Изобретение относится к литейному производству, в частности к средствам для изготовления модельных блоков для литья по выжигаемым и выплавляемым моделям, преимущественно пенополистироловым.
Известна автоматическая линия для производства мелких стальных отливок по выплавляемым моделям, разработанная НИИТ- автопромом и содержащая участок изготовления модельного блока, содержащий карусельный автомат для изготовления модельных звеньев, водяной конвейер для охлаждения -и транспортировки модельных звеньев, столы для сборки модельных звеньев в блок на металлических стояках-каркасах, с которых они снимаются и навешиваются на стояки вертикально замкнутого цепного конвейера для прохождения последующих технологических операций 1.
Недостаток данной автоматической линии, а именно участка изготовления .модельного блока, заключается в том, что ряд технологических операций производят вручную, в частности сборку модельных звеньев в
блок на промежуточный стояк на столе, перенос собранных «елок из модельных звеньев с промежуточного стояка на стояк конвейера и фиксацию на последнем с помощью резьбового колпачка. Такое производство малопроизводительно и трудоемко, кроме того, потери модельных звеньев из-за их поломок при ручной сборке составляют 3-4% и более.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является поточная линия для изготовления модельного блока в точном литье, содержащая расположенные в технологической последовательности автомат карусельного типа для изготовления модельных звеньев, установку с поворотным столом и устройствами крепления стояков для сборки модельных звеньев в блок, связанную с автоматом карусельного типа, средством переноса и ориентации модельных звеньев, устройство для центрования и фиксации стояка устройства для проталкивания и фиксации модельных звеньев на стояке, причем у поворотного стола радиально к нему размещены средство съема модельных блоков с магазином-накопителем, и средство простановки порожних стояков с собственным магазином-накопителем, при этом каждое из указанных средств выполнено в виде манипулятора с клещевым захватом 2.
В известной линии синхронизаторы в совокупности с транспортными роторами размещены радиально по отношению к ротору сборки. Такое размещение синхронизаторов, представляющих собою накопители роторного типа, с радиальными руками в количестве, соответствующем числу рабочих позиций синхронизатора, неудобно при наладочных и ремонтных работах, так как наладку каждой руки необходимо производить на позиции съема с ротора сборки. Кроме того, количество рук в соответствии с числом рабочих позиций синхронизатора усложняет конструкцию, увеличивает ее габариты. Поскольку руки должны работать совместно с постоянно вращающимся синхронизатором, кроме необходимых для транспортирования блока движений вверх-вниз и вперед-назад каждая из рук совершает поворотное движение, что также усложняет конструкцию и снижает надежность ее в работе.
Поскольку известная линия роторного типа представляет жесткую систему, в частности в синхронизаторе нельзя накапливать блоки впрок, их необходимо последовательно снимать, так как на позицию съема блока с ротора сборки всегда должна приходить свободная позиция синхронизатора. Такой режим работы неудобен в производстве с большой номенклатурой отливок, которую в потоке часто надо менять. Практически ротор прессования может выпускать разноименную
0
5
0
5
0
5
0
5
номенклатуру в зависимости от числа рабочих позиций, но в итоге на синхронизаторе последовательно идут разнотипные блоки (различные детали, разные диаметры). Это затрудняет последующую технологическую обработку. Для их группирования необходимо иметь дополнительный магазин-накопитель не роторного типа, что в известной ли- нии не предусмотрено. Разнотипные блоки требуют различные режимы сушки после нанесения керамического слоя (приходится неоправдано удлинять процесс сушки в( расчете на крупный блок). Кроме того, это затрудняет процесс заливки, так как часто необходимо разнотипные по номенклатуре керамические блоки заливать разным металлом (разные марки стали). Таким образом, линии роторного типа целесообразны для одноименной (однотипной) номенклатуры, что часто неудобно в реальном производстве.
Цель изобретения заключается в расширении технологических возможностей линии при одновременном упрощении конструкции, повышении надежности в работе и улучшении условий обслуживания.
Для достижения поставленной цели в поточной линии для изготовления модельного блока в точном литье, содержащей расположенные в технологической последовательности автомат карусельного типа для изготовления модельных звеньев, установку с поворотным столом и устройствами крепления стояков для сборки модельных звеньев в блок, связанную с автоматом карусельного типа средством переноса и ориентации модельных звеньев, устройство для центрования и фиксации стояка, устройства для проталкивания и фиксации модельных звеньев на стояке, причем у поворотного стола радиально к нему размещены средство съема модельных блоков с магазином-накопителем и средство простановки порожних стояков с собственным магазином-накопителем, при этом каждое из указанных средств выполнено в виде манипулятора с клещевым захватом, магазины-накопители выполнены в виде цепных с возможностью реверса горизонтально замкнутых конвейеров с посадочными штырями в отверстиях шарниров цепи, причем шаг цепи пропорционален наименьшему и наибольшему диаметрам модельных блоков, а манипуляторы для съема, модельных блоков и простановки порожних стояков расположены между ветвями цепных конвейеров так, что продольные оси рабочих органов манипуляторов параллельны центральным осям конвейеров, при этом на магазинах-накопителях закреплены фиксаторы точного останова посадочных штырей, выполненные в виде поворотных подпружиненных вильчатых призм и расположенные на торцах цепных конвейеров, примыкающих к поворотному столу.
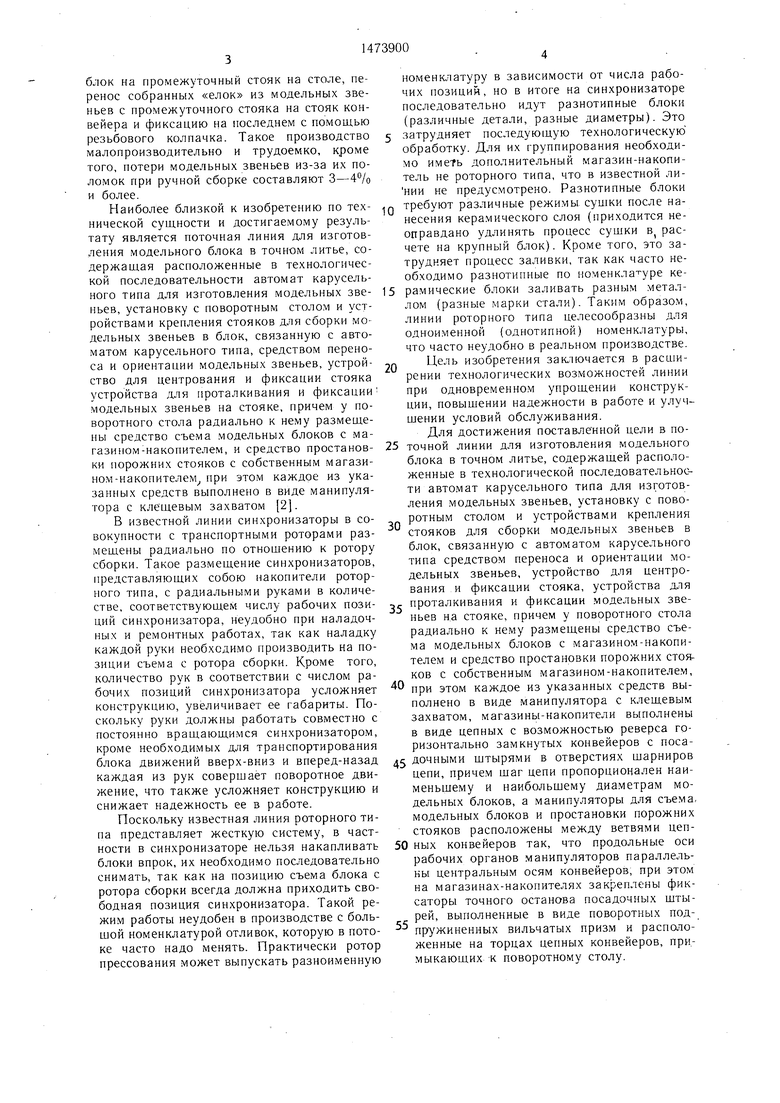
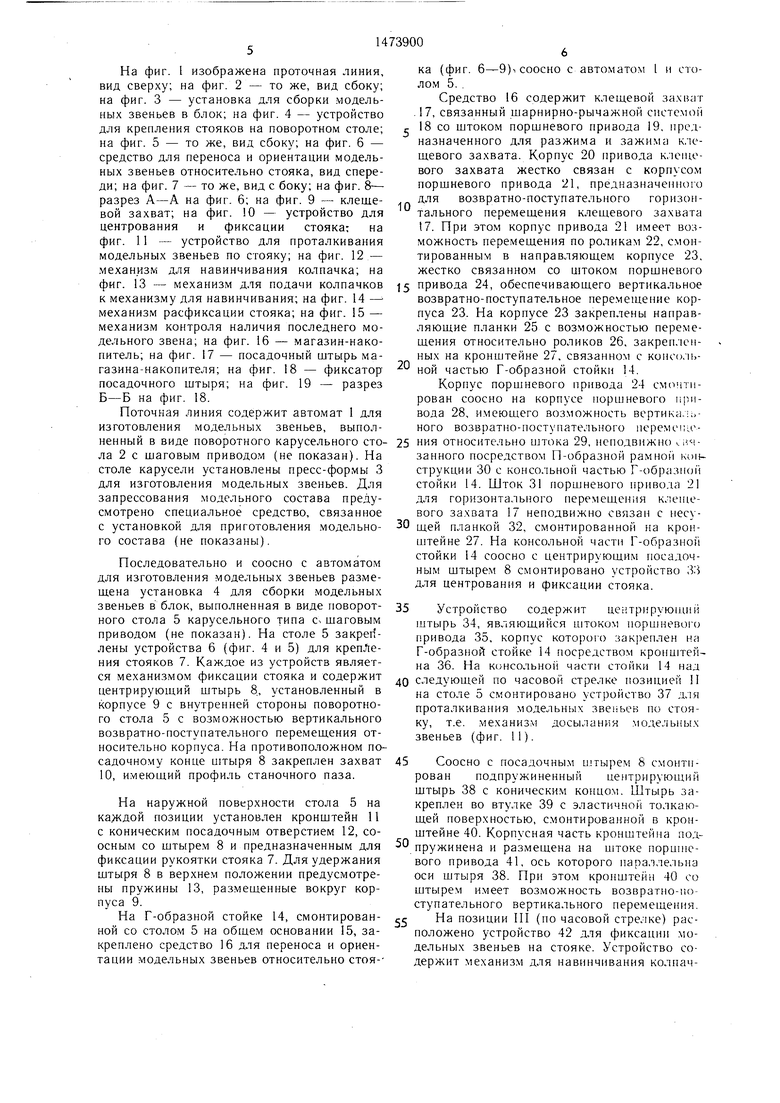
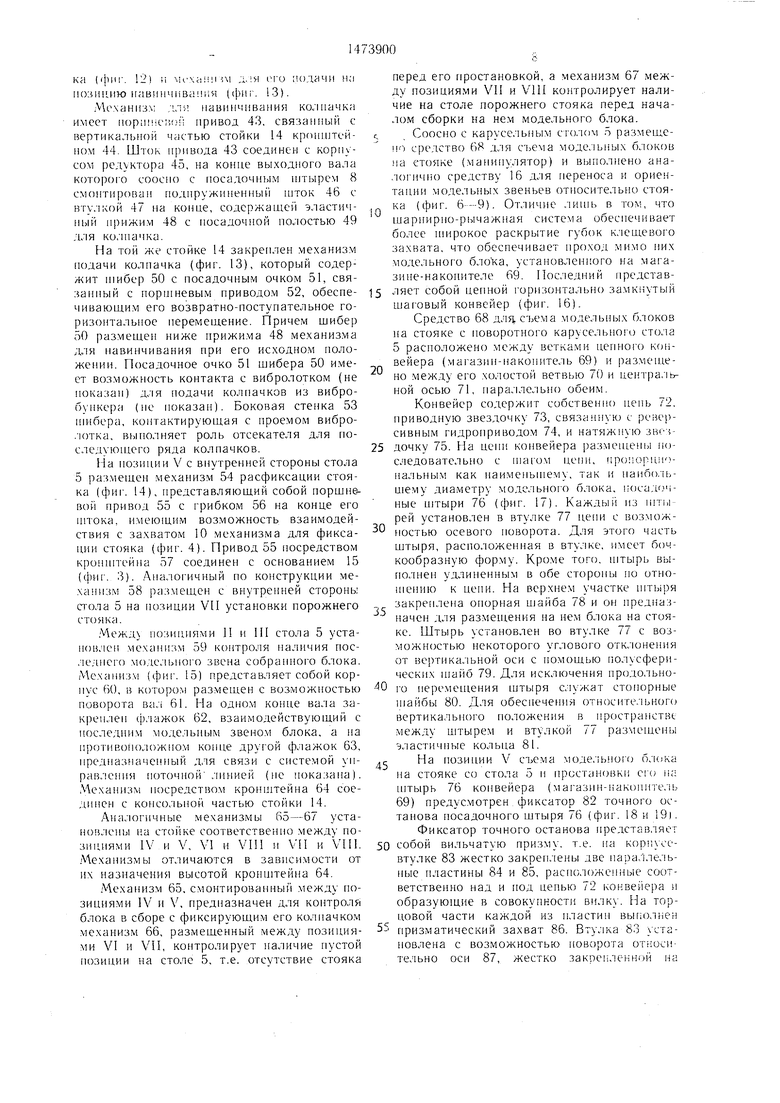
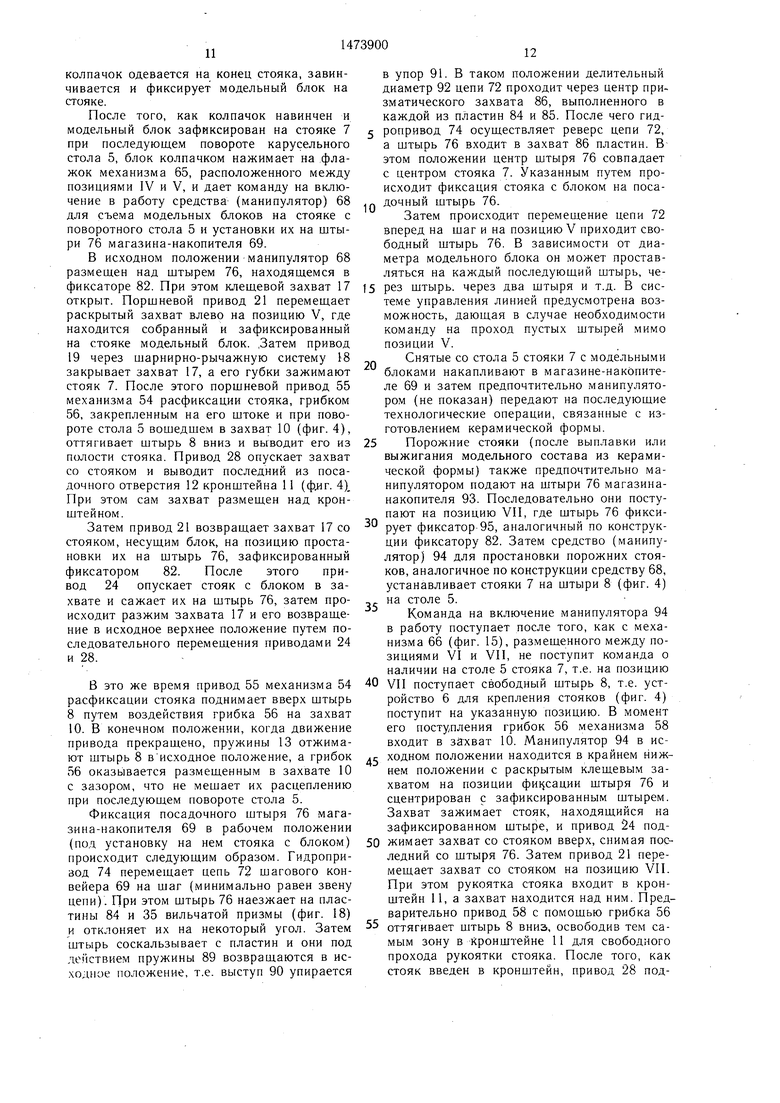
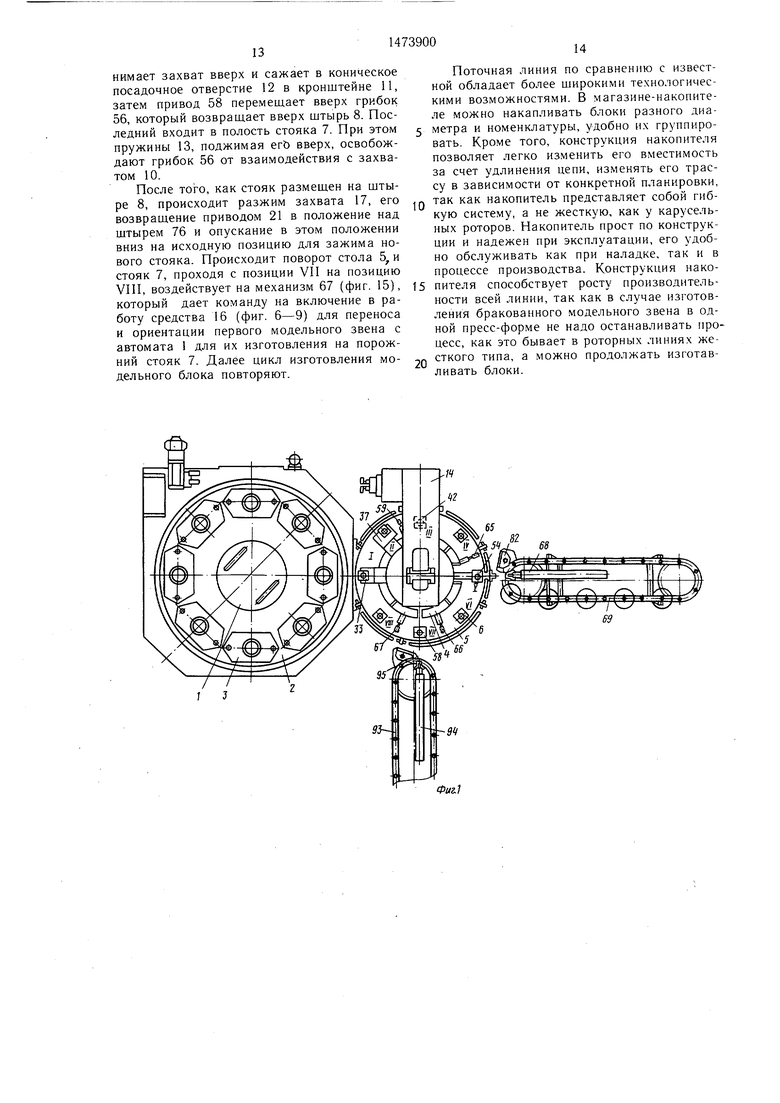
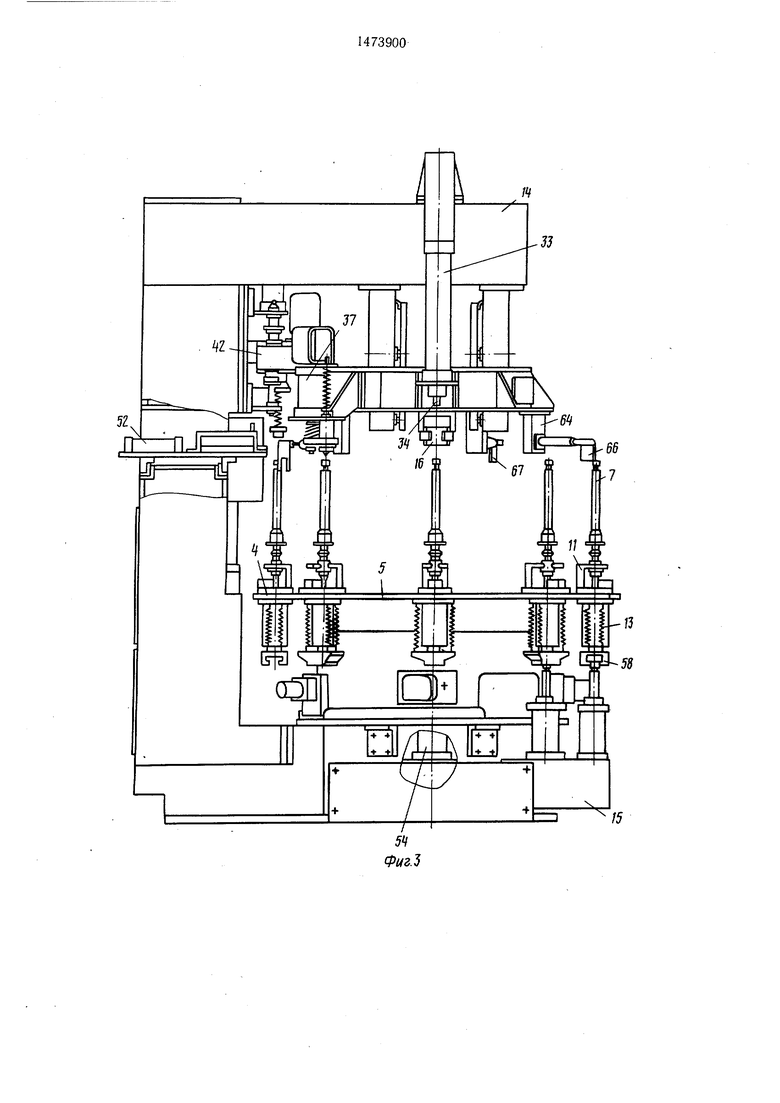
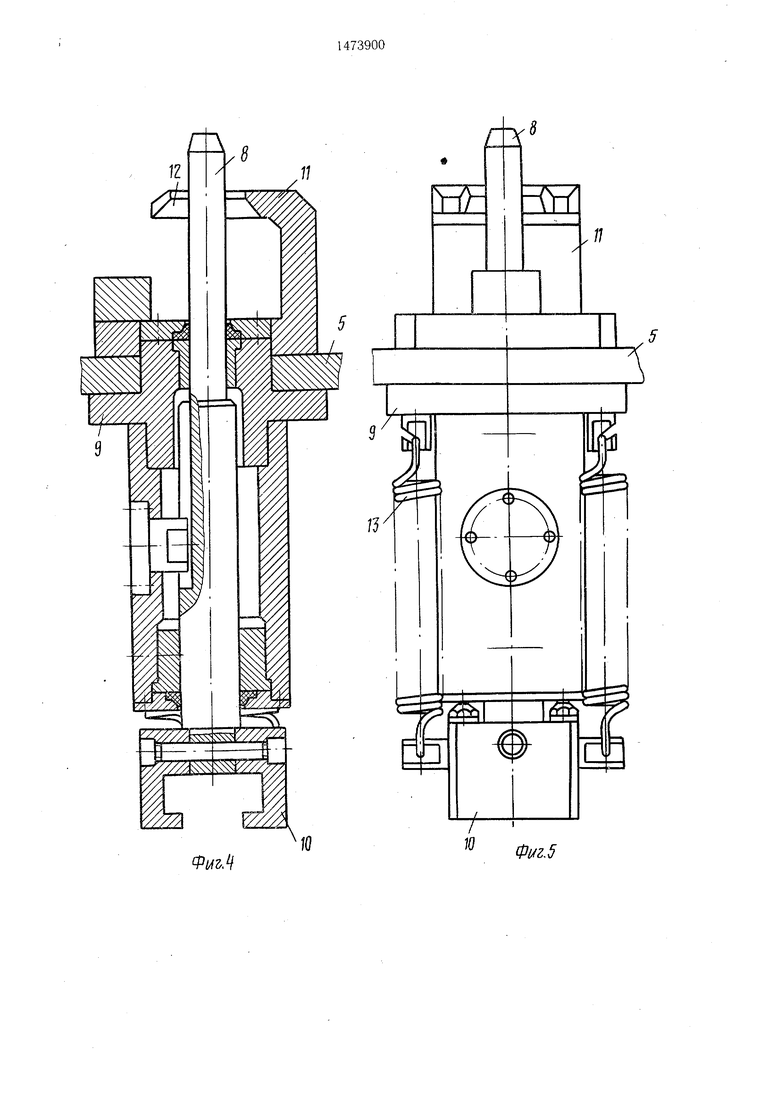
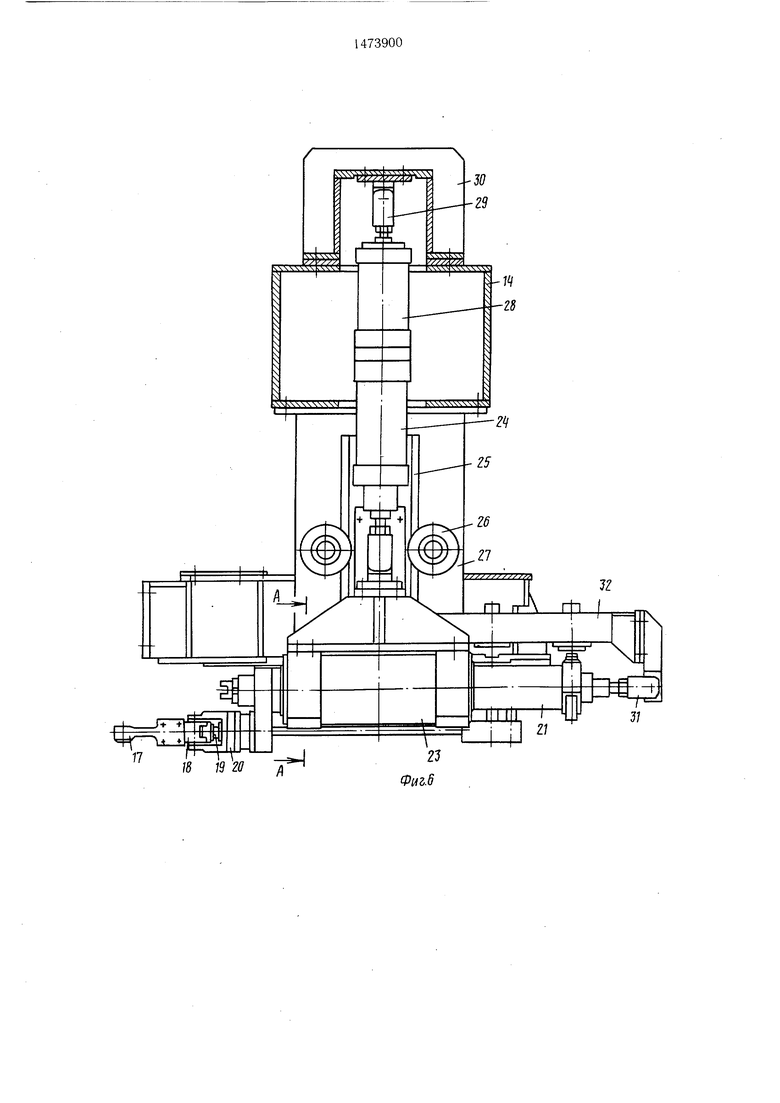
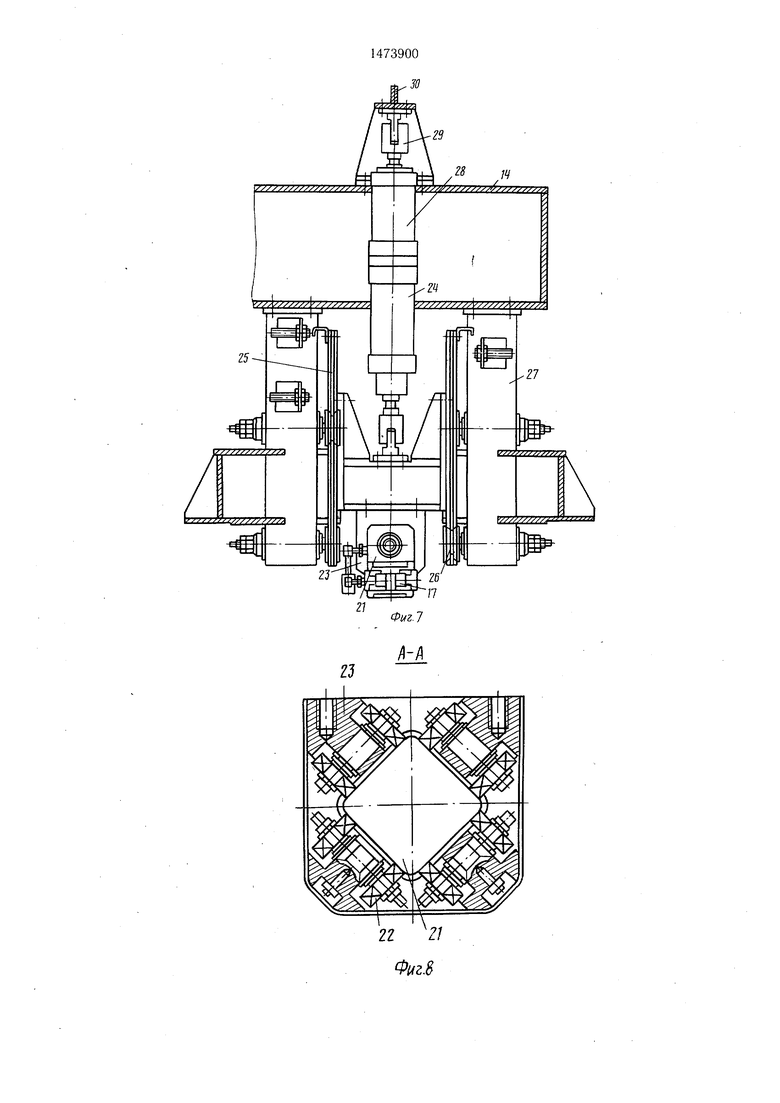
На фиг. 1 изображена проточная линия, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - установка для сборки модельных звеньев в блок; на фиг. 4 - устройство для крепления стояков на поворотном столе; на фиг. 5 - то же, вид сбоку; на фиг. 6 - средство для переноса и ориентации модельных звеньев относительно стояка, вид спереди; на фиг. 7 - то же, вид с боку; на фиг. 8- разрез А-А на фиг. 6; на фиг. 9 - клещевой захват; на фиг. 0 - устройство для центрования и фиксации стояка; на фиг. 11 - устройство для проталкивания модельных звеньев по стояку; на фиг. 12 - механизм для навинчивания колпачка; на
ка (фиг. 6-9) соосно с автоматом 1 и столом 5.
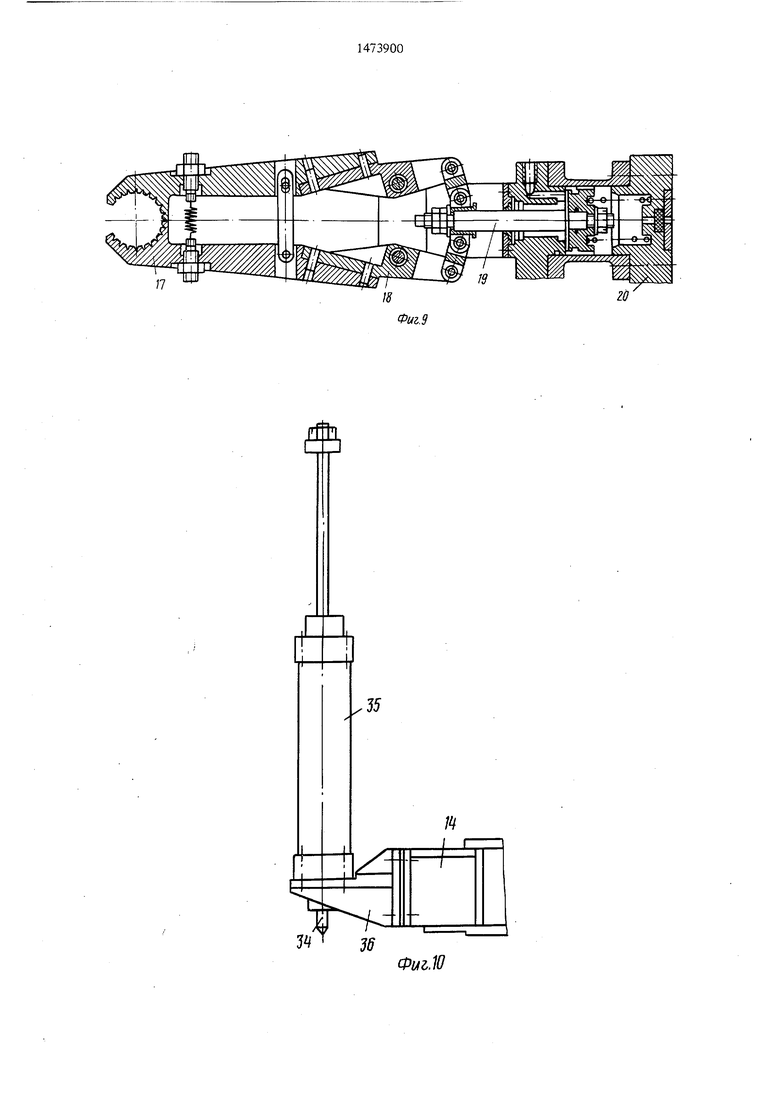
Средство 16 содержит клещевой захват 17, связанный шарнирно-рычажной системой с 18 со штоком поршневого привода 19, предназначенного для разжима и зажима клещевого захвата. Корпус 20 привода клещевого захвата жестко связан с корпусом поршневого привода 21, предназначенного для возвратно-поступательного горизонтального перемещения клещевого захвата 7. При этом корпус привода 21 имеет возможность перемещения по роликам 22, смонтированным в направляющем корпусе 23, жестко связанном со штоком поршневого
10
фиг. 13 - механизм для подачи колпачков $ привода 24, обеспечивающего вертикальное
к механизму для навинчивания; на фиг. 14 механизм расфиксации стояка; на фиг. 15 - механизм контроля наличия последнего модельного звена; на фиг. 16 - магазин-накопитель; на фиг. 17 - посадочный штырь мавозвратно-поступательное перемещение корпуса 23. На корпусе 23 закреплены направляющие планки 25 с возможностью перемещения относительно роликов 26, закрепленных на кронштейне 27, связанном с консольгазина-накопителя; на фиг. 18 - фиксатор 0 нод частью Г-образной стойки 14.
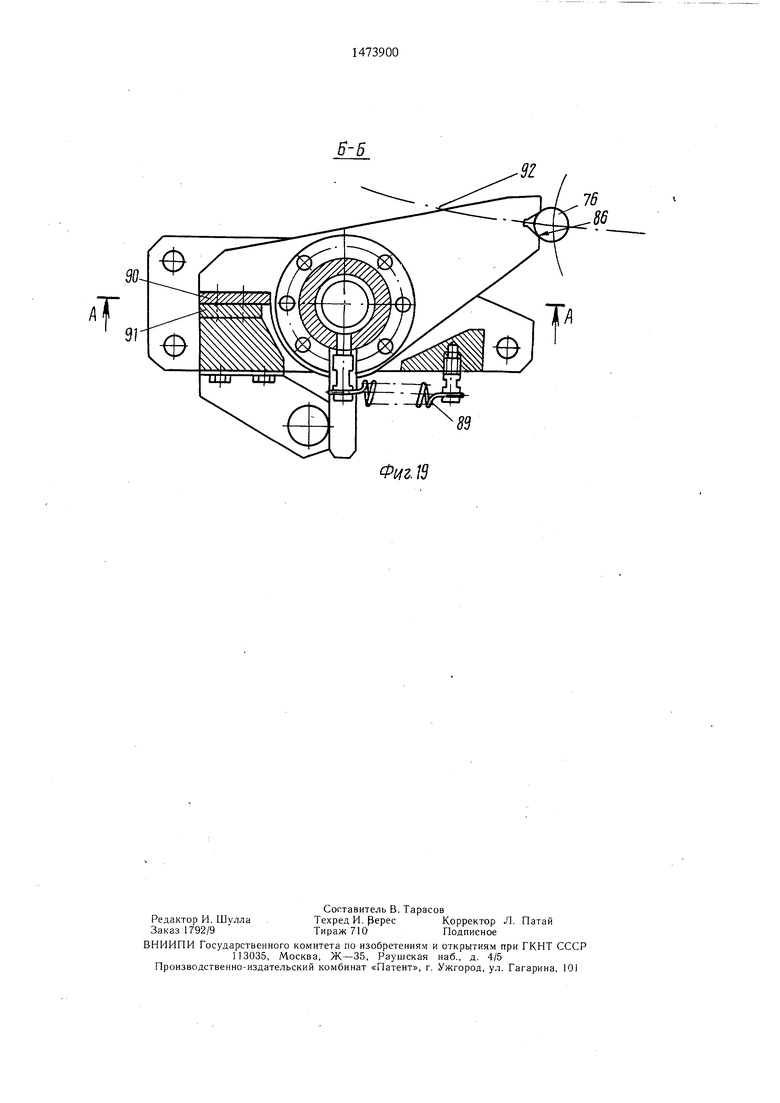
посадочного штыря; на фиг. 19 - разрез Б-Б на фиг. 18.
Поточная линия содержит автомат 1 для изготовления модельных звеньев, выполКорпус поршневого привода 24 смонтирован соосно на корпусе поршневого привода 28, имеющего возможность вертика.- ного возвратно-поступательного перемепд1ненный в виде поворотного карусельного сто- 25 ния относительно штока 29, неподвижно
ла 2 с шаговым приводом (не показан). На столе карусели установлены пресс-формы 3 для изготовления модельных звеньев. Для запрессования модельного состава предусмотрено специальное средство, связанное
занного посредством П-образной рамной конструкции 30 с консольной частью Г-образной стойки 14. Шток 31 поршневого привода 21 для горизонтального перемещения клещевого захвата 17 неподвижно связан с нес с установкой для приготовления модельно- 30 щей планкой 32, смонтированной на кронштейне 27. На консольной части Г-образной стойки 14 соосно с центрирующим посадочным штырем 8 смонтировано устройство 33 для центрования и фиксации стояка.
го состава (не показаны).
Последовательно и соосно с автоматом для изготовления модельных звеньев размещена установка 4 для сборки модельных звеньев в блок, выполненная в виде поворотного стола 5 карусельного типа с-, шаговым приводом (не показан). На столе 5 закреп - лены устройства 6 (фиг. 4 и 5) для крепления стояков 7. Каждое из устройств являет35 Устройство содержит центрирующий штырь 34, являющийся штоком поршневого привода 35, корпус которого закреплен на Г-образной стойке 14 посредством кронштейна 36. На консольной части стойки 14 над
ся механизмом фиксации стояка и содержит 4Q следующей по часовой стрелке позицией И
центрирующий штырь «, установленный в корпусе 9 с внутренней стороны поворотного стола 5 с возможностью вертикального возвратно-поступательного перемещения относительно корпуса. На противоположном посадочному конце штыря 8 закреплен захват 10, имеющий профиль станочного паза.
На наружной поверхности стола 5 на каждой позиции установлен кронштейн 11 с коническим посадочным отверстием 12, со- осным со штырем 8 и предназначенным для фиксации рукоятки стояка 7. Для удержания штыря 8 в верхнем положении предусмотрены пружины 13, размещенные вокруг корпуса 9.
На Г-образной стойке 14, смонтированной со столом 5 на общем основании 15, закреплено средство 16 для переноса и ориентации модельных звеньев относительно стоя-на столе 5 смонтировано устройство 37 для проталкивания модельных звеньев по стояку, т.е. механизм досылания модельных звеньев (фиг. 11).
45 Соосно с посадочным штырем 8 смонтирован подпружиненный центрирующий штырь 38 с коническим концом. Штырь закреплен во втулке 39 с эластичной толкающей поверхностью, смонтированной в кронштейне 40. Корпусная часть кронштейна подпружинена и размещена на штоке поршневого привода 41, ось которого параллельна оси штыря 38. При этом кронштейн 40 со штырем имеет возможность возвратно-поступательного вертикального перемещения. На позиции III (по часовой стрелке) расположено устройство 42 для фиксации модельных звеньев на стояке. Устройство содержит механизм для навинчивания колпач50
55
ка (фиг. 6-9) соосно с автоматом 1 и столом 5.
Средство 16 содержит клещевой захват 17, связанный шарнирно-рычажной системой 18 со штоком поршневого привода 19, предназначенного для разжима и зажима клещевого захвата. Корпус 20 привода клещевого захвата жестко связан с корпусом поршневого привода 21, предназначенного для возвратно-поступательного горизонтального перемещения клещевого захвата 7. При этом корпус привода 21 имеет возможность перемещения по роликам 22, смонтированным в направляющем корпусе 23, жестко связанном со штоком поршневого
возвратно-поступательное перемещение корпуса 23. На корпусе 23 закреплены направляющие планки 25 с возможностью перемещения относительно роликов 26, закрепленных на кронштейне 27, связанном с консольнод частью Г-образной стойки 14.
Корпус поршневого привода 24 смонтирован соосно на корпусе поршневого привода 28, имеющего возможность вертика.- ного возвратно-поступательного перемепд1занного посредством П-образной рамной конструкции 30 с консольной частью Г-образной стойки 14. Шток 31 поршневого привода 21 для горизонтального перемещения клещевого захвата 17 неподвижно связан с нес Устройство содержит центрирующий штырь 34, являющийся штоком поршневого привода 35, корпус которого закреплен на Г-образной стойке 14 посредством кронштейна 36. На консольной части стойки 14 над
следующей по часовой стрелке позицией И
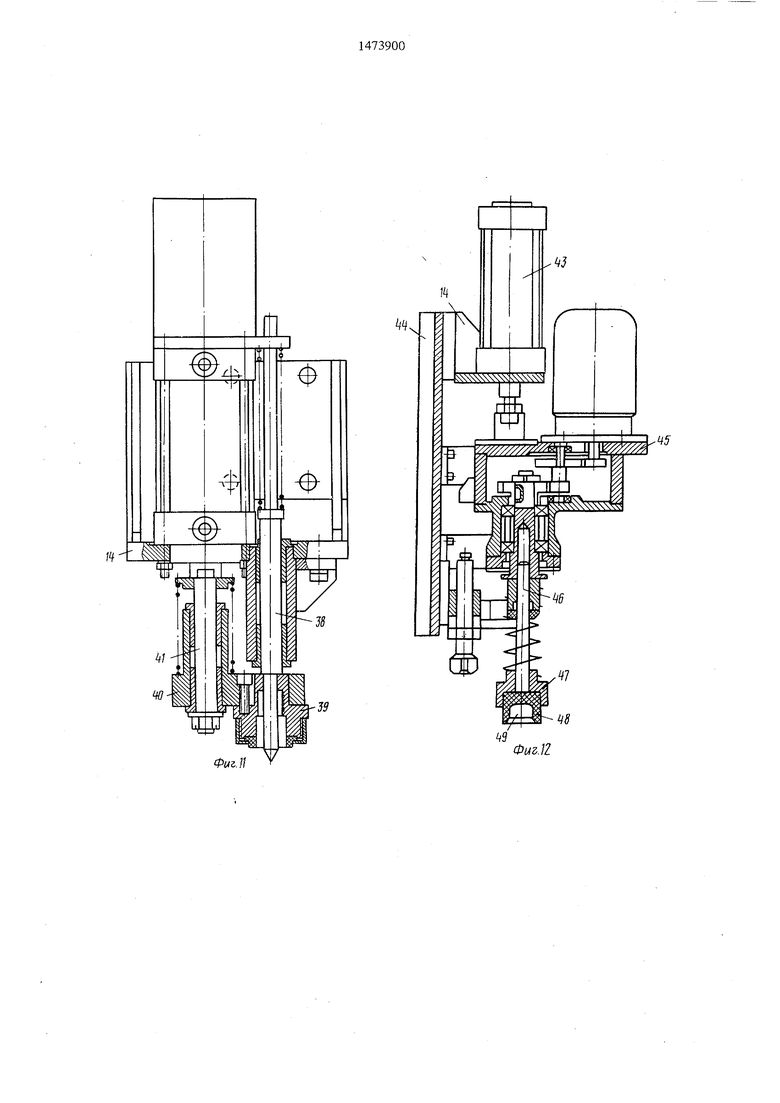
на столе 5 смонтировано устройство 37 для проталкивания модельных звеньев по стояку, т.е. механизм досылания модельных звеньев (фиг. 11).
5 Соосно с посадочным штырем 8 смонтирован подпружиненный центрирующий штырь 38 с коническим концом. Штырь закреплен во втулке 39 с эластичной толкающей поверхностью, смонтированной в кронштейне 40. Корпусная часть кронштейна подпружинена и размещена на штоке поршневого привода 41, ось которого параллельна оси штыря 38. При этом кронштейн 40 со штырем имеет возможность возвратно-поступательного вертикального перемещения. На позиции III (по часовой стрелке) расположено устройство 42 для фиксации модельных звеньев на стояке. Устройство содержит механизм для навинчивания колпач0
5
ка (Фиг. 12) и мечан мм л. :я его пот.ачи H;I позицию навинчивания i(. 13).
Механизм / „ля навинчивания колпачка имеет 1ор;1 е;( привод 43, связанный с вертикальной частью стойки 14 кронштейном 44. Шток привода 43 соединен с корпусом редактора 45, на конце выходного вала которого соосно с посадочным штырем 8 смонтирован подпружиненный шток 46 с втулкой 47 на конце, содержащей эластичный прижим 48 с посадочной полостью 49 для колпачка.
На той же стойке 14 закреплен механизм подачи колпачка (фиг. 13), который содержит шибер 50 с посадочным очком 51, связанный с поршневым приводом 52, обеспечивающим его возвратно-поступательное горизонтальное перемещение. Причем шибер 50 размещен ниже прижима 48 механизма для навинчивания при его исходном положении. Посадочное очко 51 шибера 50 имеет возможность контакта с вибролотком (не показан) для подачи колпачков из вибробункера (не показан). Боковая стенка 53 шибера, контактирующая с проемом вибролотка, выполняет роль отсекателя для последующего ряда колпачков.
На позиции V с внутренней стороны стола 5 размещен механизм 54 расфиксации стояка (фиг. 14), представляющий собой поршневой привод 55 с грибком 56 на конце его штока, имеющим возможность взаимодействия с захватом 10 механизма для фиксации стояка (фиг. 4). Привод 55 посредством кронштейна 57 соединен с основанием 15 (фиг. 3). Аналогичный по конструкции механизм 58 размещен с внутренней стороны стола 5 на позиции VII установки порожнего стояка.
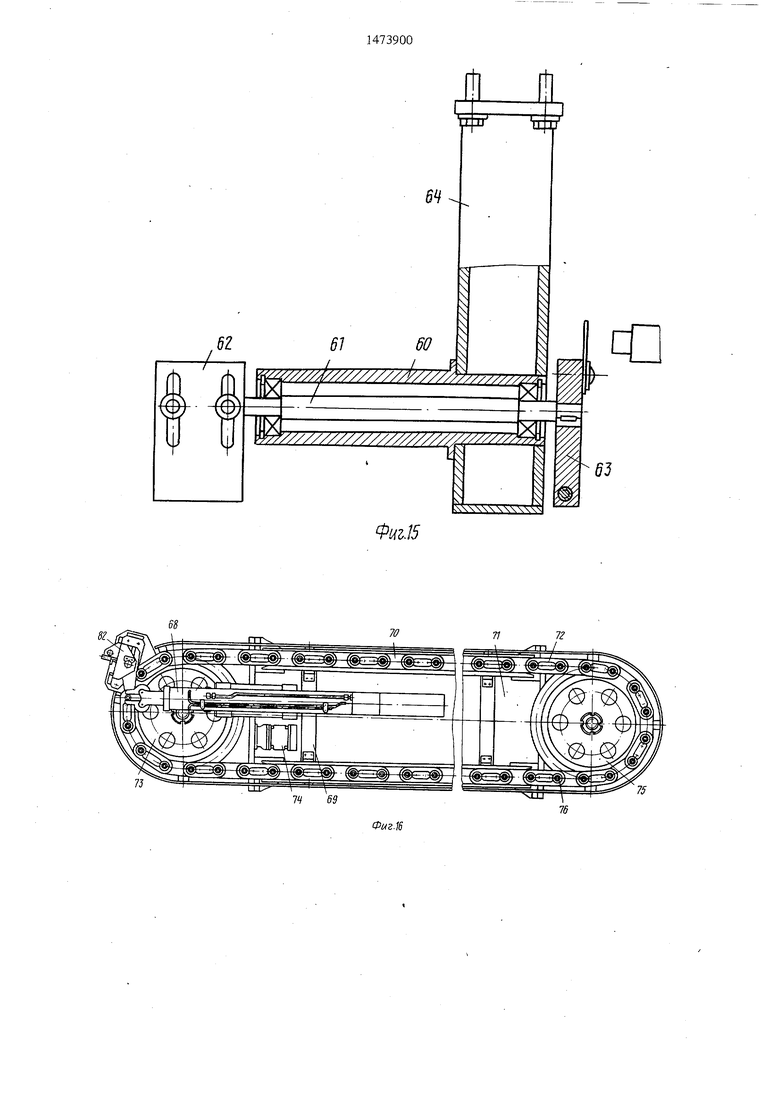
Между позициями II и III стола 5 установлен механизм 59 контроля наличия последнего модельного звена собранного блока. Механизм (фиг. 15) представляет собой корпус 60, в котором размещен с возможностью поворота вал 61. На одном конце вала закреплен флажок 62, взаимодействующий с последним модельным звеном блока, а на противоположном конце другой флажок 63, предназначенный для связи с системой управления поточной линией (не показана). Механизм посредством кронштейна 64 соединен с консольной частью стойки 14.
Аналогичные механизмы 65-67 установлены на стоике соответственно между позициями IV и V, VI и VIII и VII и VIII. Механизмы отличаются в зависимости от их назначения высотой кронштейна 64.
Механизм 65, смонтированный между позициями IV и V, предназначен для контроля блока в сборе с фиксирующим его колпачком механизм 66, размещенный между позициями VI и VII, контролирует наличие пустой позиции на столе 5, т.е. отсутствие стояка
5
0
5
0
5
0
5
0
5
перед его простановкой, а механизм 67 между позициями VII и VIII контролирует наличие на столе порожнего стояка перед началом сборки на нем модельного блока.
Соосно с карусельным с голом 5 размещено средство 68 для съема модельных блоков на стояке (манипулятор) и выполнено аналогично средству 16 для переноса и ориентации модельных звеньев относительно стояка ((риг. 6-9). Отличие лишь в том, что шарнирно-рычажная система обеспечивает более широкое раскрытие губок клещевого захвата, что обеспечивает проход мимо них модельного блока, установленного на магазине-накопителе 69. Последний представляет собой цепной горизонтально замкнутый шаговый конвейер (фиг. 16).
Средство 68 для, съема модельных блоков на стояке с поворотного карусельного стола 5 расположено между ветками ценного конвейера (магазин-накопитель 69) и размещено между его холостой ветвью 70 и центральной осью 71, параллельно обеим.
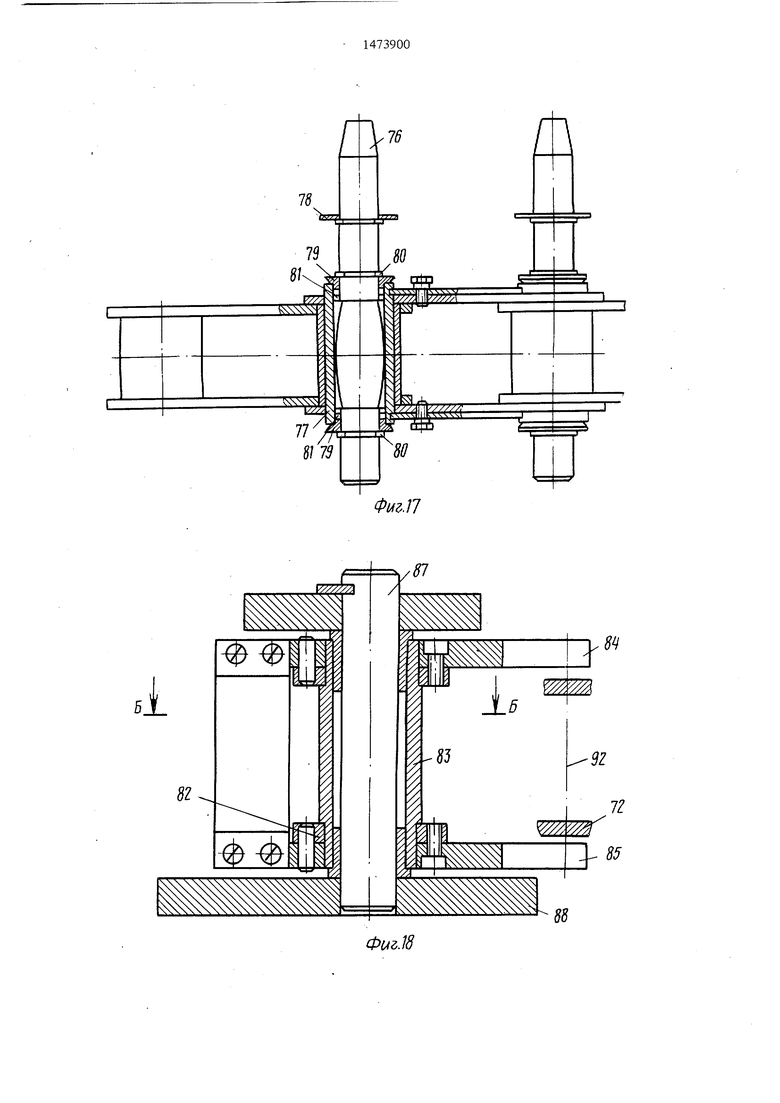
Конвейер содержит собственно цепь 72. приводную звездочку 73, связанную с реверсивным гидроприводом 74, и натяжную дочку 75. На цепи конвейера размещены последовательно с шагом цепи, пропорциональным как наименьшему, так и наибольшему диаметру модельного блока, посадочные штыри 76 ((риг. 17). Каждый из ппы рей установлен в втулке 77 цепи с возможностью осевого поворота. Для этого часть штыря, расположенная в втулке, имеет бочкообразную форму. Кроме того, штырь выполнен удлиненным в обе стороны по отношению к цени. На верхнем участке штыря закреплена опорная шайба 78 и он предназначен для размещения на нем блока на стояке. Штырь установлен во втулке 77 с возможностью некоторого углового отклонения от вертикальной оси с помощью полусферических шайб 79. Для исключения продольного перемещения штыря служат стопорные шайбы 80. Для обеспечения относительного вертикального положения в пространстве между штырем и втулкой 77 размещены эластичные кольца 81.
На позиции V съема модельного блока на стояке со стола 5 и простановки ею на штырь 76 конвейера (магазин-накопитель 69) предусмотрен фиксатор 82 точного останова посадочного штыря 76 (фиг. 18 и 19).
Фиксатор точного останова представляет собой вильчатую призму, т.е. на корпусе- втулке 83 жестко закреплены две параллельные пластины 84 и 85, расположенные соответственно над и под цепью 72 конвейера и образующие в совокупности вилку. На торцовой части каждой из пластин выполнен призматический захват 86. Втулка 83 установлена с возможностью поворота относительно оси 87, жестко закрепленной па
кронштейне- 88, смонтированном на общей раме (не показана) с магазином-накопителем 69. Втулка подпружинена пружиной 89 и имеет выступ 90, контактирующий с упором 91, размещенным на кронштейне 88. В исходном положении выступ контактирует с упором, а делительный диаметр 92 цепи 72 проходит через центр призматического захвата 86.
На позиции VIII размещен радиально аналогично магазину-накопителю 69 магазин-накопитель 93 для размещения на нем порожних стояков, средство 94 для простановки порожних стояков на поворотный стол 5 (аналогичное по конструкции средству 68 и также встроенное внутрь магазина-накопителя) и фиксатор 95, аналогичный фиксатору 82.
Поточная линия работает следующим образом.
В пресс-формы 3 для изготовления модельных звеньев последовательно впрессовывают модельную массу, предпочтительно пенополистироловую, специальным средством (не показано). В процессе последовательного шагового вращения карусельного стол а-автомата 1 происходит отверждение модельной массы. Когда пресс-форма подходит к позиции I установки 4 для сборки модельных звеньев в блок, модельное звено готово к последующим сборочным операциям.
В исходном положении средство 16 для переноса и ориентации модельных звеньев относительно стояка находится над поворотным столом 5, т.е. клещевой захват 17 находится над кронштейном 11 и центрирующим штырем 8, на котором размещен стояк 7, а сдвоенные поршневые приводы 24 и 28 удерживают его в крайнем верхнем положении.
После поступления команды о том, что к позиции I подходит пресс-форма с модельным звеном, захват 17 в раскрытом состоянии перемещается влево приводом 21 на позицию над пресс-формой. Затем после раскрытия пресс-формы привод 28 опускает захват на уровень втулки модельного звена. Срабатывает привод 19, осуществляющий посредством шарнирно-рычажной системы 18 закрытие губок клещевого захвата, т.е. зажим втулки модельного звена. Затем привод 28 возвращает захват с модельным звеном вверх, а привод 21 возвращает их в положение над кронштейном 11 и центрирующим штырем 8 со стояком 7 (позиция I на поворотном столе 5). Затем центрирующий штырь 34 (фиг. 10) устройства 33 для центрования -и фиксации стояка приводом 35 опускается вниз до контакта конца штыря с выемкой на конце стояка 7. При своем движении вниз штырь проходит через модельное звено, удерживаемое клещевым захватом. После этого сдвоенные поршневьк приводы 28 и 24 опускают захват в крайнее нижнее положение, срабатывает привод 19, осуществляющий разжим губок захвата, и модельное звено оказывается налетым на стояк 7. Захват с раскрытыми губками сдвоенными цилиндрами поднимается в исходное положение. Происходит поворот стола 5 по часовой стрелке на одну позицию, а на
Q позиции I снова происходит одевание на стояк модельного звена.
Стояк с модельным звеном поступает на позицию II, где смонтировано устройство 37 для проталкивания модельных звеньев по стояку (фиг. 11). Поршневой привод 41
опускает кронштейн 40 с втулкой 39 и штырем 38. После того, как конический конец штыря входит в выемку на конце стояка 7 и контактирует с ним, он прекращает свое перемещение вниз. В то же время кронштейн
0 40 с втулкой 39 продолжает свое движение вниз, а втулка своей эластичной толкающей поверхностью, касаясь модельного звена, проталкивает последнее по стояку с заход- ной части на стержневую. Последнее звено при перемещении с позиции II на позицию
5 III вступает в контакт с флажком 62 и, отклонив его, поворачивает вал 61 на некоторый угол. При этом другой флажок 63 через систему управления дает команд устройству 42 для фиксации модельных звеньQ ев на стояке, смонтированному на позиции III.
Устройство для фиксации модельных звеньев на стояке содержит механизм для навинчивания колпачка (фиг. 12) и механизм подачи колпачка на позицию навинчи5 вания (фиг. 13).
Из вибробункера по внбролоткх (не показаны) ряд колпачков поступает к шиберу 50. Колпачки по одному последовательно поступают в очко 51 в шибере. Каждый колпачок, попав в очко 51, шибером проталкивается на позицию III под механизм для навинчивания колпачка, т.е. под втулку 47 с эластичным прижимом 48 на конце. Поршневой привод 43 опускает подпружиненный шток 46 с втулкой 47 на конце, а эластичный
5 прижим 48 своей посадочной полостью 49 захватывает колпачок. Затем поршневой привод 43 возвращает шток в исходное верхнее положение. Происходит возвращение шибера 50 в исходное положение за новым колпачком. В это время под механизм навин0 чивания колпачка поворотный стол подает собранный модельный блок, последнее звено которого после контакта с флажком 62 дает команду на включение в работ механизма для навинчивания. Поршневой привод 43 вновь опускает вниз шток 46 с кой 47 и эластичным прижимом 18, дер/кивающим колпачок. Редуктор 45 включается и шток 46 начинает вращаться. Опустит ни..
0
5
колпачок одевается на конец стояка, завинчивается и фиксирует модельный блок на стояке.
После того, как колпачок навинчен и модельный блок зафиксирован на стояке 7 при последующем повороте карусельного стола 5, блок колпачком нажимает на флажок механизма 65, расположенного между позициями IV и V, и дает команду на включение в работу средства (манипулятор) 68 для съема модельных блоков на стояке с поворотного стола 5 и установки их на штыри 76 магазина-накопителя 69.
В исходном положении манипулятор 68 размещен над штырем 76, находящемся в фиксаторе 82. При этом клещевой захват 17 открыт. Поршневой привод 21 перемещает раскрытый захват влево на позицию V, где находится собранный и зафиксированный на стояке модельный блок. Затем привод 19 через шарнирно-рычажную систему 18 закрывает захват 17, а его губки зажимают стояк 7. После этого поршневой привод 55 механизма 54 расфиксации стояка, грибком 56, закрепленным на его штоке и при повороте стола 5 вошедшем в захват 10 (фиг. 4), оттягивает штырь 8 вниз и выводит его из полости стояка. Привод 28 опускает захват со стояком и выводит последний из посадочного отверстия 12 кронштейна 11 (фиг. 4), При этом сам захват размещен над кронштейном.
Затем привод 21 возвращает захват 17 со стояком, несущим блок, на позицию простановки их на штырь 76, зафиксированный фиксатором 82. После этого привод 24 опускает стояк с блоком в захвате и сажает их на штырь 76, затем происходит разжим захвата 17 и его возвращение в исходное верхнее положение путем последовательного перемещения приводами 24 и 28.
В это же время привод 55 механизма 54 расфиксации стояка поднимает вверх штырь 8 путем воздействия грибка 56 на захват 10. В конечном положении, когда движение привода прекращено, пружины 13 отжимают штырь 8 в исходное положение, а грибок 56 оказывается размещенным в захвате 10 с зазором, что не мешает их расцеплению при последующем повороте стола 5.
Фиксация посадочного штыря 76 магазина-накопителя 69 в рабочем положении (поо. установку на нем стояка с блоком) происходит следующим образом. Гидропри- зод 74 перемещает цепь 72 шагового конвейера 69 на шаг (минимально равен звену цепи). При этом штырь 76 наезжает на пластины 84 и 35 вильчатой призмы (фиг. 18) и отклоняет их на некоторый угол. Затем штырь соскальзывает с пластин и они под действием пружины 89 возвращаются в исходное положение, т.е. выступ 90 упирается
в упор 91. В таком положении делительный диаметр 92 цепи 72 проходит через центр призматического захвата 86, выполненного в каждой из пластин 84 и 85. После чего гидропривод 74 осуществляет реверс цепи 72, а штырь 76 входит в захват 86 пластин. В этом положении центр штыря 76 совпадает с центром стояка 7. Указанным путем происходит фиксация стояка с блоком на поса0 дочный штырь 76.
Затем происходит перемещение цепи 72 вперед на шаг и на позицию V приходит свободный штырь 76. В зависимости от диаметра модельного блока он может проставляться на каждый последующий штырь, через штырь, через два штыря и т.д. В системе управления линией предусмотрена возможность, дающая в случае необходимости команду на проход пустых штырей мимо позиции V.
Снятые со стола 5 стояки 7 с модельными блоками накапливают в магазине-накопителе 69 и затем предпочтительно манипулятором (не показан) передают на последующие технологические операции, связанные с изготовлением керамической формы.
5 Порожние стояки (после выплавки или выжигания модельного состава из керамической формы) также предпочтительно манипулятором подают на штыри 76 магазина- накопителя 93. Последовательно они поступают на позицию VII, где штырь 76 фикси0 рует фиксатор 95, аналогичный по конструкции фиксатору 82. Затем средство (манипулятор) 94 для простановки порожних стояков, аналогичное по конструкции средству 68, устанавливает стояки 7 на штыри 8 (фиг. 4) на столе 5.
Команда на включение манипулятора 94 в работу поступает после того, как с механизма 66 (фиг. 15), размещенного между позициями VI и VII, не поступит команда о наличии на столе 5 стояка 7, т.е. на позицию
0 VII поступает свободный штырь 8, т.е. устройство 6 для крепления стояков (фиг. 4) поступит на указанную позицию. В момент его поступления грибок 56 механизма 58 входит в захват 10. Манипулятор 94 в исг ходном положении находится в крайнем нижнем положении с раскрытым клещевым захватом на позиции фиксации штыря 76 и сцентрирован с зафиксированным штырем. Захват зажимает стояк, находящийся на зафиксированном штыре, и привод 24 под0 жимает захват со стояком вверх, снимая последний со штыря 76. Затем привод 21 перемещает захват со стояком на позицию VII. При этом рукоятка стояка входит в кронштейн 11, а захват находится над ним. Предварительно привод 58 с помощью грибка 56
5 оттягивает штырь 8 вниз, освободив тем самым зону в кронштейне 11 для свободного прохода рукоятки стояка. После того, как стояк введен в кронштейн, привод 28 поднимает захват вверх и сажает в коническое посадочное отверстие 12 в кронштейне 11, затем привод 58 перемещает вверх грибок 56, который возвращает вверх штырь 8. Последний входит в полость стояка 7. При этом пружины 13, поджимая его вверх, освобождают грибок 56 от взаимодействия с захватом 10.
После того, как стояк размещен на штыре 8, происходит разжим захвата 17, его возвращение приводом 21 в положение над штырем 76 и опускание в этом положении вниз на исходную позицию для зажима нового стояка. Происходит поворот стола 5, и стояк 7, проходя с позиции VII на позицию VIII, воздействует на механизм 67 (фиг. 15), который дает команду на включение в работу средства 16 (фиг. 6-9) для переноса и ориентации первого модельного звена с автомата 1 для их изготовления на порожний стояк 7. Далее цикл изготовления модельного блока повторяют.
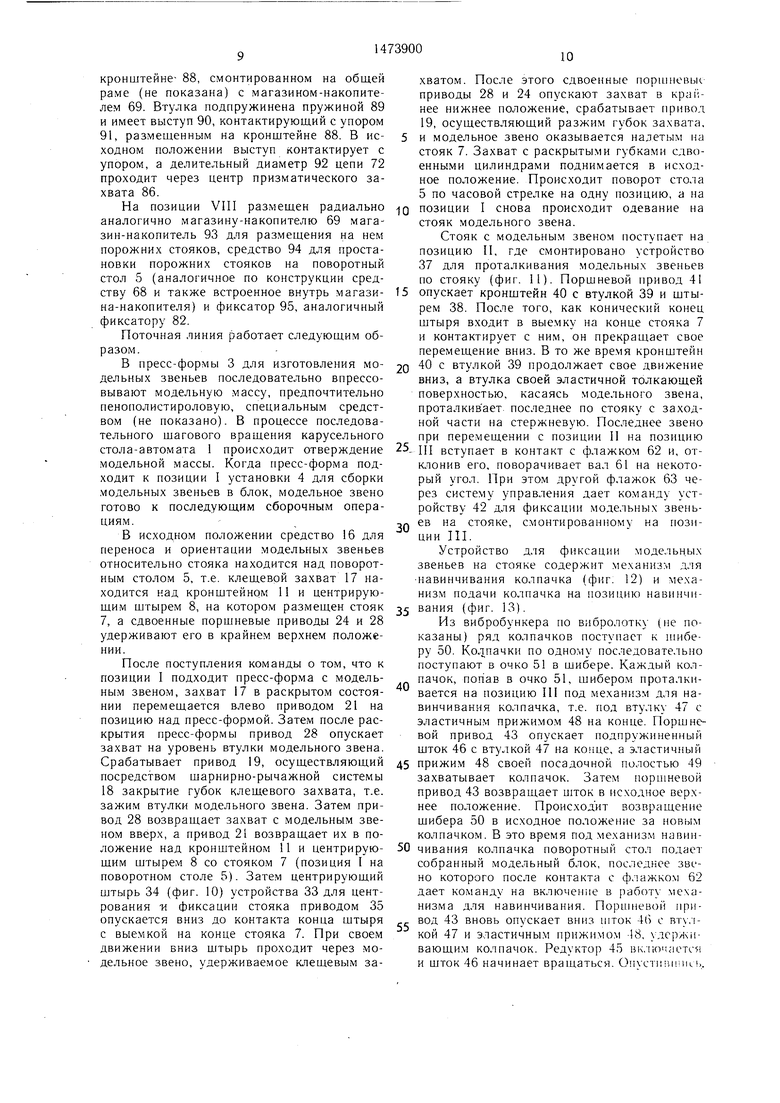
Поточная линия по сравнению с известной обладает более широкими технологическими возможностями. В магазине-накопителе можно накапливать блоки разного диаметра и номенклатуры, удобно их группировать. Кроме того, конструкция накопителя позволяет легко изменить его вместимость за счет удлинения цепи, изменять его трассу в зависимости от конкретной планировки,
Q так как накопитель представляет собой гибкую систему, а не жесткую, как у карусельных роторов. Накопитель прост по конструкции и надежен при эксплуатации, его удобно обслуживать как при наладке, так и в процессе производства. Конструкция накопителя способствует росту производительности всей линии, так как в случае изготовления бракованного модельного звена в одной пресс-форме не надо останавливать процесс, как это бывает в роторных линиях жесткого типа, а можно продолжать изготавливать блоки.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |
| Устройство для сборки, охлаждения и транспортировки модельных блоков | 1981 |
|
SU1006037A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Линия для производства биметаллических отливок | 1990 |
|
SU1797515A3 |
| УСТАНОВКА ДЛЯ ВЫПЛАВКИ МОДЕЛЬНОГО СОСТАВА И ОБЖИГА ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2305020C2 |
| Агрегат для изготовления грампластинок | 1984 |
|
SU1229069A1 |
| Приспособление для съема модельного блока со стояка | 1981 |
|
SU1013082A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство подачи предметов | 1988 |
|
SU1609737A1 |

Изобретение относится к литейному производству, в частности к средствам для изготовления модельных блоков для литья по выжигаемым и выпловляемым моделям, преимущественно пенополистироловым. Сущность изобретения: магазины-накопители выполнены в виде цепных с возможностью реверса горизонтально замкнутах конвейеров с посадочными штырями в отверстиях шарниров цепи. Манипуляторы для съема модельных блоков и простановки порожних стояков расположены между ветвями цепных контейнеров. На магазинах-накопителях закреплены фиксаторы точного останова посадочных штырей, выполненные в виде поворотных подпружиненных вилбчатых призм и расположенные на торцах цепных конвейеров, примыкающих к поворотному столу. 1 ил.
ФигЛ
C4J
N
S
ы
006 е/н
ФИ&4
Фиг.5
П
18 19 20
4- зо
23
37
2
Фиг.6
17
0UI.W
9/7
ffii
Ы
ообеш
52
I Н.Г II tt тНх 31
Фиг 13
-Ш-#
о о
ON
m С--
fy
Фм.17
Фиг.18
Фиг. Ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брускин Д | |||
| М | |||
| Изготовление выплавляемых моделей .для точного литья | |||
| - М.: Высшая школа, 1965, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с 197-199, рис | |||
| Счетная таблица | 1919 |
|
SU104A1 |
