Предложенное приспособление для закругления торцовых кромок зубцов цилиндрических шестерен на вертикально-фрезерных станках отличается от известных тем, что благодаря расположению оси обрабатываемой шестерни перпендикулярно otH профилированного режущего инструмента и одновременному вращательному и возвратно-поступательному движению щестерни, используется полный профиль режущего инструмента по всей высоте обрабатываемого зуба.
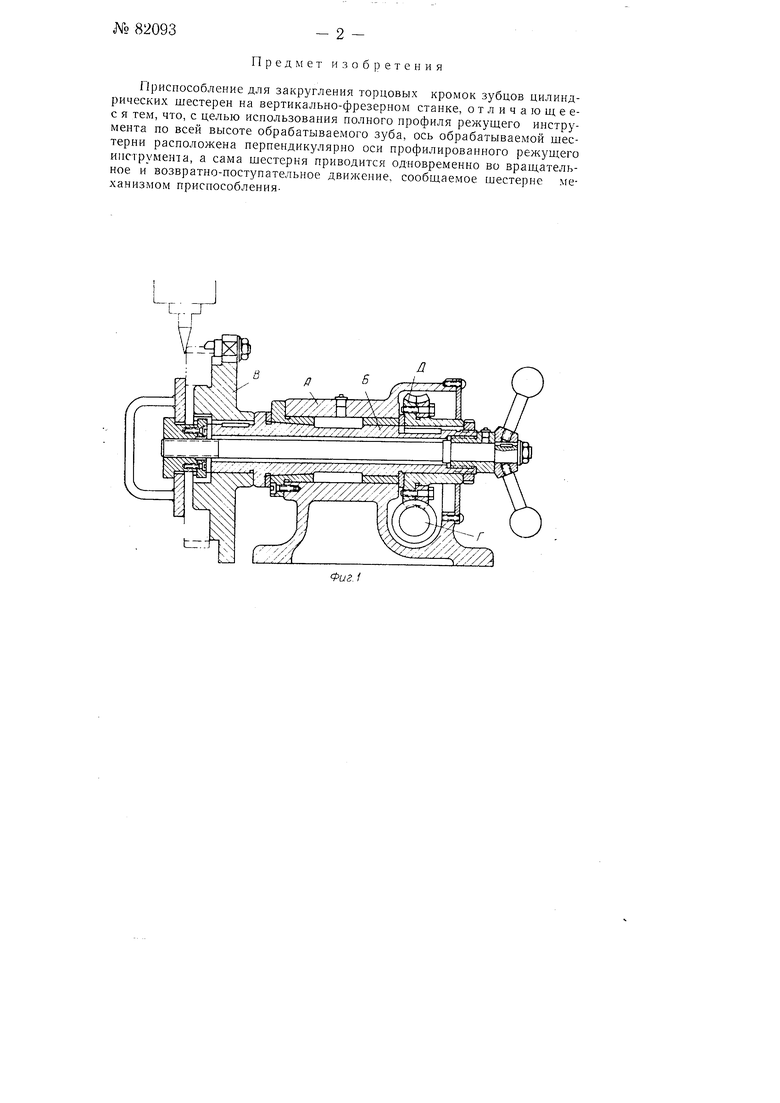
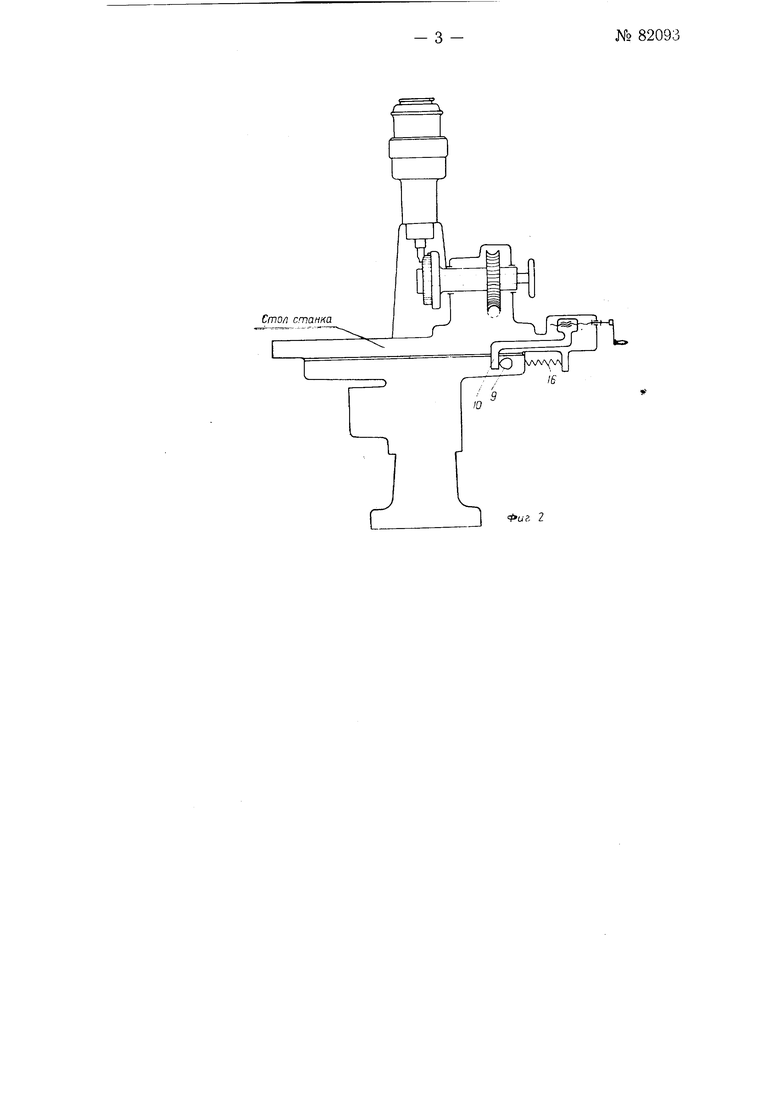
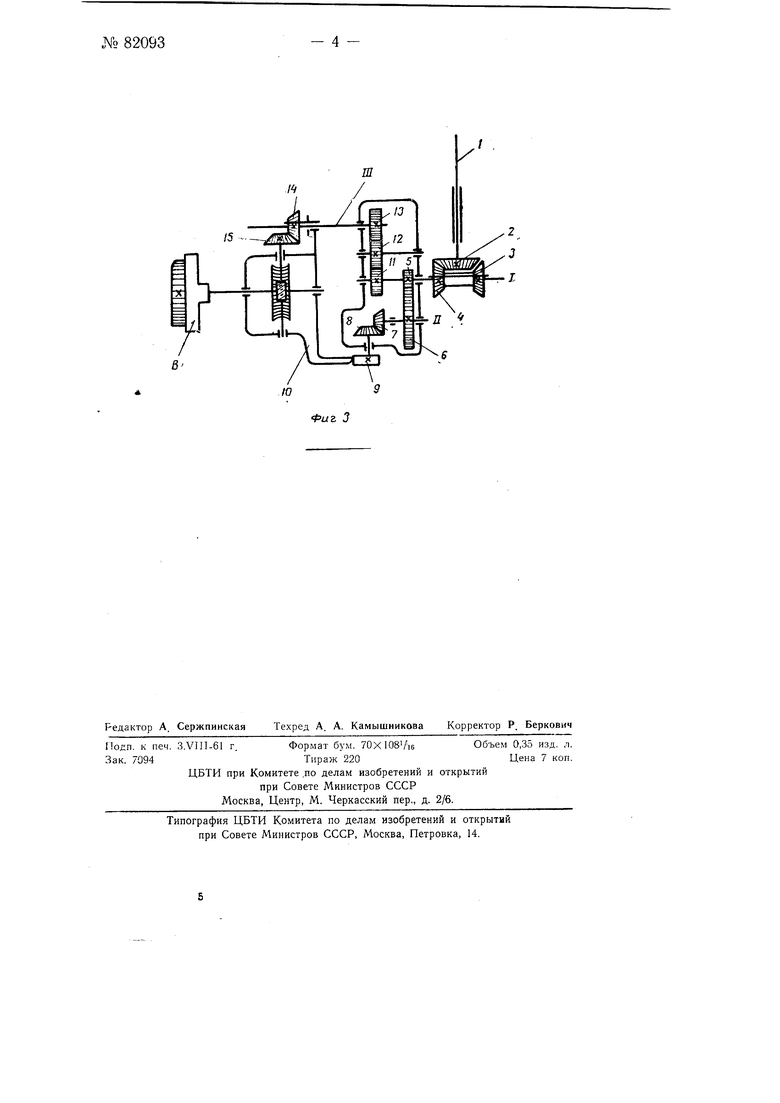
На фиг. 1 схематически показан общий вид приспособления в разрезе; на фиг 2-станок с монтированным на нем приспособлением; на фиг. 3-кинематическая схема приспособления.
Приспособление состоит из корпуса А (фиг. 1), шпинделя Б, диска В для крепления на нем шестерни, червяка Г и червячного колеса Д. Приспособление устанавливается на столе вертикального фрезерного станка и приводится в движение от его коробки подач (не показана на чертеже) через телескопический валик / (фиг. 3). Валик 7 через шестерни 2-3 или 2-4 приводит во вращение распределительный вал /. От вала / движение передается по двум направлениям: через шестерни 5- 6, вал // и конические шестерни 7-8 приводится во вращение кулачок 9; через шестерни 11-13, вал ///, конические шестерни 14-15 и червячную пару приводится во вращение диск В с закрепленной на нем шестерней.
По мере отхода выступа кулачка 9 от упора 10 стола пружина 16 (фиг. 2) возвращает стол в первоначальное положение. Таким образом враплением кулачка 9 обеспечивается возвратно-поступательное перемещение аюговки, а червячной парой - её вращение. Соответствующим подбором щестерен достигается перемещение стола, согласованное с вращением шестерни. За один рабочий ход стола шестерня поворачивается на один зубец. В результате указанного комбинированного (возвратнопоступательного и вращательного) движения шестерни и расположения ие оси перпендикулярно оси профилированного режущего инструмента используется полный профиль режущего инструмента по всей высоте обрабатываемого зуба.
2
№ 82093
Предмет изобретения
Приспособление для закругления торцовых кромок зубцов цилиндрических шестерен на вертикально-фрезерном станке, отличающеес я тем, что, с целью использования полного профиля режущего инструмента по всей высоте обрабатываемого зуба, ось обрабатываемой шестерни расположена перпендикулярно оси профилированного режущего инструмента, а сама шестерня приводится одновременно во враш,ательное и возвратно-поступательное движение, сообщаемое шестерне механизмом приспособления.
Стоп станка
w
/6
