(54) УСТРОЙСТБО ДЛЯ ПОДАЧИ И МЕРНОЙ РЕЗКИ ПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки изделий | 1978 |
|
SU723814A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Устройство для контроля тормозной системы с независимыми гидравлическими контурами | 1970 |
|
SU505340A3 |
| Устройство для ступенчатой разделки высокочастотного кабеля | 1986 |
|
SU1372439A1 |
| Устройство для изготовления щеток | 1986 |
|
SU1442180A1 |
| Устройство для намотки и обвязки бунтов | 1982 |
|
SU1090617A1 |
| Упор к отрезному станку для резки длинномерных заготовок | 1980 |
|
SU946826A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Летучие ножницы | 1982 |
|
SU1013139A1 |
| Тормоз транспортного средства | 1982 |
|
SU1054159A1 |
I
Изобретение относится к электротехнической промышленности и, в частности, к изготовлению комплектов мерных электропроводов для монтажа электротехнических изделий.
Известно устройство для подачи и мерной резки проводов, содержащее установленные на основании каретку с эксцентриковыми захватами и управляющими ими электромагнитами, программный механизм, выполненный в виде барабана с упорами, отрезной механизм 1.
Однако в известном устройстве перестройка с одной длины провода на другую связана с необходимостью остановки привода и перемещением упоров на необходимую величину, что ведет к резкому снижению п изводительностн при изготовлении проводов по одному или мелкими партиями (до 3-10 щт.). Этот недостаток исключает применение устройства в единичном и мелкосерийном производстве, где провода необходимо изготовлять в последовательности, задаваемой технологией их монтажа на изделие.
Целью изобретения является повышение производительности устройства.
Поставленная цель достигается тем, что привод захвата выполнен в виде сдвоенных цилйндровг -установленных последовательно на основании с возможностью аксиального перемещения и подключенных параллельно к источнику энергии, а щтоки связаны между собой попарно.
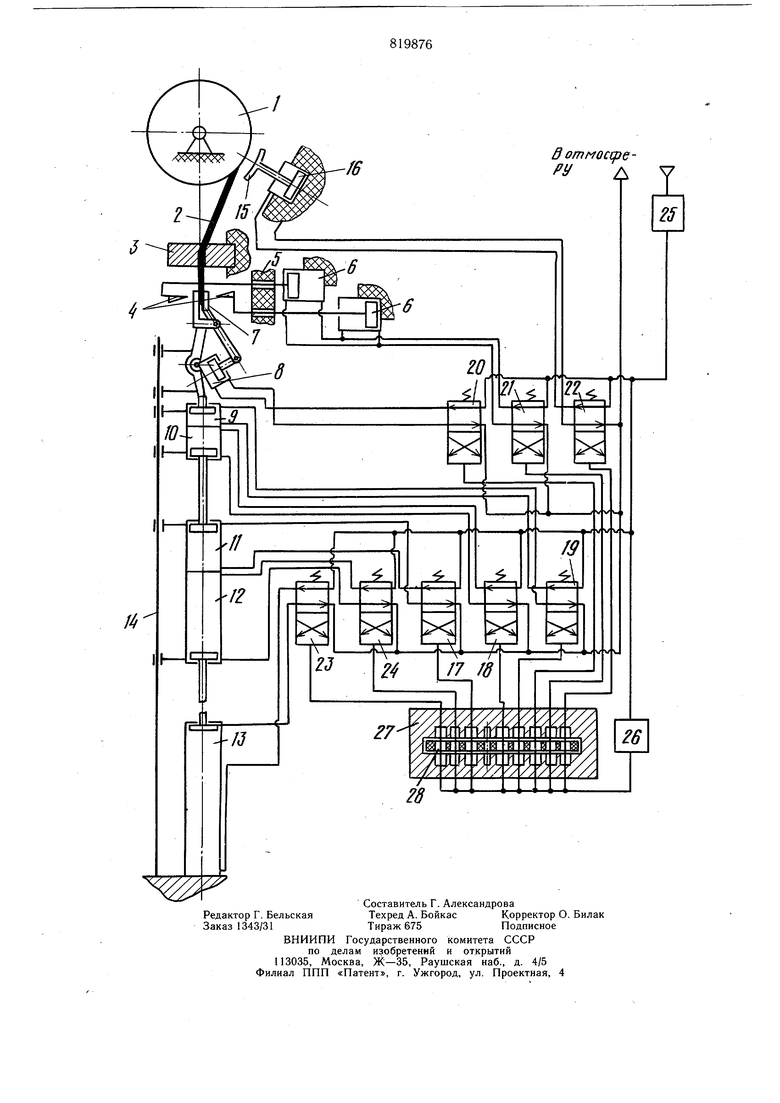
На чертеже изображено предлагаемое устройство.
Устройство содержит катущку 1 с проводом 2, направляющий элемент 3 для провода, механизм отрезки (ножи 4), установленный в направляю,щей 5 и соединенный с пневмоцилиндрами 6, захват 7, соединенный с пневмоцилиндром 8. Привод захвата выполнен в виде сдвоенных цилиндров 9, 10, 11, 12, 13, установленных на основании 14 с возможностью аксиального перемещения и подключенных параллельно к источнику энергии, а щтоки связаны между собой попарно.
Устройство содержит также тормоз 15, соединенный с пневмоцилиндром 16, механизм управления приводом захвата и дру-гими рабочими органами, включающий золотники 17-24, вентиль 25, регулятор давления 26, вводное устройство 27 с перфолентой 28.
Работает устройство следующим образом.
Сжатый воздух из сети через вентиль 25 и регулятор давления 26 подается к вводному устройству 27. При движении перфоленты 28 в направлении, перпендикулярном плоскости чертежа, на выходе вводного устройства создается комбинация давлений, соответствующая параллельному коду выполняемой команды.
По магистралям давление подаётся под торцы золотников 17-24, которые соответствующим образом переключают полости пневмоцилиндров 6, 8-13 и 16, которые осуществляют соответствующие, перемещения рабочих органов (ножей 4, захвата 7 и тормоза 15). В исходном положении под давлением находятся правая (по чертежу) полость цилиндра 16, левая (по чертежу) полость цилиндра 8, нижние (по чертежу) полости цилиндров 9, 11 и 13, верхние (по чертежу) полости цилиндров 10 и 12, т. е. катушка 1 заторможена тормозом 15, захват 7 разжат цилиндром 8 и находится под действием цилиндров 9-13 в крайнем верхнем (по чертежу) положении. Ножи 4 под действием цилиндров 6 разведены. Исходное положение характеризуется следующим -положением золотников 17-24: 17 - «О, 18 - «О, 19 - «О, 20 - «1, 21 - «О, 22 - «1, 23 - «О, 24 - «О. (Под положением «О золотников понимается такое положение, которое они занимают под действием пружин, когда под их торцы не подается давление через отверстие в перфоленте, т. е. когда в соответствующей дорожке, управляющей золотником, нет отверстия. Под положением «1 понимается такое положение, которое занимает золотник под действием давления, подающегося через отверстие
в перфоленте).
Первым срабатывает пневмоцилиндр 8, и захват 7 захватывает конец исходного провода 2. После этого срабатывал/т пневмоцилиндры 9-13 таким образом, чтобы обеспечить вытяжку провода 2 на заданную длину. Длины ходов пневмоцилиндров 9-13 относятся как 2°:2:22:23:2. Например, длина хода пневмоцилиндра 9 равна 20 мм. Тогда длина хода пневмоцилиндра 10 равна 40 мм, пневмоцилиндра 11-80 мм, пневмоцилиндра 12-160 мм, пневмоцилиндра 13-320 мм. Суммарная длина хода системы равна 20 + 40 + 80+160 + 320 620 мм.
В этом случае возможно изготовление проводов длиной от 20 до 620 мм с щагом через 20- мм (т. е. 20 мм, 40 мм, 60 мм и т. д.). Например, для вытяжки провода длиной 260 мм потребуется срабатывание пневмоцилиндров 12, 11 и 9. После срабатывания пневмоцилиндров 9-13 и вытяжки провода срабатывают пневмоцилиндры 6 и ножами 4 отсекают провод, после чего пневмоцилиндр 8 размыкает захват 7 и готовый провод сбрасывается. После сбрасывания провода механизмы возвращаются в исходное положение и цикл повторяется. Тормоз 15 отводится от катущки 1 пневмоцилиндром 16 на время вытяжки провода. В остальное время катушка 1 заторможена, что препятствует самопроизвольному разматыванию провода с катущки.
Управление каждым пневмоцилиндром производится золотниками, каждый из которых в свою очередь управляется отдельной дорожкой перфоленты.
Поэтому провод любой длины может быть изготовлен без перенастройки при вводе информации с соответствующей перфоленты, что создает предпосылки для использования устройства в мелкосерийном и единичном производстве для изготовления проводов в последовательности, задаваемой технологией их монтажа на изделие. Эта особенность позволяет использовать устройство в мелкосерийном и единичном производстве, в частности, при изготовлении низковольтных комплектных устройств в заводских условиях.
Формула изобретения
Устройство для подачи и мерной резки проводов, содержащее установленные на основании механизм отрезки, захват с приводом возвратно-поступательного перемещения, связанным с источником энергии, и программный механизм управления приводом захвата, отличающееся тем, что, с целью повышения производительности, привод захвата выполнен в виде сдвоенных цилиндров, установленных последовательно на основании с возможностью аксиального перемещения и подключенных параллельно к источнику энергии, а щтоки связаны между собой попарно.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 456334, кл. Н 02 G 1/12, 1972.
/
В отмосшвРУ л
