(54) УПОР К ОТРЕЗНОМУ СТАНКУ ДЛЯ РЕЗКИ Д.ЛИННОМЕРНЫХ ЗАГОТОВОК Изобретение относится к обработке металлов и может быть использовано в машиностроении для резки длинномерных заготовок. Известен упор к отрезному станку для резки длинномерных заготовок, содержащий oci-ование, смонтированную в направляющих каретку, привод каретки с редуктором, головку упора, щарнирно закрепленную одним своим концом на каретке и связанную с силовым цилиндром 1. Недостатком известного упора является отсутствие механизма точной доводки, так как в случае малой скорости перемещения упора будет обеспечена точность остановки, но не обеспечивается производительность, что важно в условиях мелкосерийного производства с большой номенклатурой заготовок. При больщой скорости перемещения заготовки невозможно обеспечить уочность остановки. Кроме того, головка упора связана с пневмоцилиндром привода ее поворота через промежуточный рычаг, что снижает демп |)ирующие возможности указанного пневмоцилиндра. Цель изобретения - повышение точности отмера и производительности за счет сокращения времени настройки. Поставленная цель достигается те.м, что упор к отрезному станку для резки длинномерных заготовок, содержащий основание, смонтированную в направляющих каретку, привод каретки с редуктором, головку упора, шарнирно закрепленную одним своим концом на каретке и связанную с силовым цилиндром поворота головки упора, снабжен механизмом точной доводки упора, выполненным в виде смонтированного в опорах основания вала со щпоночным пазом, зубчатой передачи, одно зубчатое колесо которой установлено на валу с возможностью перемещения вдоль щпоночного паза, а другое связано через управляемую муфту с редуктором, промежуточных опор для вала и двуплечих рычагов, на обоих концах которых смонтированы промежуточные опоры. Для уменьщения ударных нагрузок, действующих на привод, головка упора вторым своим концом шарнирно соединена со щтоком силового цилиндра, при этом поршневая
полость силового цилиндра снабжена предохранительным клапаном.
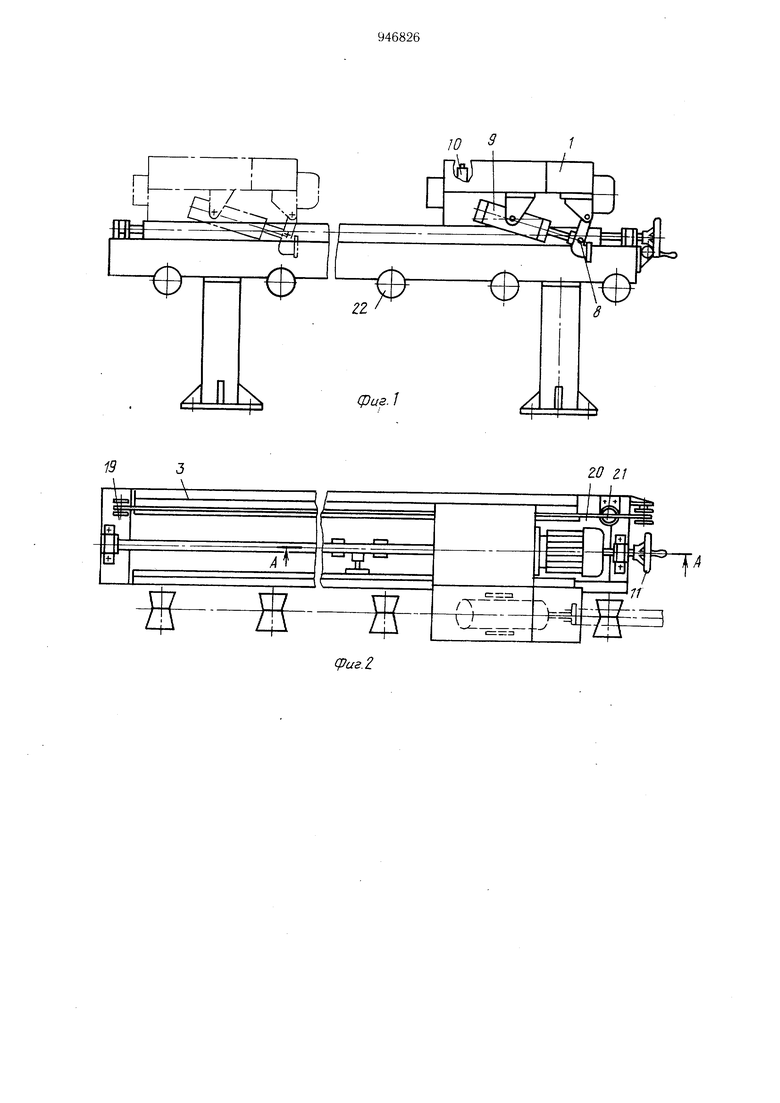
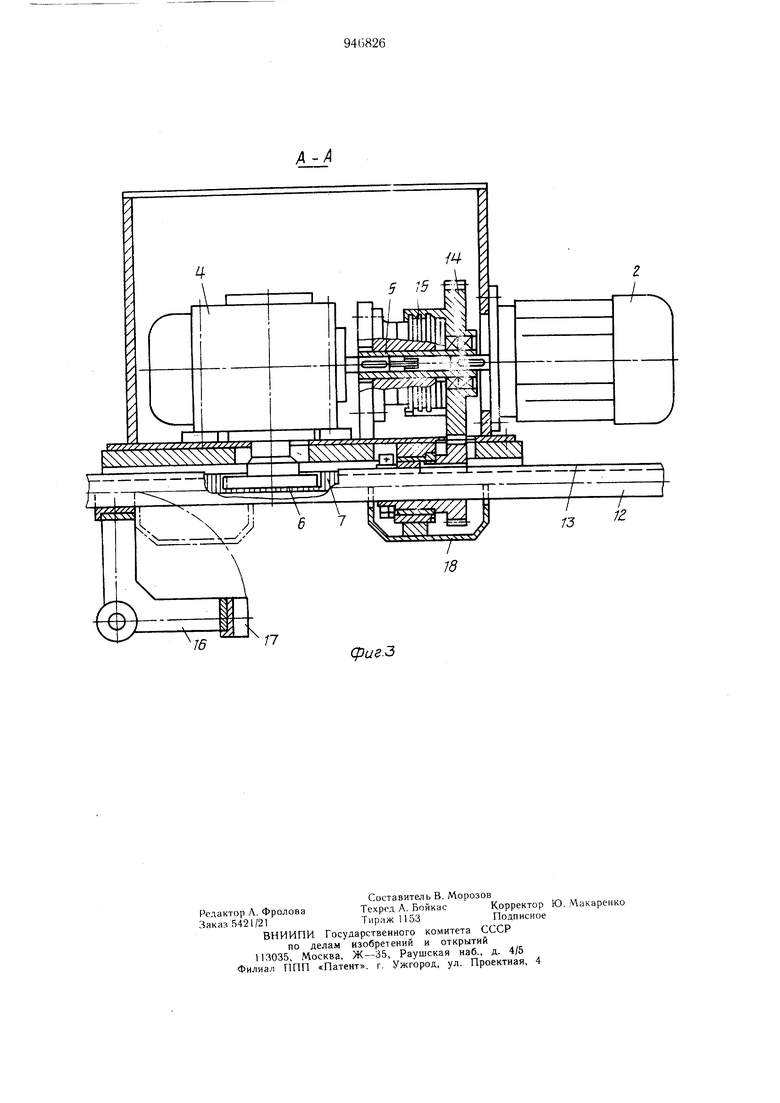
На фиг. 1 изображен упор, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2.
Упор к отрезному станку для резки длинномерных заготовок содержит каретку 1, выполненную с возможностью перемещения от электродвигателя 2 по направляющим 3. Соосно электродвигателю 2 установлен самотормозящийся редуктор 4, имеющий быстроходный вал, сопряженный втулочной муфтой 5 с валом электродвигателя 2, и тихоходный вал, на котором насажена зубчатая шестерня 6, кинематически связанная с зубчатой рейкой 7, установленной на направляющих 3.
На корпусе каретки 1 щарнирно закреплена одним своим концом головка 8 упора. Второй конец головки упора связан со щтоком пневмоцилиндра 9 привода поворота головки 8 упора. К порщневой полости пневмоцилиндра 9 подключен предохранительный клапан 10.
Каретка 1 снабжена механизмом точной доводки, выполненным в виде управляемого вручную маховичком 11 многоопорного вала 12 со щпоночным пазом 13. Многоопорный вал 12 связан зубчатой передачей 14 и дистанционно управляемой муфтой 15, расположенной СООСНО с втулочной муфтой 5, с быстроходным валом редуктора 4.
Промежуточные опоры многоопорного вала 12 выполнены в виде поворотных в плоскости оси вала 12 двуплечих рычагов 16 со взаимно перпендикулярными плечами, сопрягаемые поверхности 17 которых образуют промежуточные опоры для вала 12.
На каретке 1 жестко закреплен кулачок 18 для управления двуплечим рычагом 16.
Узел отсчета выполнен в виде установленных на направляющих 3 двух роликов 19, на которые одета бесконечная лента 20 с делениями, соединенная с кареткой 1 и проходящая через визирное устройство 21, расположенное возле отрезного станка.
Упор работает следующим образом. Для отмера заданной длины заготовки производится предварительная (грубая) установка головки 8 упора от линии реза с помощью электродвигателя 2, а точная - с помощью механизма точкой доводки. Контроль отмера осуществляется визирным устройством 21.
При включении в толчковом режиме электродвигателя 2 происходит перемещение каретки 1 по направляющим 3. При этом щарнирно связанная с кареткой 1 головка 8 упора за счет взаимодействия щеотерни 6 с рейкой 7 с невысокой точностью настраивается на длину отрезаемой заготовки.
Для точной установки головки 8 упора на заданную длину отмера необходимо вручную- вращать маховичок 11, приводя в движение многоопорный вал 12.
Вращение многоопорного вала 12 за счет зубчатой передачи 14 и дистанционно управляемой муфты 15 передается быстроходному валу редуктора 4. При этом фиксация каретки 1 в положении,соответствующем заданной длине отрезаемой заготовки с необходимой точностью, осуществляется за счет самотормозящегося редуктора. Одновременно с перемещением каретки 1 перемещается жестко связанный с ней кулачок 18, который нажимает на плечо рычага 16, перебрасывая его в другое положение и обеспечивая поддержку многоопорного вала 12.
Подачей воздуха в поршневую полость пневмоцилиндра 9 опускают головку 8 упора в нижнее положение, и при ударе заготовки о головку 8 упора в полости сжимается, выполняя функции демпфера. После остановки конвейера 22 пнев.моцилиндр 9 возврап1ает заготовку в заданное положение.
Чтобы освободить путь мерной заготовки, создается давление в штоковой полости пневмоцилиндра 9, и головка 8 упора поднимается. При возникнове1ши ударных нагрузок, превышающих допустимые, срабатывает предохранительный клапан 10, и заготовка проходит под головкой 8 упора, не вызывая поломок.
Предлагаемый упор по сравнению с известным обладает высокой точностью отмера и высокой производительностью.
Форм1 ла изобретения
1.Упор к отрезному станку для резки длинномерных заготовок, содержащий основание, смонтированную в направляюпшх каретку, привод каретки с редуктором, головку упора, шарнирно закрепленную одним своим концом на каретке и связанную с цилиндром поворота головки упора, отличающийся тем, что, с целью повышения точности отмера и повышения производительности за счет сокращения времени настройки, он снабжен механизмом точной доводки упора, выпо.лненным в виде смонтированного в опорах основания вала со 1ипоночным пазом, зубчатой передачи, одно зубчатое колесо которой установлено на валу с возможностью перемещения вдоль шпоночного паза, а другое связано через управляемую муфту с редуктором, промежуточных опор для вала и двуплечих рычагов, на обоих концах которых смонтированы промежуточные опоры.
2.Упор по п. 1, отличающийся тем, что головка упора вторым своим концом шарнирно соединена со штоком силового цилиндра, при этом порщневая полость силового цилиндра снабжена предохранительны.м клапаном.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 453250, кл. В 23 D 33/И), 1973 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Упор к отрезному станку для резки длинномерных заготовок | 1987 |
|
SU1440628A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1990 |
|
SU1761391A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| Устройство для резки движущегося длинномерного материала | 1986 |
|
SU1323257A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Устройство для раскроя и сбрасывания длинномерных стержневых заготовок | 1980 |
|
SU969473A1 |
| Станок для разрезания штучного проката | 1973 |
|
SU462696A1 |
19
3
го 2/
