1
Изобретение относится к машиностроеиию, в частности к оборудовамию для оварки и наплавки деталей.
Известен линейный шаговый привод, содержащий управляемый от программного управления шаговый двигатель, соединенный механической передачей с втулкой, скользяшей по винту-золотнику, установленному в линии управления гидроаппаратуры 1.
Указанное устройство громоздко и сложно и поэтому в наплавочном оборудовании не применяется.
Известно также устройство для шаговой подачи, содержащее механизм перемещения детали с приводом и толкатель 2.
Недостатком этого устройства является невозможность плавного регулирования шага подачи.
Цель изобретения - расширение технологических возможностей устройства путем осуществления плавного регулирования шага наплавки.
Для достижения поставленной цели устройство, содержан1ее механизм перемещения детали с приводом и толкатель, снабжено электромагнитным тормозом, установленным на механизме перемещения детали с возможностью фиксации толкателя, а толкатель установлен на механизме перемещения детали подвижно относительно последнего.
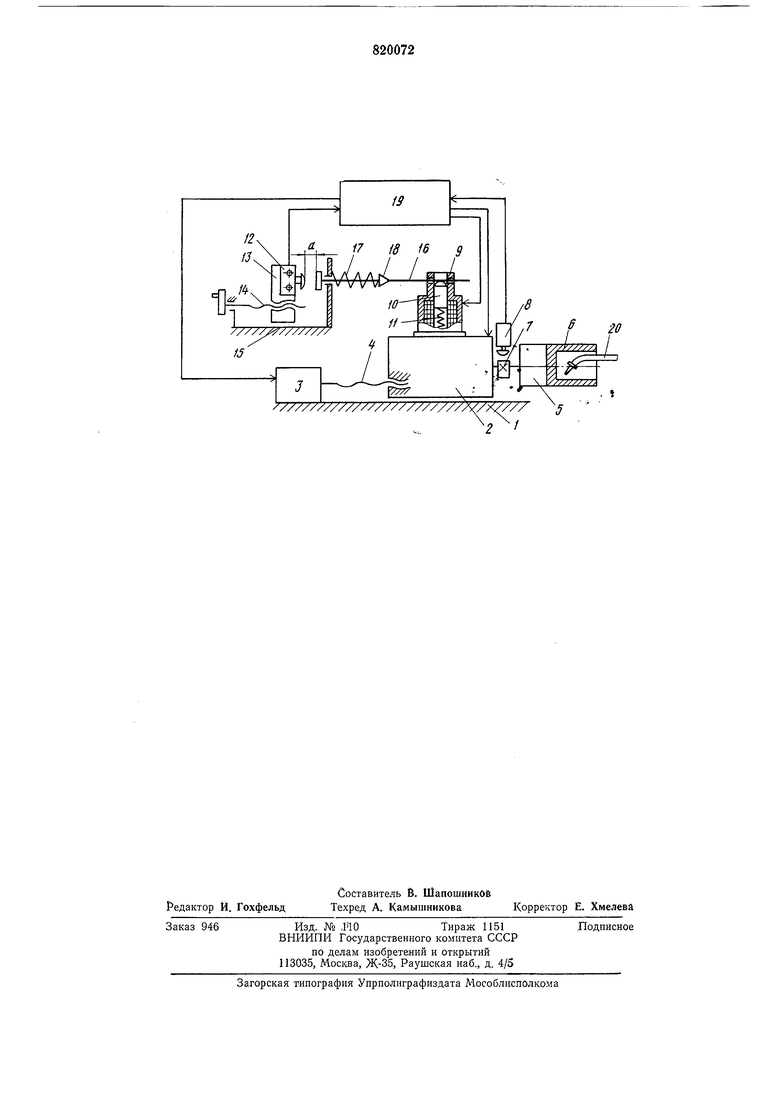
На чертеже показан общий вид предлагаемого устройства.
На станине 1 расположен механизм 2 вращения наплавляемой детали, закреплен реверсивный электродвигатель 3 с ходовым винтом 4. Механизм вращения приводит в движение кондуктор 5 с закрепленной на
нем деталью 6. На валу кондуктора закреплен кулачок 7, который воздействует на датчик 8. На корпусе механизма вра1цения установлен электромагнит 9 с якорем 10 и пружиной 11. Концевой выключатель 12 установлен на салазках 13, связанных с винтом 14. Винт 14 установлен в кронштейне 15. В направляющей кронштейна 15 и отверстиях корпуса электромагнита 9 размещен толкатель 16, который установлен с возможностью отжима от кронштейна 15 и от расположенного на одной с ним оси концевого выключателя 12 пружиной 17 через упор 18. Блок автоматики 19 предназначен для управления электромагнитом 9, электродвигателями механизма вращения 2 и реверсивным электродвигателем перемещения 3. Наплавка детали 6 осуществляется наплавочной головкой 20.
Работает устройство следующим образом.
Механизм вращения 2 неремещается по направляющим станины 1 в положение начала сварми реверсивным электродвигателем перемещения 3 посредством ходового винта 4. Кондуктор 5 устанавливается в исходное полол ение и включается в работу наплавочная головка 20 и механизм вращения 2, обеспечивающий вращение кондуктор-а 5 1C дегталью 6, а также расиолОжвнного на одном с ним валу кулачка 7, который воздействует на датчик 8. При возникновении сигнала в датчике 8 блок автоматики 19 подает напряжение на электромотор-редуктор 3, который, вращая ходовой винт, перемещает механизм вращения 2 с деталью 6 по станине 1. Вместе с механизмом вращения движется электромагнит 9 и толкатель 16, который зажат в корпусе электромагнита усилием пружины И через якорь 10. При этом двилсение штока 16 вызывает сжатие пружины 17. Перемещение механизма вращения будет продолжаться до момента воздействия пятки толкателя 16 на концевой выключатель 12. При срабатывании концевого выключателя 12 на блок автоматики подается сигнал, который обеспечивает прекращение подачи тока к реверсь1вному электродвигателю перемещения 3 и его остановку. Механизм 2 прекращает перемещаться по станине 1. По истечении интервала времени с электрической схемы 19 подается импульс тока на электромагнит 9, обеспечивающий кратковременное втягивание яжоря 10, жоггорый, преодолевая усилие дружины И, освобождает толкатель 16, последний под воздействием пружины 17 занимает начальное положение. Прекращение импульса тока на электромагнит 9 обеспечивает освобождение якоря 10 и зажим толкателя 16 усилием пружины 11. Последующее воздействие кулачка 7 на датчик 8 вызывает очередные аналогичные шаговые перемещения механизма вращения 2 и связанных с ним кондуктора 5 и наплавляемой
детали 6 на величину шага наплавки ,, который равен расстоянию между пяткой толкателя 16 и концевым выключателем 12. Требуемая величина шага наплавки устапавливается перемещением салазок 13, на которых концевой выключатель закреплен, с |ПЮ1М10|Щью иийта 14.
Для установки требуемой величины шага наплавки «а винтом 14 перемещают салазки 13 вместе с концевым выключателем 12 так, чтобы раостоякие между пяткой толкателя и кнопкой концевого выключателя равнялось расстоянию, равному шагу наплавки.
Применение предлагаемого устройства позволяет производить наплавку со ступенчатой подачей детали. При этом шаг наплавки может регулироваться плавно и с большой точностью.
Формула изобретения
Устройство для шаговой подачи, преимущественно в наплавочных станках, содержащие механизм перемещения детали с .приводом и толкатель, отличающееся тем, что с целью расширения технологических возможностей устройства путем осуществления плавного регулирования шага наплавки,
устройство снабжено электромагнитным тормозом, установленным на механизме перемещения детали с возможностью фиксации толкателя, а толкатель установлен на механизме перемещения детали подвижно
относительно последнего.
Исггочшиии «1нфар.м ап1ии, примятые во виимание при зшспертизе
1. Авторское свидетельство СССР. № 477820, кл. В 23 Q 5/06, 1973.
2. Авторское свидетельство СССР по заявке № 2635991, кл. В 23 К 37/04, 12.06.78 (прототип).
/7 id IS 9
iL4
-m V V V V
20
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ КОНТАКТНЫХ ДЕТАЛЕЙ | 1970 |
|
SU283967A1 |
| Устройство для шаговой подачи | 1987 |
|
SU1459876A1 |
| Установка для наплавки | 1988 |
|
SU1593819A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| Устройство для программного управления отбором проб воздушной среды в воздухоприемных устройствах силовых установок | 1984 |
|
SU1252756A1 |
| Устройство для наплавки деталей типа тел вращения | 1986 |
|
SU1329931A1 |
| Устройство для наплавки | 1973 |
|
SU478696A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| Штанговый конвейер | 1986 |
|
SU1419957A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |