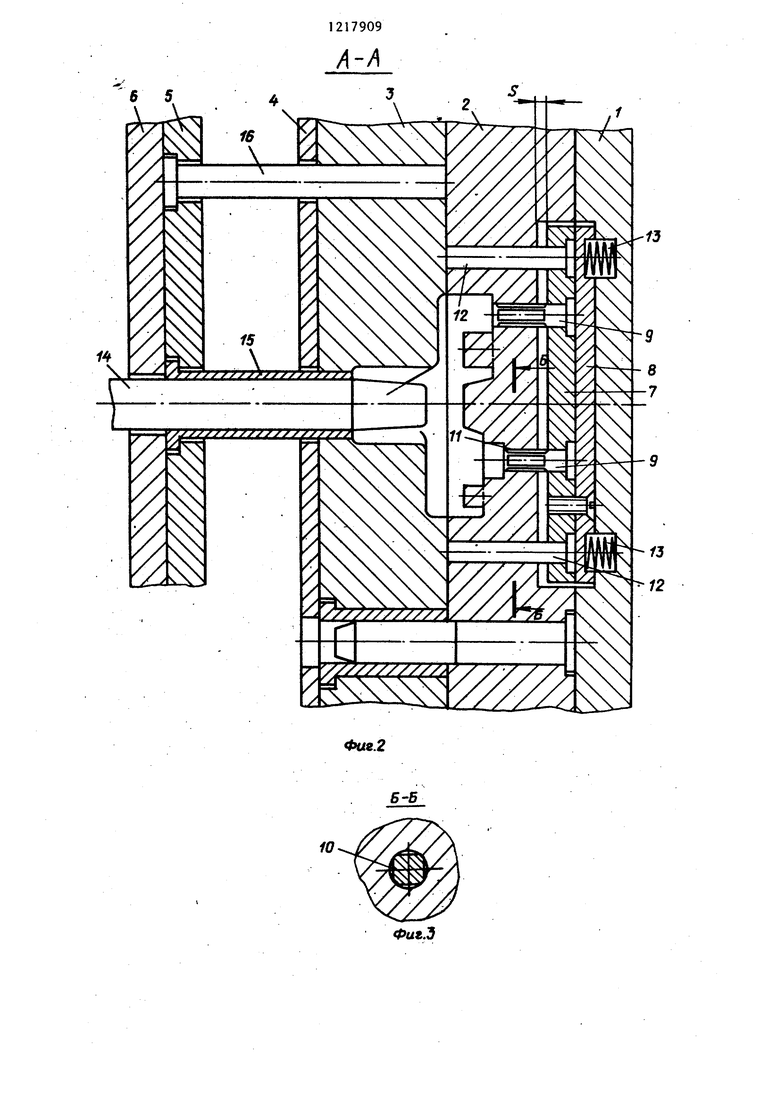
На фиг.1 изображена многогнезд- ная (трехзвенная) пресс-форма, план; на фиг.2 - разрез А-А на фиг.1 на фиг.3 - сечение Б-Б на фиг.2; на фиг.4 - положение пресс-формы при начальном ее разъеме.
Пресс-форма состоит из опорной
плиты 1, подвижной полуформы 2, неподвижной поруформы 3, прижимной плиты 4, плиты 5 выталкивателей, плиты 6 прижима выталкивателей, основания и стоек не показаны).
Подвижная полуформа содержит плиту 7 толкателей, плиту 8 прижима толкателей, равновысотные толкатели 9 с вентиляционными лысками 10 и цилиндрическим участком 11 торца толкателя, контртолкатели 12, пружины сжатия 13.
В неподвижной полуформе размещены стержней , трубчатый выталкива.- тель 15, контртолкатели 16.
Подпружиненная плита 7 толкателей подвижной полуформы установлена с заданным ходом S.
Пресс-форма работает следующим образом.
После заполнения пресс-формы модельным составом.начинается разъем пресс-формы, при этом разновысот- ные толкатели 9 под действием пружин 13 обеспечивают удержание отформованных моделей в неподвижной полуформе 3 и извлечение ее из формообразующей полости подвижной полуформы 2 на величину 5 . В начале модели с выступающих поверхностей подвижной полуформы 2 предотвраща
ется создание вакуума в глубоких полостях за счет соединения этих полостей с атмосферой через вентиляционные лыски 10, выполненные на боковых поверхностях толкателей 9.
Извлечение моделей из неподвижной полуформы 3 производится в концй раскрытия полуформ за счет трубчатых выталкивателей 15. Освобожденные звенья моделей падают в водяной конвейер.
При смыкании полуформ контртолкатели 12 и 16 упираются в плоскость разъема пресс-формы, отводят толка- 1рщие плиты 5 и 6, 7 и 8 неподвижной и подвижной полуформ 2 и 3 с толкателями 9 и 15 в исходное положение при этом цилиндрический 1I участок торца толкателя перекрывает отверстие в полости формы от проникновения модельной массы на вентиляционные лыски 10.,
Пресс-форма готова к последующей запрессовке.
Пресс-форма позволяет получить ряд положительных эффектов, а именно : обеспечивается расширение номен- клатуры крупновысотных изделий на высокопроизводительных автоматичес- , ких линиях при закрытой высоте пресс- формы, равной 240 мм, при этом обеспечивается удаление (отжимание) модели при раскрытии из подвижной полуформы, что является об,язатель- ным условием работы пресс-форм, устанавливаемых на карусельные автоматы модели 653; обеспечивается вентиляция рабочих полостей пресс-формы для исключения вакуума; улучшают-. ся условия техники безопасности, так как оператору нет необходимости руками снимать случайно оставшуюся в подвижной полуформе модель; повьшает- ся надежность в работе и может быть использована в автоматах для изготовления модельных звеньев.
ЛЪ:
///
н-
1
Фиг.1
и-и
б 5
Фие.2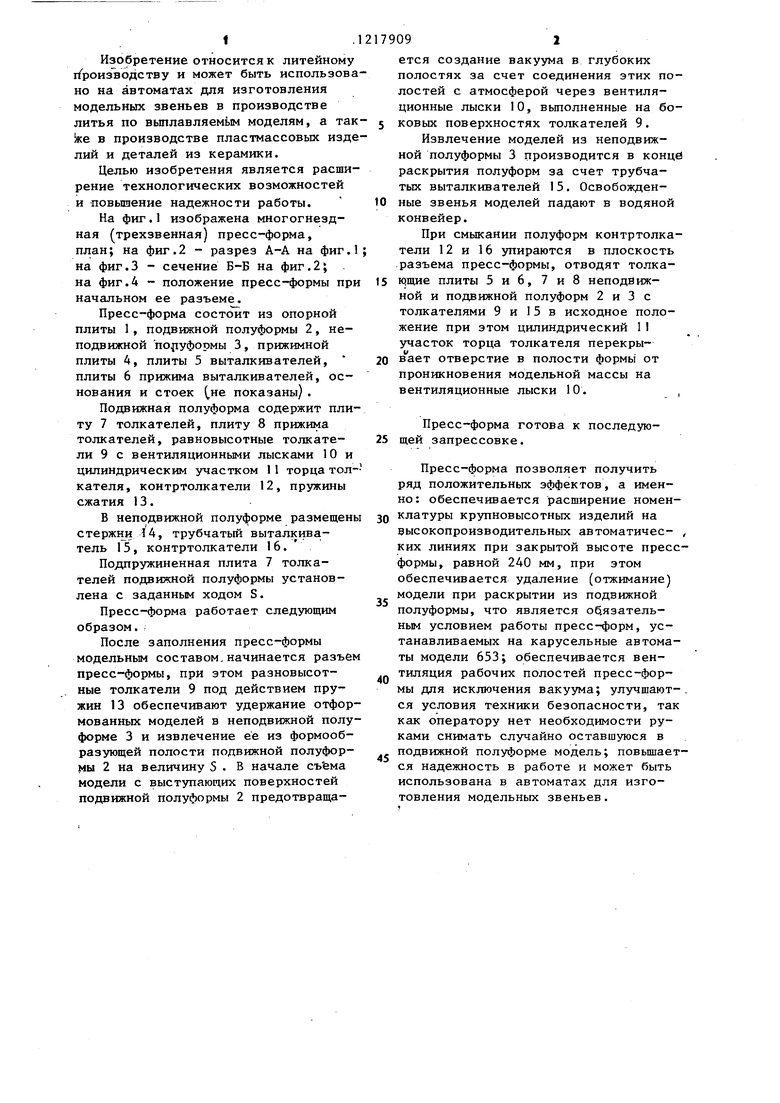
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1585064A1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU351629A1 |
Б-Б
Фиг.Ъ
Редактор Т.Парфенова
Составитель В.Тарасов
Техред Л.Микеш Корректор Л.Пилипенко
Заказ 1084/32Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная, 4
ФигА
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU900937A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
