Известные способы прессования обратным методом на горнзонтальных прессах позволяют вести прессование прутков и полос только в одноочковые матрицы.
Предлагаемый способ, с целью ликвидации крупнокристаллического ободка на прессованных изделиях и уменьшения отходов, позволяет производить прессование прутков и полос в многоочковые матрицы, м профилей любой конфигурации-в одноочковые и многоочковые матрицы и профилей с законцовкой обратным методом прессования-на горизонтальных прессах. Осуществление предлагаемого способа достигается применением вместо пробки, используемой при обычном методе прес сования для запирания контейнера, прикрепленного к траверсе прессштемпеля прямого метода прессования.
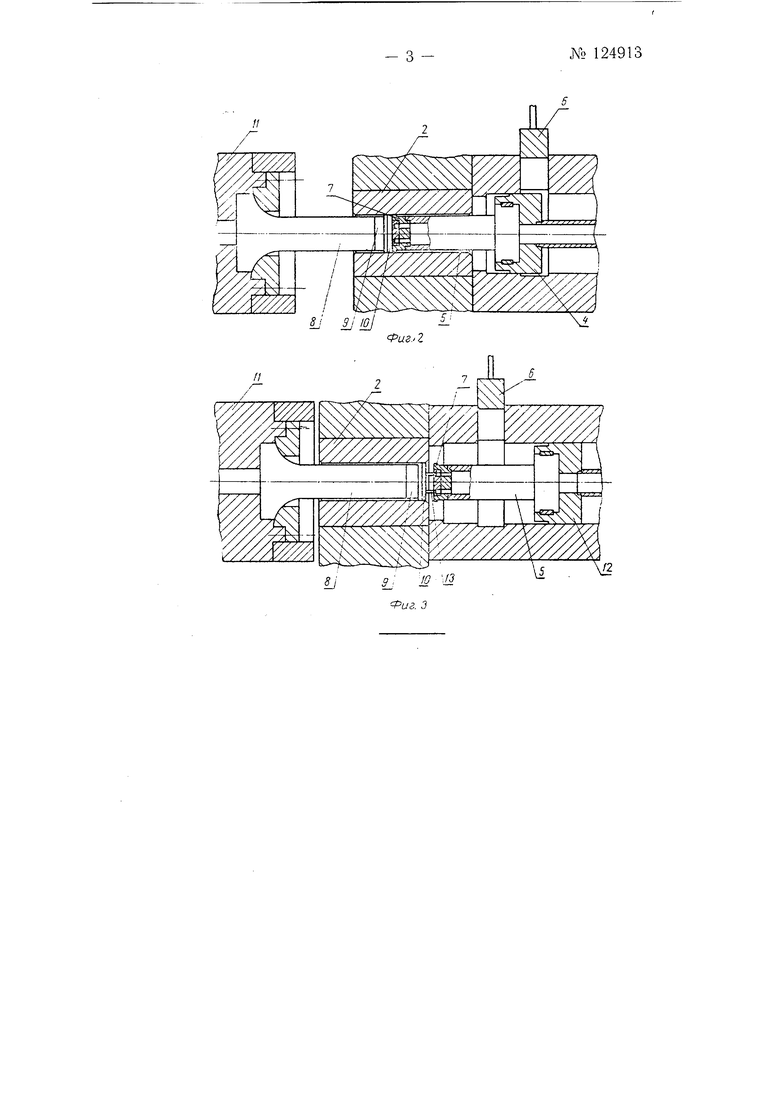
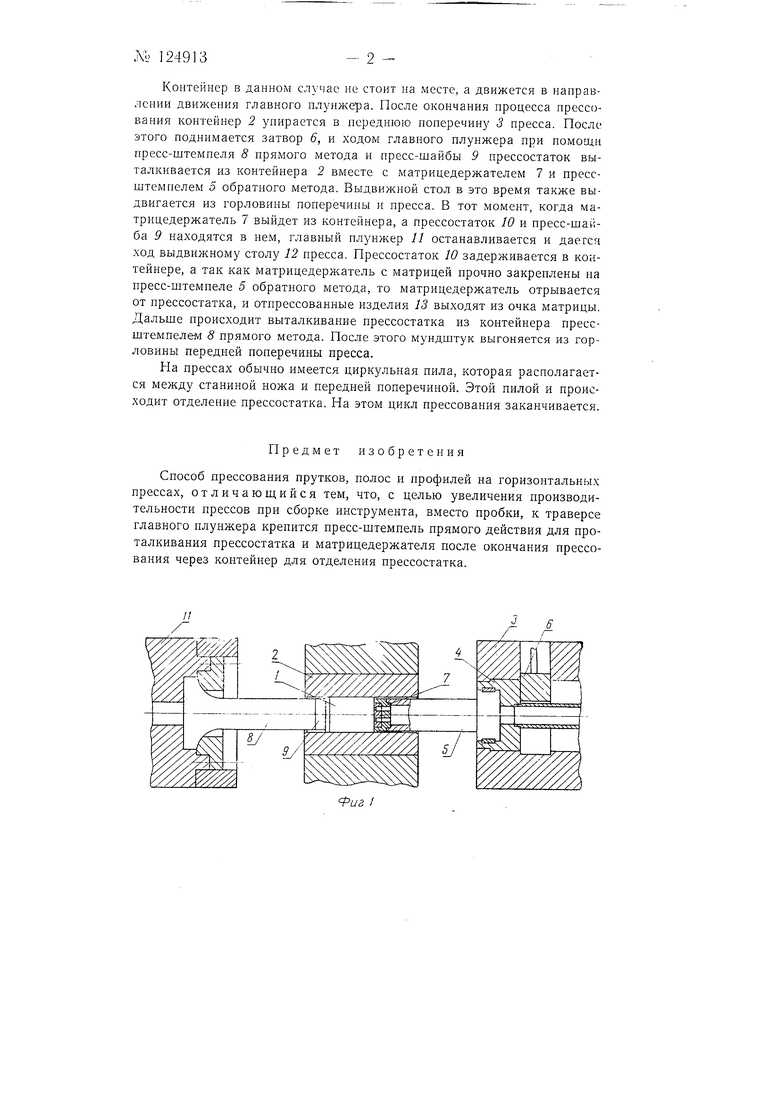
На фиг. 1 показано положение пресса при слитке, загруженном в контейнер; на фиг. 2-при прессовании; на фиг. 3-при выталкивании прессостатка из очка матрицы.
После того, как слиток / заложен в контейнер 2, он отводится з крайнее заднее положение. В горловину иередней поперечины 3 пресса подается выдвижной стол 4 с закрепленным в нем пресс-штемпелем 5 обратного метода и запирается затвором 6. Матрицедержатель 7 в данном случае прочно крепится к пресс-штемпелю обратного метода. Давление главного плуижера через траверсу, пресс-штемпель 8 прямого мегода и пресс-шайбу 9 передается непосре.дственно на слиток. После этого начинается процесс прессования.
Контейнер в данном случае не стоит иа месте, а движется в направлении движения главного плунл ера. После окончания процесса прессования контейнер 2 упирается в переднюю поперечину 3 пресса. После этого поднимается затвор 6, и ходом главного плунжера при помощи пресс-штемпеля 8 прямого метода и пресс-шайбы 9 прессостаток выталкивается из контейнера 2 вместе с матрицедержателем 7 и прессштемпелем 5 обратного метода. Выдвижной стол в это время также выдвигается из горловины поперечины и пресса. В тот момент, когда матрицедержатель 7 выйдет из контейнера, а прессостаток 10 и пресс-шайба 9 находятся в нем, главный плунжер 11 останавливается и даегся ход выдвижному столу 12 пресса. Прессостаток 10 задерживается в контейнере, а так как матрицедержатель с матрицей прочно закреплены па пресс-штемпеле 5 обратного метода, то матрицедержатель отрывается от прессостатка, и отпрессованные изделия 13 выходят из очка матрицы. Дальше происходит выталкивание прессостатка из контейнера прессштемпелем 8 прямого метода. После этого мундштук выгоняется из горловины передней поперечины пресса.
На прессах обычно имеется циркульная пила, которая располагается между станиной ножа и передней поперечиной. Этой пилой и происходит отделение прессостатка. Па этом цикл прессования заканчивается.
Предмет изобретения
Способ прессования прутков, полос и профилей на горизонтальных прессах, отличающийся тем, что, с целью увеличения производительности прессов при сборке инструмента, вместо пробки, к траверсе главного плунжера крепится пресс-штемпель прямого действия для проталкивания прессостатка и матрицедержателя после окончания прессования через контейнер для отделения прессостатка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| ИНСТРУМЕНТ для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ОБРАТНОГО ВЫДАВЛИВАНИЯ | 1972 |
|
SU350543A1 |
| Н. Д. ОСИНОЕ,А. Г. Ирошников и В. М. Каковин | 1969 |
|
SU242672A1 |
| Устройство для обратного прессования | 1979 |
|
SU946712A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |