(54 ЛИНИЯ ДЛЯ- ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ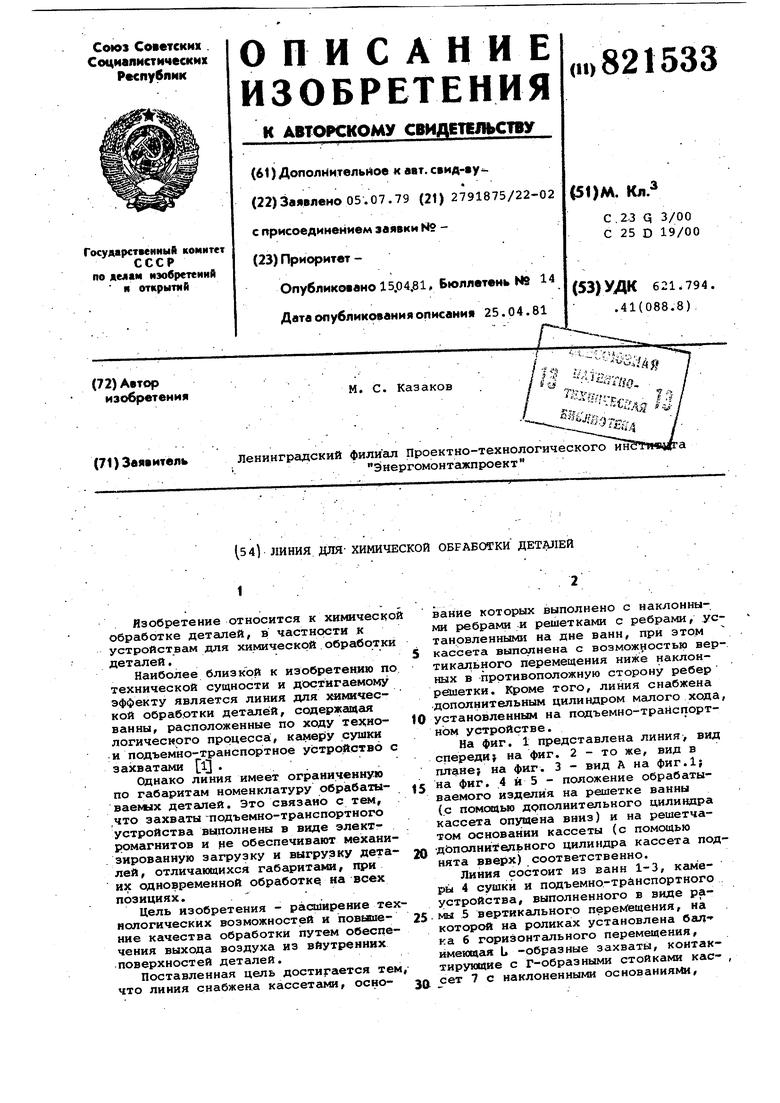
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для химической обработки стеклоизделий | 1986 |
|
SU1379259A1 |
| ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU377454A1 |
| Линия для химической обработки изделий | 1981 |
|
SU998586A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| Устройство для химической обработки цилиндрических деталей | 1982 |
|
SU1148894A1 |
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU723014A1 |
| ПРОХОДЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2498062C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО С ОПРОКИДЫВАЮЩИМСЯ КУЗОВОМ | 1990 |
|
RU2106985C1 |
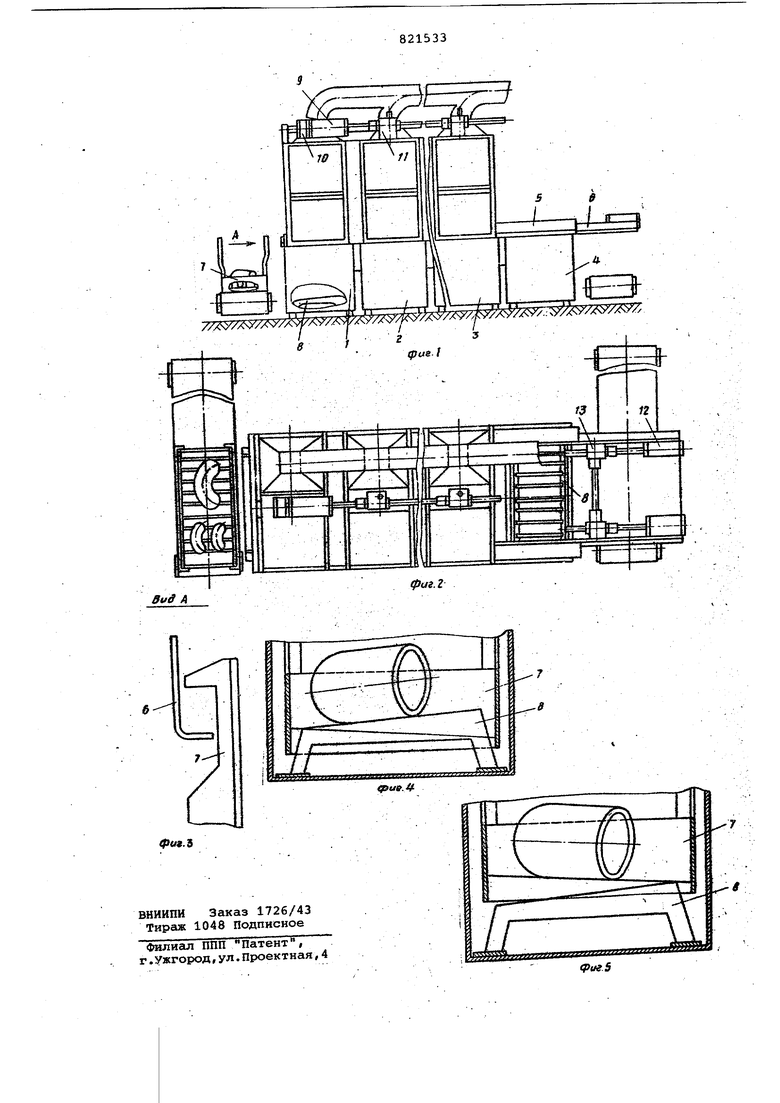
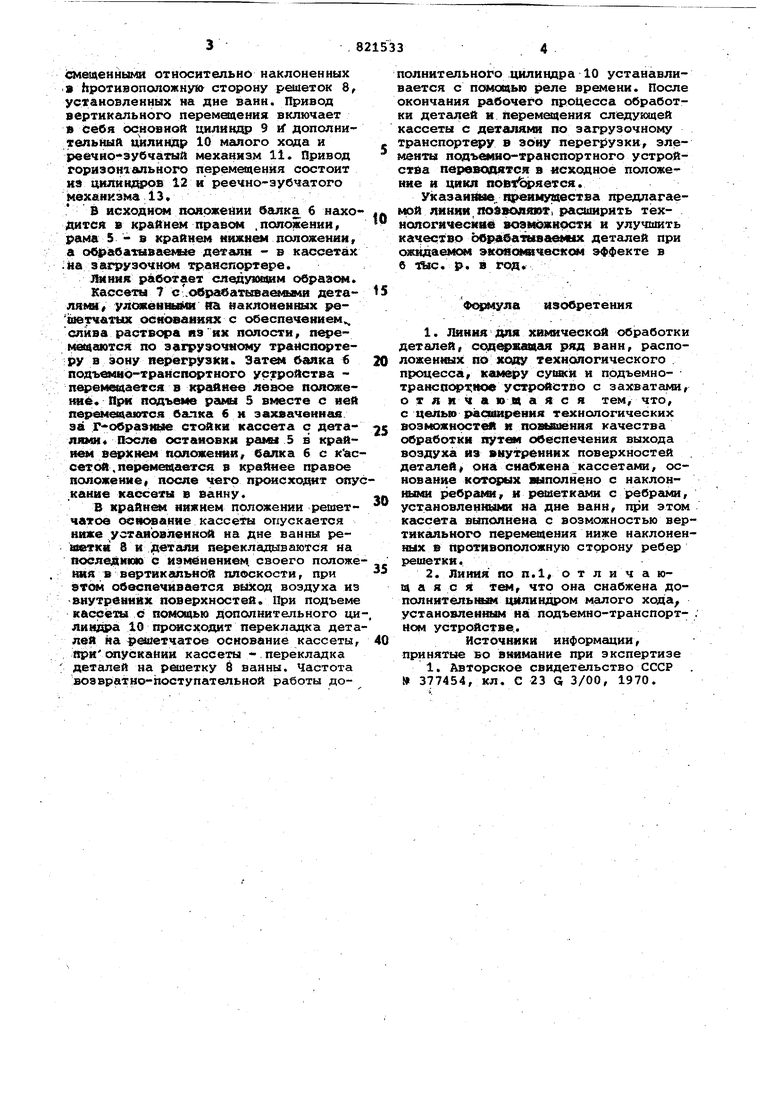
Изобретение ОТНОСИТСЯ к химическ обработке деталей, в частности к устройствам для химической обработк деталей. Наиболее близкой к изобретению п технической сущности и достигаемому эффекту является линия для химической обработки деталей, содержащая ванны, расположенные по ходу технологического процесса:, камеру сушки :и подъемно-транспортное устройство эахватс1ми i . Однако линия имеет ограниченную по габаритам номенклатуру обрабатываемых деталей. Это связано с тем, ,что захваты -подъемно-транспортного устройства выполнены в виде электромагнитов и не обеспечивают механи зированную загрузку и выгрузку дета лей, отличающихся габаритами, при их одновременной обработке на всех позициях. Цель изобретения - расширение тех нологических возможностей и повьваение качества обработки путем обеспечения выхода воздуха из внутренних поверхностей деталей. Поставленная цель достигается тем что линия снабжена кассетами, основание которых выполнено с наклонными ребрами и решетками с ребрами, установленными на дне ванн, при этом кассета выполнена с возможностью вер-, тикального перемещения ниже наклонных в противоположную сторону ребер решетки. Кроме того, линия снабжена дополнительным цилиндром малого хода, установленным на подъемно-транспортнЬм устройстве. На фиг. 1 представлена линия, вид спереди на фиг. 2 - то же, вид в плане на фиг. 3 - вид А на фиг.1} на фиг. 4 и 5 - положение обрабатываемого изделия на решетке ванны (с помсхцью дрполиительного цилиндра кассета опущена вниз) и на решетчатом основании кассеты (с помощью дЬполнительного цилиндра кассета поднята вверх) соответственно. Линия состоит из ванн 1-3, камеры 4 сушки и подъемно.-трйнспортного . устройства, выполненного в виде рамы 5 вертикгшьного пере1 ещения, на которсЛ на роликах установлена бал- ка б горизонтального перемещения, имеющая L -образные захваты, контактирующие с Г-образными стойками кас- , сет 7 с наклоненными основаниями.
мещенными относительно наклоненных Ьротиаоположну{ сторону решеток 8, становленных на дне ванн. Привод вертикального перемещения включает в Себя основной цилинщ) 9 if дополнительный цилиндр 10 малого хода и реечио- эубчатый механизм 11 Привод горизонтального перем цения состоит из цилинпррв 12 и реечно-эубчатого механизма 13.
В исходнст положении балка б нахоится в крайнем правом .положении, рама 5 - в крайнем нижнем положении, а обрабатываемые детали - в кассетах на загт узочнрм транспортере.
Язляял работает сяеду уоглм образом.
Кассеты 7 с .обр батываемелми деталя«ш уложеншлМИ яа наклоиеишях решетчатых осяоааяяях с с еспечеиием слива раствора яЗих полости, перемецгаотся по захрузочному трамсп ЕН те ру в зону перегрузки. Затем баака 6 подъе вНО-транспсфтного устройства переметается в крайнее левое положение, при подъеме рама 5 в 4ecтe с ней пер л ъакпгся балка б и захваченная за Г- образш1е стойки кассета с деталями Пэслв остановки рамы 5 в крайt№M верхнем положении, балка 6 с кассетс.перемшаается в крайнее правое положение, после чего происходит опус.кание кассеты в ванну.
В крайн« 1 нижнем положении решетчатое кассеты опускается ниже устаиовлеиноК на дне ванны реиютки 3 и детгши п екладываются на последнюю с из нением своего псшожеЩЯ в вертикальной плоскости, при этст обеспечивается выход воздуха из анутрбнийх поверхностей. При подъеме кассеты с помощью Дополнительного ци-, лиидра 10 пр(жсходит перекладка деталей на решетчатое основание кассеты, присягускаИии кассеты - перекладка деталей на решетку 8 ванны. Частота возвратно-поступательной работы дополнительного цилиндра 10 устанавливается с помощью реле времени. После окончания рабочего процесса обработки деталей и перемещения следующей кассеты с деталями по загрузочному транспортеру в зону перегрузки, элементы подъемио-транспортного устройства перекзспятся в исходное положение и цикл побт яется.
Указаижяе, преим ества предлагаецой линии позволяют, расширить технологические воэможиости и улучшить качество Ьбрабатываених детгшей при ожидаемом э1с йомпЕЧеСко 4 эффекте в в тыс. р. в год.
Формупл изобретения
с целью 1 асширения технологических возможностей и повшоения качества см работки путан обеспечения выхода воздуха из нутреиних поверхностей деталей она снабжена кассетами, основание шлполнено с наклонНЫЮ1 ребраю, и решетками с ребрами, установленными на дне ванн, при этом кассета выполнена с возможностью вертикального перемещения ниже наклоненных в противоположную сторону ребер решетки.
Источники информации, принятые во внимание при экспертизе
