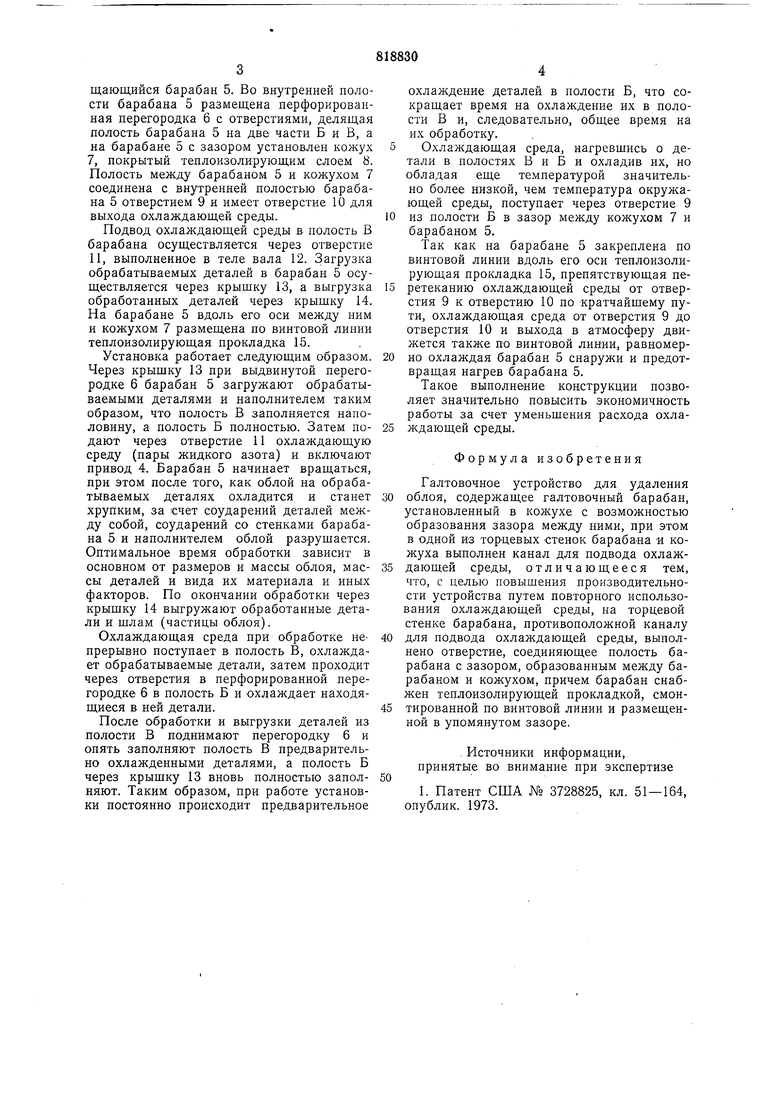
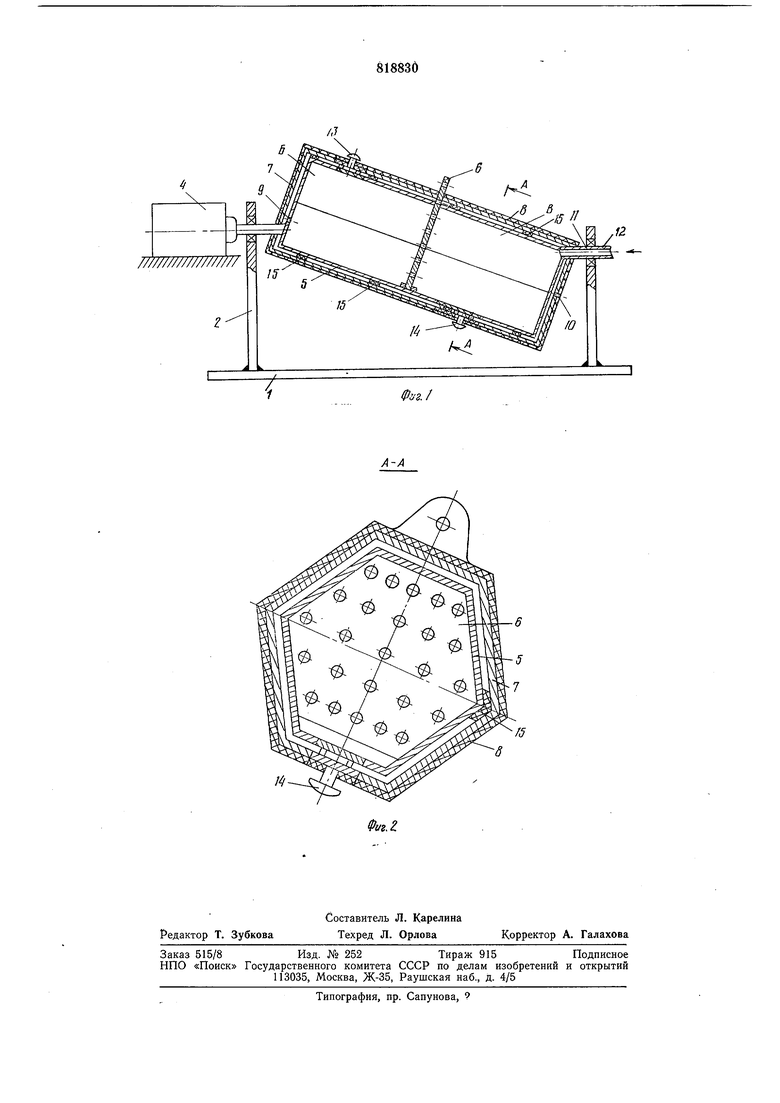
щающийся барабан 5. Во внутренней нолости барабана 5 размещена перфорированная перегородка 6 с отверстиями, делящая полость барабана 5 на две части Б и В, а на барабане 5 с зазором установлен кожух 7, покрытый теплоизолирующим слоем 8. Полость между барабаном 5 и кожухом 7 соединена с внутренней полостью барабана 5 отверстием 9 и имеет отверстие 10 для выхода охлаждающей среды.
Подвод охлаждающей среды в полость В барабана осуществляется через отверстие И, выполненное в теле вала 12. Загрузка обрабатываемых деталей в барабан 5 осуществляется через крышку 13, а выгрузка обработанных деталей через крышку 14. На барабане 5 вдоль его оси между ним и кожухом 7 размещена по винтовой линии теплоизолирующая прокладка 15.
Установка работает следующим образом. Через крышку 13 при выдвинутой перегородке 6 барабан 5 загружают обрабатываемыми деталями и наполнителем таким образом, что полость В заполняется наполовину, а полость Б полностью. Затем подают через отверстие 11 охлаждающую среду (пары жидкого азота) и включают привод 4. Барабан 5 начинает вращаться, при этом после того, как облой на обрабатываемых деталях охладится и станет хрупким, за счет соударений деталей между собой, соударений со стенками барабана 5 и наполнителем облой разрушается. Оптимальное время обработки зависит в основном от размеров и массы облоя, массы деталей и вида их материала и иных факторов. По окончании обработки через крышку 14 выгружают обработанные детали и шлам (частицы облоя).
Охлаждающая среда при обработке непрерывно поступает в полость В, охлаждает обрабатываемые детали, затем проходит через отверстия в перфорированной перегородке 6 в полость Б и охлаждает находящиеся в ней детали.
После обработки и выгрузки деталей из полости В поднимают перегородку 6 и опять заполняют полость В предварительно охлажденными деталями, а полость Б через крышку 13 вновь полностью заполняют. Таким образом, при работе установки постоянно происходит предварительное
охлаждение деталей в полости Б, что сокращает время на охлаждение их в полости В и, следовательно, общее время на их обработку.
Охлаждающая среда, нагревшись о детали в полостях В и Б и охладив их, но обладая еще температурой значительно более низкой, чем температура окружающей среды, поступает через отверстие 9
из полости Б в зазор между кожухом 7 и барабаном 5.
Так как на барабане 5 закреплена по винтовой линии вдоль его оси теплоизолирующая прокладка 15, препятствующая перетеканию охлаждающей среды от отверстия 9 к отверстию 10 по кратчайшему пути, охлаждающая среда от отверстия 9 до отверстия 10 и выхода в атмосферу движется также по винтовой линии, равномерно охлаждая барабан 5 снаружи и предотвращая нагрев барабана 5.
Такое выполнение конструкции позволяет значительно повысить экономичность работы за счет уменьшения расхода охлаждающей среды.
Формула изобретения
Галтовочное устройство для удаления
облоя, содержащее галтовочный барабан, установленный в кожухе с возможностью образования зазора между ними, при этом в одной из торцевых стенок барабана и кожуха выполнен канал для подвода охлаждающей среды, отличающееся тем, что, с целью повышения производительности устройства путем повторного использования охлаждающей среды, на торцевой стенке барабана, противоположной каналу
для подвода охлаждающей среды, выполнено отверстие, соединяющее полость барабана с зазором, образованным между барабаном и кожухом, причем барабан снабжен теплоизолирующей прокладкой, смонтированной по винтовой линии и размещенной в упомянутом зазоре.
. Источники информации, принятые во внимание при экспертизе
1. Патент США № 3728825, кл. 51 - 164, опублик. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
| Устройство для обработки полимерных изделий | 1991 |
|
SU1808710A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Устройство для вибрационной обработки | 1984 |
|
SU1328166A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU897543A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1719235A2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
/
