(54) УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КАТУШЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной намотки нитевидного материала | 1984 |
|
SU1235805A1 |
| Устройство для непрерывной намотки нитевидного материала на катушки | 1977 |
|
SU742318A1 |
| Устройство для непрерывной намотки нитевидного материала на катушки | 1977 |
|
SU679500A1 |
| Устройство для непрерывной намотки нитевидного материала,преимущественно проволоки,на катушки | 1980 |
|
SU1031552A1 |
| УСТРОЙСТВО для СЪЕМА НАПОЛНЕННЫХ И УСТАНОВКИ ПОРОЖНИХ КАТУШЕК | 1967 |
|
SU195520A1 |
| Станок для непрерывной намотки нитевидного материала на шпули | 1975 |
|
SU611843A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ НИТИ | 1989 |
|
RU2037460C1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Устройство для намотки электрических катушек | 1980 |
|
SU951429A1 |


1
. :
Изобретение относится к обработке металлов давле,илем и, в частности может быть использовано при замене катушек в метизной, металлургической и легкой промьаиленности.
Известно устройство для aaMeiai катушек, содержащее двухпозиционный разматыватель, наполнитель дяя пустых катушек и механизм для замены катушек, выполненный в виде -толкателей, нап1)авляющих и их приводов перемещения ...
Недостатком конструкции является сложность устройства и большие затраты времени на замену катушек-,, связанные с тем, что с одного и того же шпинделя сначала снимается полная кату1шса, а затем на него-в этой же позиции одевается пустая.
Известно также устройство ДЯЯ замены катушек, содержащее приводнуй револьверную головку с тремя и бо лее шпинделями, магазин для пустых катушек, приемный механизм для заполненных катушек, механизм для сялвны катушек, имею1цийзажда1ной элемент и толкатель 23..
Недостатком предлагаемого устройства является сложность механизма
для смены катушек, имеющего ряд направляющих и приводов.
Цель изобретения - упрощение конструкции.
Указанная цель достигается тем, 1ТО механизм для смены катушек выполнен в виде двуплечего рычага, установленного с возможностью качания, при этом зажимной элемент установлен
ф на одном конце двуплечего рычага с возможностью взаимодействия с заполненной катушкой, а толкатель установлен на втором конце двуплечего E Jчага с возможностью взаимодействия
5 с пустой катушкой.
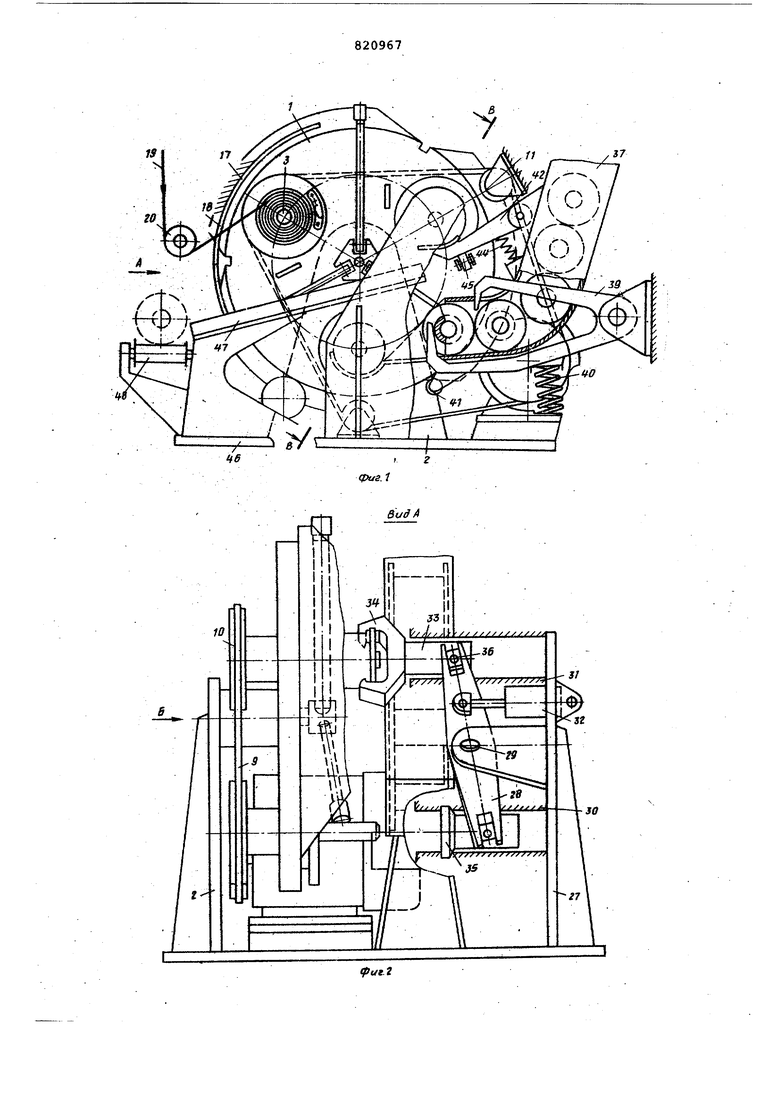
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - то же, вид
20 Б на фиг. 2} на фиг. 4 - устройство в момент поворота револьверной головки для перевода материала с полной катушки на пустую и подачи очеред,ной катушки на приемное ложе; на
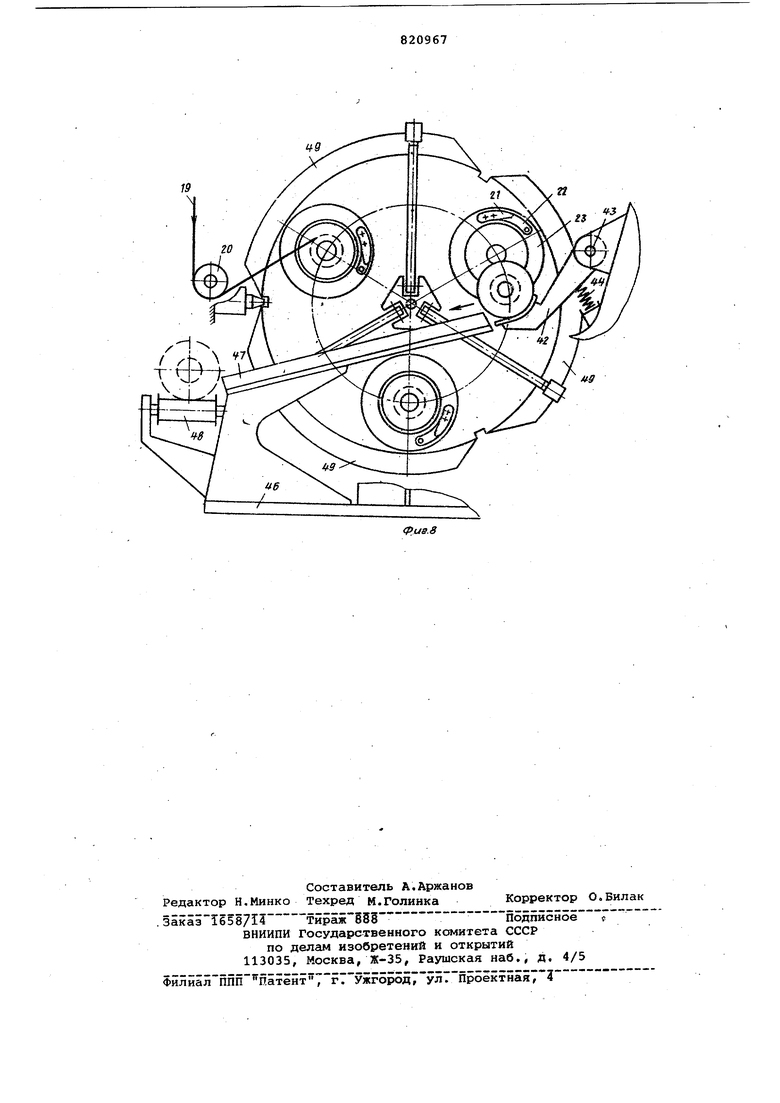
25;фиг. 5 - то же, разрез Г-Г на фиг.4; на фиг. 6 - то же, разрез Д-Я на фиг, 5; на фиг. 7 - то же, разрез В-В на фиг. 1; на фиг. 8 - устрой- i ство в момент скатывания снятой полной катушки с приемного ложа на наклонный желоб накопителя (детали Эа1 рузочного магазинане показаны).
Устройство для автоматической смены катушек содержит револьверную головку 1, установленную на стойке 2. В револьверной головке 1 размещены шпиндели 3, 4 и 5, служащие для установки катушек б. На шпинделях 3/4 и 5 установлены магнитныешайбы 7, предназначенные для крепления катушек 6. Вращение катушек б осуществляеАся от электродвигателя 8 через ременную передачу 9 и шкивы 10. Устройство содержит два жестко закрепленных,отклоняющих ролика 11, Револьверная головка 1 поворачивается от приводного ролика 12. На стсйке 13, расположенной в центре револьверной головки 1 закрейлены юворотные шторки 14, с роликами J.5, разделяющие .револьверную голов.ху 1 на секторы, в каждом из которы находится один шпиндель и одна отражаюгдая планка 16. Профилированная направляющая 17 крепится неподвижно с центром дуги, совпадающим с осью поворота револьверной головки 1. В планке 17 имеется окно 18 для пропускания нитеобразного материала 19, огибающего ролик 20 укладчика нитей. Нитъ 19 в момент перевода ее с полной катушки на пустую захватывается зажимами 21 и 22, закрепленными на вращающемся диске 23.
В револьверной головке 1 выполнены Фиксирующие углубления 24 для штока 25 фиксатора 26. На стойке 27 установлены двуплечий рычаг 28 устройства для автоматической смены катушек б, который поворачивается вокруг оси 29, направляющие 30 и 31, и гидроцилиндр 32. В направляющей 31 размещен съемник катушек 33 с захватывающими элементами 34, а в направляющей 30 толкатель пустых катушек 35. Причём захватывающие элменты 33 выполнены неподвижными и сменными, с целью регулировки и за.мены катушек различного размера. Съемник 33 и толкатель 35 соединены с койдами рычага 28 при помощи кулисных механизмов 36. Устройство содержит загрузочный бункер 37, с приемным ложем 38 для пустых катушек 6 и отсекатель 39 с пружиной 40. На отсекателе 39 закреплен ролик 41 На корпусе загрузочного бункера 37 закреплено ложе 42 для заполненных кат.ушек б, поворачивающееся вокруг оси 43 с пружиной 44. Ложе 42 поддерживается роликом 45, жестко свяЗс1пным со съемником катушек 33. На основании 46 установлен наклонный желоб 47 и транспортер 48 для отвода наполненных катушек б, На корпусе револьверной головки 1 закреплены профилированные планки 49.
Устройство работает следующим образом.
Когда револьверная головка 1 находится в одной из фиксированных позиций (на фиг. 1), вращение от электродвигателя 8, ,через приводной ремень 9 передается шпинделю 3. В этом положении происходит намотка проволоки 19 на катушку 6, закрепленную на этом шпинделе. Шпиндели 4
и 5 остаются неподвижными, так как приводной ремень 9, огибая обводные
Q ролики 11, не находится в зацеплении, .со шкивами 10 закрепленными на шпинделях 4 и 5. Такое положение сохраняется до полной намотки катушки б, установленной на шпинделе 3. После наполнения наматываемой
Не прекращая намота, головка 1 вместе со шторками 14 начинает разворачиваться. При этом шкив 10.шпинделя 5 плавно входит в зацепление с приводным ремнем 9 и раскручивает его до оборотов, равных оборотам шпинделя 3. Шторка 14, поворачиваясь
5 совместно с револьверной головкой 1 и, входя в соприкосновение своим роликом 15 с профилированной планкой 17, поднимается и пропускает под собой движущуюся проволоку 19.
., В процессе дальнейшего., разворота револьверной головки 1, в последний момент перед выходом из зацепления шкива 10 шпинделя 3 с ремнем 9,. ролик 15 подходьт к концу профилирован ной направляющей 17, шторка 14 опускается в исходное положение между вращающимися - наполненной и пустой катушками б и прижимает движущуюся проволоку 19 к диску 23, закрепленному на шпинделе 4 с пустой катушкой
0 (на фиг. 5).
Отражающая планка 16 препятствует прижатию проволоки 19 к диску 23, закрепленному на шпинделе 3 с наполненной катушкой б. Прижатая
5 проволока 19 попадает, в щёль, образованную верхним 21 и нижним 22 зажимами, закрепленными на диске 23 (на фиг. б) и защемляются в ней. Наполненная катушка б, продолжая
л вращаться, стремится продолжать наматывать проволоку 19, в результ;ате чего натяжение проволоки на участке между зажимами пустой и наполненной катушкой б резко возрастает и происходитобрыв проволоки. За5 щемпенная зажимами проволока 19 оказйвается прижатой к шейке пустой катушки 6 и наматывается на нее,
При дальнейшем развороте револь0 черной головки 1 цкив 10 шпинделя -3 исходит из зацепления с ремнем 9 и тормозится любым известным способом. После этого револьверная головка 1 останавливается в очередной фиксированной позиции и цикл перево-i
да проволоки с полной катутики на пустую завершается.
В этом же время, т. е. в момент разворота револьверной головки 1, происходит загрузка приемного.ложе 38 пустой катушкой б из бункера 37 (на фиг. 1 и фиг. 4).
Процесс загрузки осуществляется следующим образом. При раЪ- вороте револьверной головки 1 профилированная планка 49, набегая на ролик 41, закрепленный жестко на отсекателе . 39, поворачивает его на определенный угол, сжимая пружину 4 Отсекатель 39, повернувшись в нижне положение, освобождает одну катушку 6, которая под действием силы тяжести скатывается по наклонному желобу бункера 37 в приемное ложе 38. При этом остальные катушки б, находящиеся в бункере, удерживаются отсекателем 39 (на фиг, 4).
При дальнейшем развороте револьверной гОловки 1 профилированная планка 49 плавно выходит из соприкосновения с ролуком 41, и отсекатель 39 разворачивается в исходное положение под действием пружины 40, очередная катушка б занимает в бункере 37 первоначальное положение, показанное на фиг. 1, т. е. за один двойной ход отсекателя 39 освобождается одна катушка 6, которая скатившись в приемное ложе 38, готова к установке на шпиндель 3.
При завериении разворота револь. верной головки 1 на одной из фиксированной позиции в другую шпиндель 3 с наполненной катушкой б занимает положение, показанное на фиг. 7, т. е. катушка б своим«внешним дисгом войдет в паз, образованный захватывающими элементами 34, После полной остановки револьверной головки 1 подается команда на включение гидронасоса (не показан), и масло, поступая в гидроцилиндр 32 по стрелке х, перемещает поршень гидроцилиндра 32, поворачивая Тем .самым двуплечий рычаг 28 вокруг оси 29. Поворачиваясь рычаг 28 перемещает по направляющим 30 и 31 соответственно толкатель 35 и съемник катушек 33. При этом, пустая катушка толкателем 35 установится на свободный шпиндель 5, а наполненная каTjmiKa съемником 33 снимается со шпинделя 3 и переносится на ложе 42 (на фиг. 1). Ложе 42 до окончательного съема катушки поддерживается роликом 45, который движется вместе со съемником 33. В тот момент, когда наполненная катушка полностью снимается со шпинделя 3, iJOЛИK 45 выйдет
из соприкосновения с ложем 42, которое под действием собственного веса ложе 42 и веба катушки чачнет поворачиваться вокруг оси 43 (на фиг. 8), сжимая пружину 44. Повернувшись на Зсщанный угол, ложе 42 выведет наполненн5то катушку из зацепления с захватываюощми элементами 34 съемника 33 (на фиг. 7) и катушка скатится по наклонному желобу 47 (на фиг. 8) на движущийся транспортер 48. Ложе 42 после того, как с него скатится наполненная катушка,
под действием пружины 44 вернется в исходную позицию и подаст команду на гидроцилйндр 32, который повернет
5 двуплечий рычаг 28 в первоначальное положение. На этом цикл замены катушек заканчивается.
Возврат рычага 28 в исходное положение может быть осуществлен в любое время после скатывания по ней катушки с поворотного ложе 42, так как пустбй шпиндель 3, с которого снята катушкане заденет вилку 34 рычага 28 при развороте револьверной головки 1.
Эффективность работы оборудования и производительность труда волочильщиков значительно увеличится за счет увеличения числа обслуживаемых одним рабочим волочильных ста30
нов .
Формула изобретения
Устройство для замены катушек, содержащее приводную револьверную головку с тремя и более шпинделями, магазин для пустых катушек, приемный механизм для заполненных катушек,
механизм для смены катушек, имеющий зажимной элемент и. толкатель, отличающееся тем, что, с -..елью упрощения конструкции, механизм для смены каТушек выполнен в
виде двуплечего рычага, установленного с возможностью качания, при этом зажимной элемент установлен на одном конце двуплечего- рычага с возможностью взаимодействия с заполненной катушкой, а толкатель установлен на втором конце двуплечего рычага с возможностью взаимодействия с пустой катушкой.
Источники информации, принятые во внимание при экспертизе
№ 110557, кл, В 21 С 47/04, 04.05.57.
Машиностроение, 1972,.с. 229-230 (прототип).
Вид А фие.и Л
э
фиг.5
г$
