,1 Изобретение относится к программному управлению станками и предназначено для регулирования синхронного хода з оообрабатывающего станка,работающего по способу винтового обката и снабженного отдельными приводами для инструмента и изделия. В зубошлифовальных станках, работающих по способу винтового обката, шлифовальный круг, например абразивный червяк,и. изделие должны двигаться относительно друг друга при высоких числах оборотов с большой точностью в опроделенном. передаточном отношении. . Известно устройство регулирования синхронного хода станка, содержащее импульсные датчики, блок сравнения , аналого-цифровой преоСразователь и исполнительный механизм. В этом устройстве в зависимости от размера и направления полученной регулируемой величины одно из движений можно дополнительно регулирЬват до тех пор, пока не достигнуто полное согласование последовательностей импульсов ClJ. Недостатком данного устройства яв ляется малая точность регулирования. Наиболее близким к предлагаемому является устройство для управления станком для изготовления зубчатых нарезок по принципу обката, содержащее угловой шаговый датчик привода инструмента, подключенный через : множитель ко входу делителя, ко вторым входам которых подключены цифровые задатчики, блок сравнения, угловой шаговый датчик привода изделия и цифроаналоговый преобразователь 2}. Однако устройство имеет сравнительно низкую точность из-за того, что блок сравнения импульсных последовательностей , приходящих от угловых шаговых датчиков, генерированных в зависимости от числа оборотов, измеряет опережение или запаздывание импульсов обеих последовательностей импульсов в зависимости от числа оборотов инструмента, так как при известном сравнении осуществляется сбор фаз, зависимый от времени. Если угловая скорость инст|)умента является непостоянной, то фазовый сигнал при этом известном сравнении является неправильным.. Поэтому данное -устройство не имеет достаточной точности
ля управления изготовлением особо точных зубчатых колес.
Цель изобретения - повышение точкости устройства.
« /г
Поставленная цель достигается тем, что в устройстве для регулирования синхронного хода зубообрабатываюцего станка, содержащем по одному созающему последовательность импульсов угловому шаговому дат-чику для привода инструмента и для привода изделия, причем угловой ша овый датчик привоа инструмента подключен через регулируемый умнохситель и делитель, а угловой шаговый датчик привода изделия - непосредственно к блоку сравнения фаз импульсов обоих датчиков, и первый цифроаналоговый преобразователь, делитель имеет два выхода, первый из которых является выходом переполнения, а второй - счетньдм выходом, при этом к выходу блока сравнения фаз подключен первый элемент И, управляющий вход которого подключен к выкоду углового шагового датчика. привода изделия, а к второму выходу делителя подключен второй элемент И, управляющий вход которого подключен к выходу углового шагового датчика привода изделия, причем выход каждого элемента И соединен с входом соответствующего цифроаналогового преобразователя, а выходы обоих цифроаналоговых преобразователей соединены с первым сумматором, причем предусмотрены два источника опорного сигнала , первый из которых подключен к первому цифроаналоговому преобразователю, соответствующему блоку сравнения фаз, а второй - к второму цифроаналоговому преобразователю, соответствующему делителю,и тем, что источник опорного сигнала для второго цифроанзлогового преобразователя, содержит третий цифроаналоговый преобразователь, один вход которого подключен к цифровому задаТчику, а второй вход - к источнику постоянного опорного тока, а также тем, что к первому выходу блока .сравнения фаз подключен бинарный делитель, вход сброса которого подключен к выходу углового шагового датчика привода изделия, а выход - с входом элемента ИЛИ, выход которого подключен к управляющим входам элементов И, и тем, что для компенсации систематической ошибки углового шагового датчика привода изделия предусмотрено долговременное запоминающее устройство, выход которого подключен через четвертый цифроаналоговый преобразователь к второму cyNttiaTopy, причем долговременное запоминающее устройство соединено для адресации со счетчиком, счетный вход которого соединен с выходом углового шагового датчика привода изделия.
выход которого соединен с управляющим входом счетчика.
Предложенное устройство позволяет достигнуть с небольшим количеством электронных коммутационных средств, например счетчиков, запоминающих устройств и цифроаналоговых преобразователей, сравнения фаз и получения регулирующего сигнала для регулирования привода изделия,разрешающая способность которого определяется импульсами углового шагового датчика привода инструмента и не зав-исит от числа оборотов привода шлифовального круга.
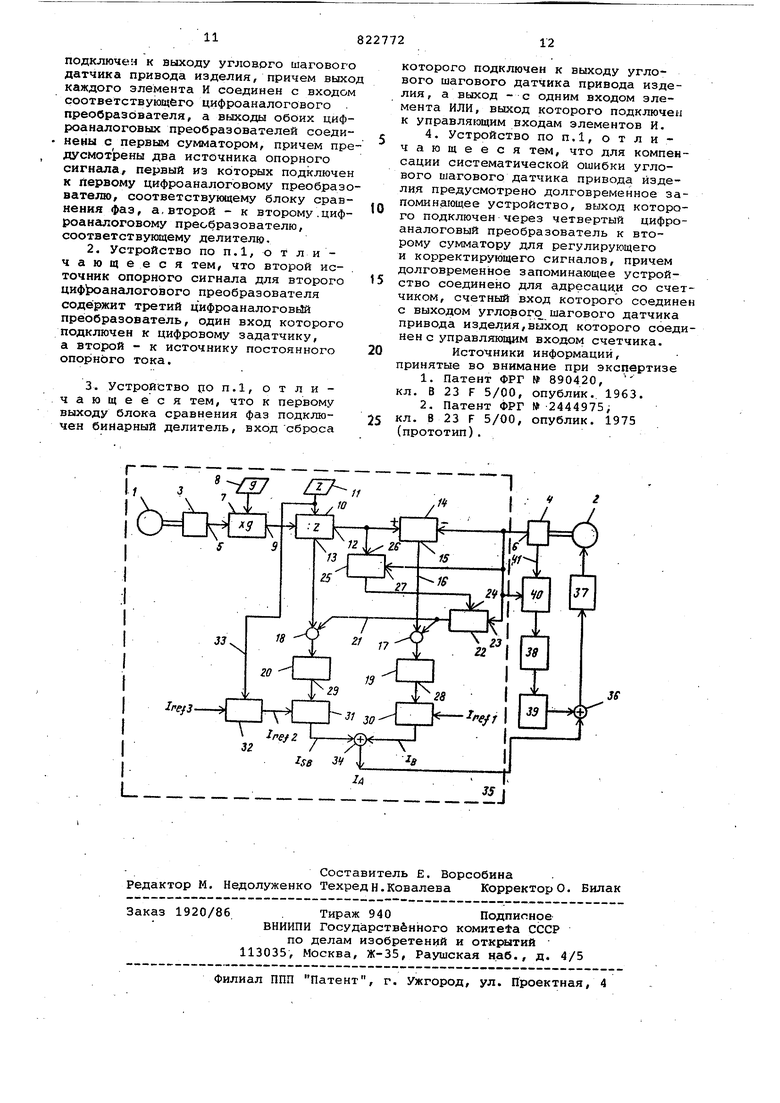
На чертеже изображена блок-схема устройства.,
Устройство содержит приводимый в движение электродвигателем (не показан) ш/сифовальный круг (инструмент) 1, например абразивный червяк для шлифования боковых сторон зубьев изделия 2, также приводимого в движение отдельным электродвигателем. Как шлифовальный круг 1, так и изделие 2 соединены жестко каждый с Одним угловым шаговым датчиком 3 или 4 Оба угловых шаговых датчика отдают импульс для определенного углово.го изменения вращающегося шлифовальног круга 1 или вращающегося изделия 2. Таким образом, определенный заданный уголповорота шлифовального круга изображен соответствующим числом импульсов на выходе 5 уг лового шагового датчика 3, а относящийся к нему действительный угол поворота изделия - соответствующим числом импульсов на выходе 6 углового шагового датчика 4. К выходу 5 углового шагового датчика 3 подключен умножитель 7 числа импульсов, фактор g которого можно регулировать в соответствии с числом ходов g шлифовального круга 1 причем принадлежащий к нему установочный орган обозначен цифрой 8. Таким образом, на импульс углового шагового датчика 3 умножитель 7 числа импульсов отдает на своем выходе 9 число g импульсов. К выходу 9 умножители 7 числа импульсов подключен делитель, емкость Z которого можно регулировать в соответствии с числом зубьев. Z.изделия 2, причем.для установки емкости счетчика предусмотрен установочный орган 11. Делитель 10 подсчитывает приходящие импульсы. Если результ.зт счета достигнет установленной емкости Z счетчика, то делитель 10 отдает на своем первом выходе 12 импульс. Одновременно делитель 10 возвращается в исходное положение, т.е. доводится до нуля, и начинает опять подсчитывать приходяй ие импульсы. На втором выходе 13 делителя 10 появляется соответствующий изменяемый результат счета К первому выходу 12 делителя 10 подключен первый вход блока 14 сравнения,обоэначенный знаком плюс ( + ). Второй вход блока 14 сравнения, обозначенный зн ком минус (-), подключён к выходу 6 углового шагового датчика 4 изделия 2, Блок 14 сравнения образует-в циф ровой форме разность числа входных импульсов. Содержание блока 14 срав нения появляется при этом на его выходе 15. Кроме того, устройство содержит средства для запоминания содержаний блока 14 сравнения и делителя 10 по интервалам. Для этого к выходу 15 блока 14 подключен через провод 16 первый элемент И 17, а к выходу 13 делителя 10 - второй элемент И 18. Выходы элементов И 17 и 18 соединен каждый с входом, соответствующего бл ка 19 и 20 памяти. Элементы И 17 и 18 управляются через общий провод 2 управления, подключенный к выходу элемента ИЛИ 22, вход 23 элемента ИЛИ 22 соединен с выходом 6 углового шагового датчика 4изделия 2/ в то время как управляющий вход 24 элемента ИЛИ 22 подключен к выходу бинарного делителя 25. Импульсный вход 26 бинарного делителя 25 соединен с выходом 12 делителя 10, а гасящий вход 27 - также с выходом 6 углового шагового датчика 4 изделия 2. К каждому из выходов 28 и 29 обоих блоков 19 и 20 памяти подключен цифроаналоговый преобразователь 30 и 31. Для преобразования подается к преобразователю 30 первый опорный ток Jref , а к преобразователю 31 второй опорный ток Href Второй опорный ток .отбирается из третьего цифроаналогового преобразователя 32, к которому подаются цифровой сигнал, соответствующий. установленному числу зубьев Z издели а также третий опорный ток 3refg Таким образом, третий цифроаналоговый преобразователь 32 соединен чер провод 33 с установочным органом 11 для числа зубьев. Цифроаналоговый преобразователь 32 выполнен таким образом, что его исходный ток, т.е. опорный ток пропорционален об ратной величине установленного числ зубьев.Первый цифроаналоговый преобразо тель 30 отдает на своем выходе ток Зц, а второй цифроайалоговый преобразователь 31 отдает на своем выходе ток Здв . Оба тока Зв и Здв подаю ся в первый сумматор 34, который со своей стороны отдает исходный ток Зд служащий в качестве регулирующего сигнала для регулирования привода изделия 2. Регулятор 35 подключен выходом к одному из входов второго сумматора 36,выход которого через усилитель 37 подключен к приводу изделия. Устройство также содержит блок 38 памяти, четвертый цифроаналоговый преобразователь 39 и счетчи 40, один из входов которого подключен через провод 41 к выходу датчика 4. Устройство работает следующим образом. Для процесса обработки при шлифовании боковых сторон зубьев по методу обката необходимо, чтобы угол поворота инструмента, в данном случае абразивного червяка, относился к углу поворота изделия как число зубьев изделия к числу ходов червяка. Таким образом, регулирование числа оборотов привода изделия должно обеспечивать разность обоих упомянутых отношений, равную нулю. Если угол поворота инструмента 1 обозначен буквами ЧзоВб угЬл поворота изделия 2 буквами 4,g в определенный момент t, и если, как указано выше, число зубьев изделия равняется Z, а число ходов инструмента д, то регулирование числа оборотов привода изделия должно иметь связь soee-j - iei: О а именно при помощи аналогового регулирующего сигнала, который формируется из цифровых сигналов датчиков 3 и 4.При угловом изменении инструмента 1 на а предназначенный для него датчик 3 создает импульс Mg. Таким образом, угол поворота изделия 2 во временном интервале между временами О и t составляет Mg. Если число импульсов, созданных датчиком 3 за оборот инструмента 1, обозначено буквами.Ng, то он составляет sСоответственно этому импульс, созданный датчиком 4 изделия 2, обозначен буквами М, а число импульсов, созданных датчиком 4 за оборот изделия 2, обозначено буквами N. Затем угол поворота изделия 2 составляет . . -SM., в целях получения необходимого передаточного отношения Z/g между числом оборотов инструмента 1 и числом оборотов изделия 2 число импульсов датчика 3 умножается в умножителе 7 числа импульсов числом g и делится в делителе 10 числом Z. Таким образом, блок 14 сравнения содержит в мрмент t в цифровой форме разность числа исходных импульсов делителя 10 и датчика 4г т.е. разность Г.М ч Z. V T- %-i V 9oee-t--2jr-V Число импульсов датчика 3, попадающее после получения передаточного отношения Z/g за единицу времени в блок 14 сравнения, должно теоретически соответствовать числу импульсов датчика 4, попадающему за одина ковую единицу времени в блок 14 сра нения. Это происходит автоматически в случае/ если число Ng импульсов за оборот инструмента 1 равняется числу Мц; импульсов за оборот издели 2, т.е. в случае, если оба датчика равняются друг другу.-Если это числ импульсов обозначено буквой -N , то содержание блока 14 сравнения соста ляет |зг (soee- ) Напротив, если датчики 3 и 4 не равняются друг другу, а отдают за оборот различные числа импульсов, то числа оборотов или числа импуль датчиков 3 и 4 должно довести при помощи встроенного увеличивающего или уменьшающего пересчетного устройства до соотношения 1. 5 . . . Однако это условие можно соблюдать и при помощи увеличивающего или уменьшающего пересчетного устройства, встроенного в умножителе числа импульсов или в делитель 10, или путем соответственного учета п1Ьи вводе g или Z в установочных органах 8 или И. Однако разрешающая способность .угловой разности 4gpgg- в э иЗ:Вестной форме не является достат ной для достижения желаемой точнос ти синхронного хода. Напротив, при этом следует учесть и положение по фазе обоих импульсных сигналов, что осуществляется следующим образом. Содержание делителя 10, который делит умноженные на число ходов g шлифовального круга 1 имЬпульсы шли фовального круга на число зубьев Z считывается каждый раз в момент, в который датчик 4 создает импульс из делия, и запоминается. Одновременно считывается и запоминается и содержание блока 14 сравнения. Через элемент ,ИЛИ 22, в момент получения импульса изделия подается управляющий импульс к элементам И 17 и 18, которые в эти моменты передают содержание блока 14 сравнения и делителя 10, к блокам 19 и 20 памяти. Таким образом, блок 19 содержит в эти моменты баланс А А fjCfsoee- f )v блок 20 - подбаланс В, соответствующий положению по фазе И--А и М в форме В . f- (c/soee - f ,st. ) Содержание блока 19 подается к цифроаналоговому преобразователю 3 который создает исходный ток 5§/ пр порциональный балансу А и опорному току Зр A-3r€f К , причем К является соответствующей постоянной преобразователя. Содержание блока 20 подается соответственно к цифроаналоговому преобразователю. 31, который создает исходный ток sg , пропорциональный подбалансу В и опорному току drefa 3se D-3ref К.2./ причем К является соответствующей постоянной преобразователя. В то время, как опорный ток 3refiявляется постоянным, образуется опорг ный ток ref-2. ПР помощи цифроаналогового преобразователя 32 из установленного числа зубьев Z - v-e-Eo. z - refj 3 причем К,, является постоянной цифроаналогового преобразователя 32 и опорный ток 3refj имеет опять .постоянную величину. В особенности можно предполагать, что t о так что ч р А-ЗрК и Б-ЗО- 2| . Токи-цифроаналоговых преобразова телей 30 и 31 суммируются в сумма- торе 34, так что получается исходный ток Зд со следующей величиной -4 SB oVBIo-f Io( Щ. Чтобы -ток Лдр составлял яействи.вительно меру положения по фазе импульсов шлифовального круга и изделия, необходимо Действовать на случай, если в блоке сравнения 14 имеется один, импульс, а в делителе 10 Z импульсов, т.е. для А I и В Z; т.е. Зв SBИз этого следует условие .для постоянных преобразователей и Таким образом, исходный ток 3 пропорционален угловой разности между инструментом 1 и изделием 2. Однако при этОм является очень выгодным то, что разрешающая способность этого исходного тока соответствует разрешающей способности датчика 3, т.е. минимaль oe измеримое изменение определяется ИМПУЛЬСОМ датчика 3. Другими словами, разрешающая способность исходного тока д соответствует разрешающей способности датчика 4, умноженной на число зубьев Z. В противоположность этому в известном станке фактор Z - число зубьев, для разрешающей способности не имеется. Как описано выше, передаточный сигнал, подаваемый через провод 21 к элементам И 17 и 18 и-вызывающий запоминание содержаний блока 14 сравнения и делителя 10 в блоках 19 или 20, создается обычно импульсом изделия, т.е. импульсом датчика 4. Однако
;если оси шлифовального круга и изделия находятся почти в состоянии покоя, то возможно, что в блок 14 сравнения попадает несколько импульг сов. шлифовального круга на один импульс изделия. В этом случае не имеет смысла говорить о положении по фазе, а передаточные сигналы целесообразно создать импульсами шлиф5- вального круга. Предусмотренная для этого решающая цепь включает бинарный делитель 25, к входу 26 которого подаются выходные импульсы делителя 10. При третьем попадающем на вход 26 импульсе бинарный делитель 25 отдает чмпульс элементу ИЛИ 22, вследствие чего получается передаточный импульс, подаваемый через провод 21 к элементам И 17 и 18. Однако, если перед третьим попадающим на вход 26 импульсом прибывает импульс датчика 4, то бинарный делитель 25 возвращается этим попадаюищм на его гасящий вход 27 импульсом в исходное положение. Чтобы при пуске зубошлифовального станка в ход не возникли проблемы в связи с направлением вращения, учитываются направления .вращения осей шлифовального круга и изделия созданием исходного тока Зд Умножитель 7 числа импульсов, делитель 10 и.блок 14 сравнения включают оба направления вращения тем, что упомянутые блоки выполнены в виде реверсивных счетчиков. Блок 14 сравнения подсчитывает прямые импульсы датчика 3 положительно, обратные импульсы датчика 3 отрицательно, прямые импульсы датчика 4 отрицательно и обратные импульсы датчика 4 положительно; При дальнейшей обработке сигналов учитывается знак автоматически. Таким образом, регулирование привода изделия может заставить изделие следить в обоих.направлениях вращения за шлифовальным кругом. Так как точность, достигаемая в устройстве, является очень большой, то .на нее начинают влиять систематические погрешности обрабатывающего станка, в особенности со стороны изделия. Такие -систематические погрешнрсти измерены прежде всего в связи с угловым шаговым датчиком привода изделия, так как последовательность импульсов , созданная угловым шаговым датчиком изделия для полного оборота изделия, не соответствует полностью принадлехящим инкрементам угла поворота, а проходит за оборот изделия по измеримой лривой погрешности, обусловленной погрешностью системы.
В устройстве предусмотрены средства для коррекции таких систематических погрешностей электронным тутем.
Как указано выше, определенный .действительный угол поворота изделия
создает на выходе 6 датчика 4 соответствующее число импульсов, подаваемых к регулятору 35. Кроме того, к регулятору 35 поступают через соответствующие заданному углу поворота инструмента, т.е: выходные импульсы датчика 3. Регулятор 35 создает .аналоговый .регулирующий сигнал Зд , который регулирует после подходящего усиления в усилителе 37 привод
Q изделия 2. В сумматоре 36 прибавляют к регулирующему сигналу корректирующий сигнал, который учитывает систематическую погрешность датчика 4, т.е. отклонение от совпадения созданного датчиком 4 импульса
5 с определенным постоянным инкрементом угла поворота. Для в блоке 38 Пс1мяти запоминается в цифровой форме кривая коррекции, которая была введена в .блок 38 на основании изме0 ранных за оборот изделия отклонений импульсов датчика 4 от их теоретического появления, пропорционального угловому повороту. Запомненные значения коррекции считываются после
5 преобразования в цифроаналоговом преобразователе 39 к регулирующему сигналу И в сумматоре 36. В целях адресации запоминающего устройства 38 последнее подключено к счетчику 40,
Q к счетному входу которого поступают . импульсы датчика 4, причем его индексация, в особенности возврат в исходное положение, осуществляется также при помощи датчика 4 через провода 41.
r Предложенное устройство позволяет существенно повысить точность обработки изделий на зубообрабатывающем станке.
Формула изобретения
40
1. Устройство для регулирования синхронного хода зубообрабатывающего станка, содержащее по одному создающему последовательность импульсов угловому шаговому датчику для привода инструмента и для привода изделия, причем угловой шаговый датчик привода инструмента подключен через регулируемый умножитель и подключенный к
нему делитель, а угловой шаговый датчик привода изделия - непосредственно к блоку сравнения фаз импульсов обоих датчиков, и цифроаналоговый преобразователь, отличающееся
тем, что, с целью повышения точности, делитель имеет два выхода, первый из которЕлх является, выходом переполнения, а второй является счетным выходом, при этом к выходу блока
сравнения фаз подключен первый элемент И, управляющий зход которого подключен к выходу углового шагового датчика привода изделия, а к второму выходу делителя подключен второй элемент И, управляющий вход которого
подключен к выходу углонрго шагового датчика привода изделия, причем выхо каждого элемента И соединен с входом соответствующего цифроаналогового . преобразователя, а выходы обоих цифроаналоговых преобразователей соединены с первым сумматором, причем предусмотрены два источника опорного сигнала, первый из которых подключен к первому цифроаналоговому преобразователю, соответствующему блоку сравнения фаз, а,второй - к второму.цифроаналоговому преобразователю, соответствующему делителю.
2.Устройство по П.1, о т л и чающееся тем, что второй источник опорного сигнала для второго циф юаналогового преобразователя содержит третий цифроаналоговьЗй преобразователь, один вход которого подключен к цифровому задатчику,
а второй - к источнику постоянного опорного тока.
3.Устройство ро П.1, отличающееся тем, что к первому выходу блока сравнения фаз подключен бинарный делитель, вход сброса
которого подключен к выходу углового шагового датчика привода изделия, а выход - с одним входом элемента ИЛИ, выход которого подключен к управляющим входам элементов И.
4. Устройство по П.1, о т л и чающееся тем, что для компенсации систематической ошибки углового шагового датчика привода изделия предусмотрено долговременное запоминающее устройство, выход которого подключен через четвертый цифроаналоговый преобразователь к второму сумматору для регулирующего и корректирующего сигналов, причем долговременное запоминающее устройство соединено для адресации со счетчиком, счетный вход которого соедине с выходом углового шагового датчика привода изделия,выход которого соединено управляющим входом счетчика.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 890420,
кл. В 23 F 5/00, опублик. 1963.
2.Патент ФРГ № 2444975; кл. В 23 F 5/00, опублик. 1975 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство синхронной связи к зубообрабатывающему станку, работающему по методу обката | 1986 |
|
SU1392545A1 |
| Устройство для управления станком для обработки косозубых изделий | 1978 |
|
SU833174A3 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Устройство для управления правкой абразивного червяка | 1986 |
|
SU1357203A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ШЛИФОВАНИЯ ВИНТОВЫХ КАНАВОК РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
RU2031771C1 |
| Устройство для определения прерывной кинематической погрешности зубчатых колес | 1980 |
|
SU926526A1 |
Ы:
.:.
|
