Изобретение относится к обработке ме- ra. i.ioB дав.к ние.м, в часгиости к устройствам ;um |ибки трубчатых э.чектронагревателей, и является усоверн1енетвованием устрой- етва но авт. св. Л 1147492.
На известном устройстве при нодгибке cвoб(JДHoгo конца и.зделия кулачками, но жесткому циклу, невозможно нолучить с большой точностью параллельные концы из- де. 1ия, особенно нри малых расстояниях между 1П1МИ, ввиду действия сил упругости (пру- жиненпя) Поэтому необходимо вводить рихтовку готовою изделия после гибки.
Lie,ib изобретения - увеличение т(чнос1 и ио,1учаемых изделий.
Ноетав.менная ue. ib достигается тем, что lia конце Ba.ia, взаимодейс вч юше о с n;ieчом Г-образного двуп.чече() рычага, допсм- ник .идю установлен рыча с возможное ью взаимодействия с пневмоцн.чиндром, жесгки зак)е11. 1енным на станине устройства.
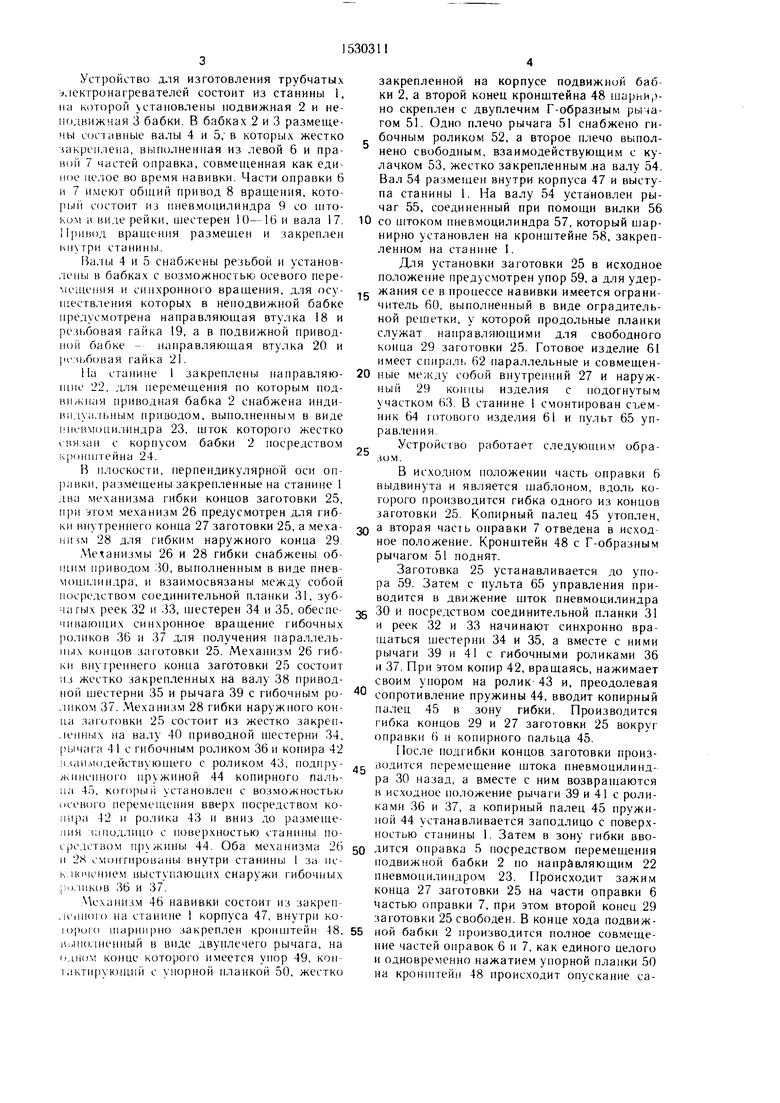
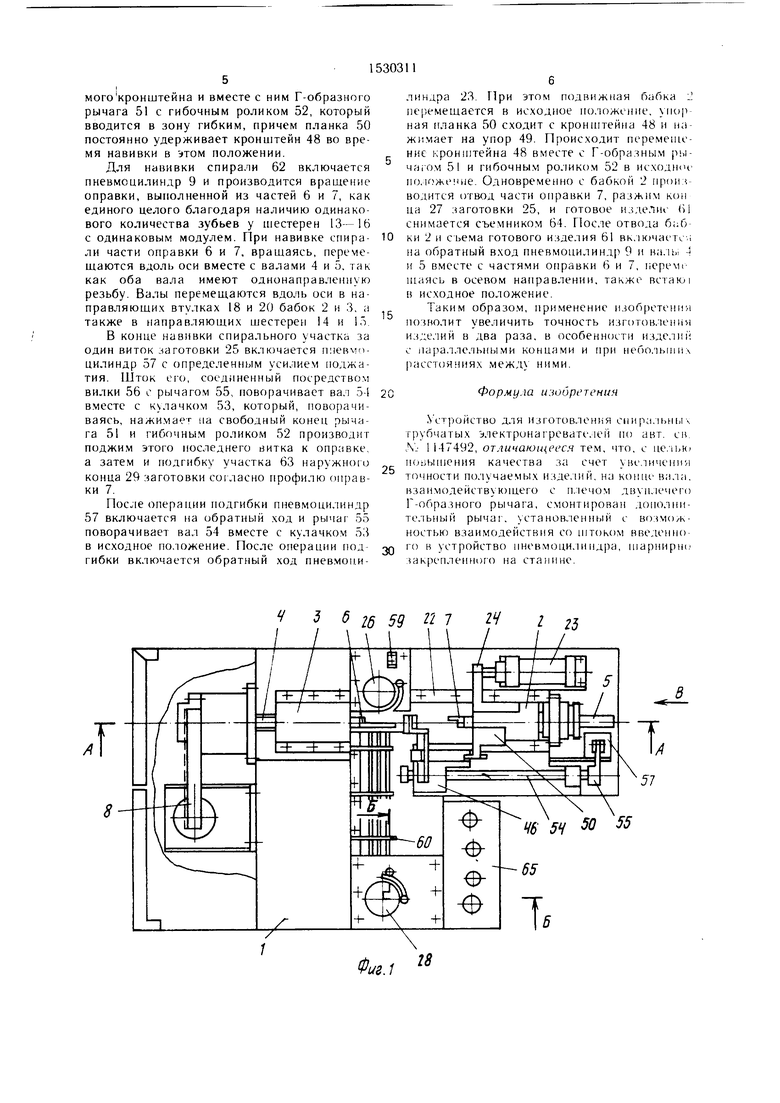
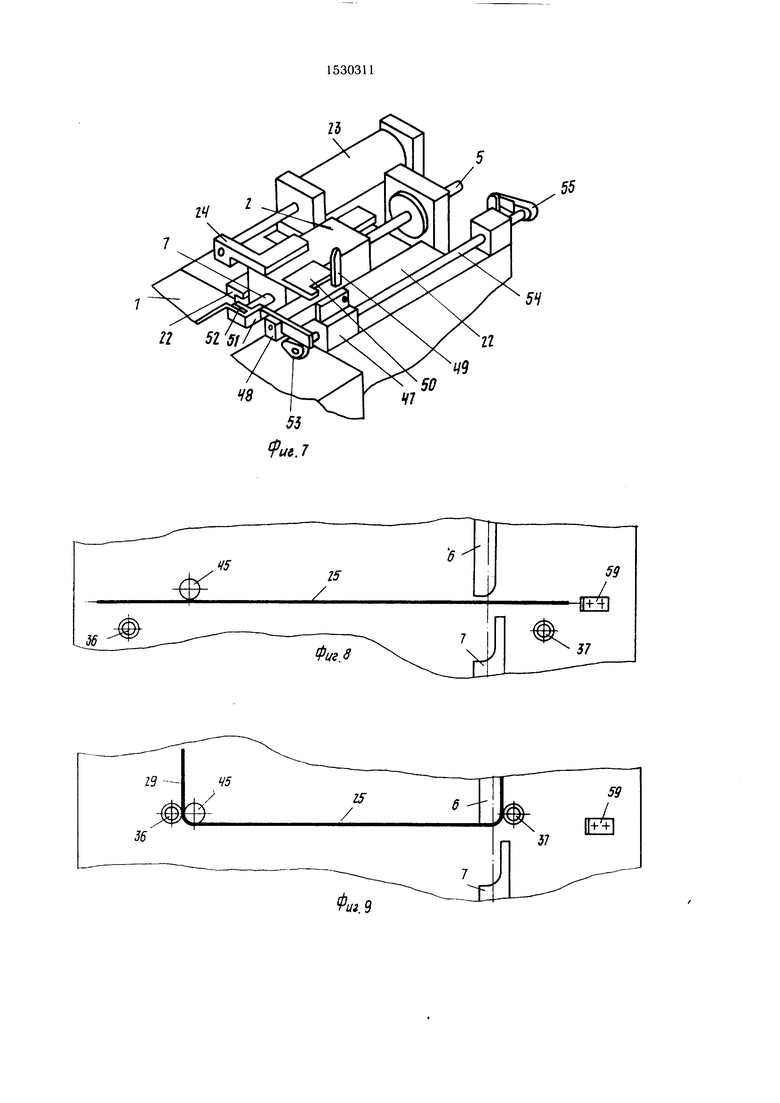
На фиг. 1 изображено пред.чагаемое ст- , вид еверху; на фиг. 2 разрез .-. на фиг 1; на фиг. 3 -- разрез Б-Б на фщ-. 1; на фиг. 4 вид В па фиг. 1 (( рпут), на фиг. 5 кине матическая схема ycTpoiicrfi; ; на фиг. 6 - нодвижная бабка с мс ханиз- мом навивки (исходное по.юженш,); n;i фи|. 7то же, рабочее положе.чие; на
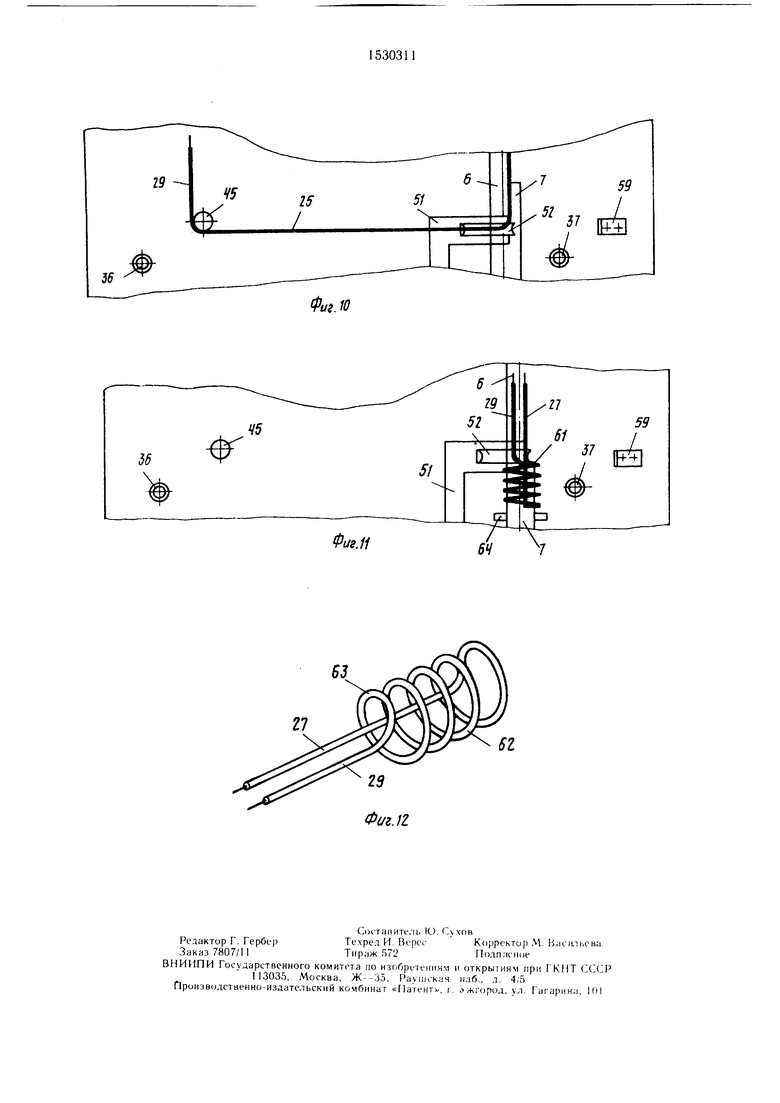
фиг. 8 11 - последовательноеть операции гибки изделий; на фиг. 12 готовое изде- .1ие (спиральный трубчатый электрона ро- акеонометрия.
СД 00 О
оо
Устройство для изготовления трубчатых электронагревателей состоит из станины 1, на которой становлены подвижная 2 и неподвижная 3 бабки. В бабках 2 и 3 размещены с(я тавные валы 4 и 5, в которых жестко чакреплена, выполненная из левой 6 и правой 7 частей оправка, совмен1енная как единое целое во время навивки. Части оправки 6 и 7 имеют общий привод 8 вращения, который состоит из пнев.моцилиндра 9 со HITO- ком в виде рейки, шестерен 10-16 и вала 17. Привод вращения размещен и закреплен нпчтри станины.
а.чы 4 и 5 снабжены резьбой и установлены в бабках с возможностью осевого перемещения и синхронного вращения, для осуществления которых в неиодвижной бабке предусмотрена направляющая втулка 18 и резьбовая гайка 19, а в подвижной приводной бабке - направляющая втулка 20 и резьбовая гайка 21.
Па стапине 1 закреплены направляю- Huie 22, дли перемещения по которым под- ви/кнаи приводная бабка 2 снабжена индивидуальным приводом, выполненным в виде пневмоцилнндра 23, шток которого жестко снизан с корпусом бабки 2 посредством к|)()Н111тейна 24.
В плоскости, перпендикулярной оси оправки, размещены закрепленные на станине 1 два механизма гибки концов заготовки 25, при зтом механизм 26 предусмотрен для гибки внутреннего конца 27 заготовки 25, а меха- 28 для гибким наружного конца 29.
Механизмы 26 и 28 гибки снабжены общим приводом 30, выполненным в виде пнев- моц11„ 1индра, и взаимосвязаны между собой посредством соединительной планки 31, зуб- чагых реек 32 и 33, шестерен 34 и 35, обеспечивающих синхронное вращение гибочных роликов 36 и 37 для получения параллель- fibix концов заготовки 25. Мехаиизм 26 гибки внугреннего конца заготовки 25 состоит из жестко закрепленных на валу 38 привод- noi i шестерни 35 н рычага 39 с гибочным ро- .IHKOM 37. Механизм 28 гибки наружного конца заготовки 25 состоит из жестко закреп- лепных на валу 40 приводной шестерни 34, )ычага 41 с гибочным роликом 36 и копира 42 взаимодействующего с роликом 43, подпру- жппенпого пружиной 44 копирного пальца 45, который установлен с возможностью 1севого перемещения вверх посредством копира 42 и ролика 43 и вниз до размещении з;1под;нщо с поверхностью станины посредством пружины 44. Оба механизма 26 и 2S смонтированы внутри станины I за пс- к,11(1чспием выступающих снаружи гибочных рп.шков 36 и 37.
Механизм 46 навивки состоит из закрепленного на станине 1 корпуса 47, внутри ко- 11)|Ю(1 шарнирно закреплен кронштейн 48, 1,,,и1олненный в виде двуплечего рычага, на o.uiOM конце KOTOpoi o имеется уиор 49, кои- тактирующнй с упорной нланкой 50, жестко
закрепленной на корпусе подвижной бабки 2, а второй конец кронштейна 48 шарнир- но скреплен с двуплечим Г-образным рычагом 51. Одно плечо рычага 51 снабжено гн- бочным роликом 52, а второе плечо выполнено свободным, взаимодействующим с кулачком 53, жестко закрепленным .на валу 54. Вал 54 размещен внутри корпуса 47 и выступа станины I. На валу 54 установлен рычаг 55, соединенный при помощи вилки 56
0 со штоком пневмоцилиндра 57, который щар- нирно установлен на кронштейне 58, закрепленном на станине I.
Для установки заготовки 25 в исходное положение предусмотрен упор 59, а для удерg жания ее в процессе навивки имеется ограничитель 60, выполненный в виде оградительной решетки, у которой продольные планки служат направляющими для свободного конца 29 заготовки 25. Готовое изделие 61 имеет спираль 62 параллельные и совмещен0 ные между собой внутренний 27 и наружный 29 концы изделия с подогнутым участком 63. В станине 1 смонтирован съемник 64 готового изделия 61 н пульт 65 управления.
Устройство работает следующим обра .ЮМ.
в исходном положении часть оправки 6 выдвинута и является шаблоном, вдоль которого производится гибка одного из концов заготовки 25. Копирный палец 45 утоплен,
Q а вторая часть онравки 7 отведена в исходное положение. Кронштейн 48 с Г-образным рычагом 51 поднят.
Заготовка 25 устанавливается до упора 59. Затем с пульта 65 управления приводится в движение шток пневмоцилиндра
5 30 и посредством соединительной планки 31 и реек 32 и 33 начинают синхронно вращаться шестерни 34 и 35, а вместе с ними рычаги 39 и 41 с гибочными роликами 36 и 37. При этом копир 42, вращаясь, нажимает своим упором на ролик 43 и, преодолевая
сопротивление пружины 44, вводит копирный палец 45 в зону гибки. Производится гибка концов 29 и 27 заготовки 25 вокруг оправки 6 и копирного пальца 45.
После подгибки концов заготовки произg водится перемещение штока пневмоцилиндра 30 назад, а вместе с ним возвращаются в исходное положение рычаги 39 и 41 с роликами 36 и 37, а копирный палец 45 пружиной 44 устанавливается заподлицо с поверхностью станины 1. Затем в зону гибки вво0 дится оправка 5 посредством перемещения подвижной бабки 2 по направляющим 22 пневмоцили}1дром 23. Происходит зажим конца 27 заготовки 25 на части оправки 6 частью оправки 7, при этом второй конец 29 заготовки 25 свободен. В конце хода подвиж5 ной бабки 2 производится полное совмещение частей оправок 6 и 7, как единого целог1) н одновременно нажатием упорной планки 50 на кронп1тейп 48 происходит опускание самого кронштейна и вместе с ним Г-образного рычага 51 с гибочным роликом 52, который вводится в зону гибким, причем планка 50 постоянно удерживает кронштейн 48 во время навивки в iTOM положении.
Для навивки спирали 62 включается пневмоцилиндр 9 и производится вращение оправки, выполненной из частей 6 и 7, как единого целого благодаря наличию одинакового количества зубьев у шестерен 13-16 с одинаковым модулем. При навивке спирали части оправки 6 и 7, вращаясь, перемещаются вдоль оси вместе с валами 4 и 5. так как оба вала имеют однонаправленную резьбу. Валы перемещаются вдоль оси в направляющих втулках 18 и 20 бабок 2 и 3, а также в направляющих шестерен 14 и 15
В конце навивки спирального участка за один виток заготовки 25 включается ппевмо- цилиндр 57 с определенным усилием ноджа- тия. Шток егч), соединенный посредством вилки 56 с рычагом 55, поворачивает вал 54 вместе с кулачком 53, который, поворачиваясь, нажимает па свободный конец рычага 51 и гибочным роликом 52 производит поджим этого последнего витка к оправке. а затем и подгибку участка 63 наружного конца 29 заготовки согласно профилю оправки 7.
После операции подгибки пневмоцилиндр 57 включается на обратный ход и рычаг 55 поворачивает вал 54 вместе с кулачком 53 в исходное положение. После операции подгибки включается обратный ход пневмоци
линдра 23. При этом подвижная бабка :. перемещается в исходное положение, упорная планка 50 сходит с кронп1тейна 48 и на- жи.мает на упор 49. Происходит перемещение кронштейна 48 вместе с Г-образным рычагом 51 и гибочным ро.чиком 52 в исходн(Н по.южение. Одновременно с бабкой 2 производится отвод части оправки 7, разжим кон ца 27 заготовки 25, и готовое изделие (il снимается съемником 64. После отвода баб- ки 2 и сьема готового изделия 61 вк.1К)чаетсм на обратный вход пневмоцилиндр 9 и Ba.u.i 4 и 5 вместе с частями оправки 6 и 7, перемс таясь в осевом направлении, также встаю: в исходное положение.
Таким образо.м, применение изобретения позгюлит увеличить точность изготов.пения изделий в два раза, в особенности изделш е параллельными концами и при небо.чынпх расстояниях между ними.
Формула изобретения
cтpoйcтвo для изготовления снира.и.шлч трубчатых электронагревателей по авт. си, Л . 1147492, отличающееся тем, что, с ne/ibK поиы1пения качества за счет увеличения точности получаемых изделий, на конщ- вала, взаимодействующего с гмечом дв плечег() Г-образного рычага, смонтирован дополнительный рычаг, установленный с возможностью взаимодействия со HITOKOM введенио- го н устройство нневмоцилиндра, niapiiHpHi. закрепленного на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Устройство для гибки длинномерных изделий | 1980 |
|
SU893317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для гибки длинномерных изделий | 1988 |
|
SU1538953A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Станок для гибки длинномерных заготовок | 1980 |
|
SU935161A1 |
| Станок для гибки длинномерных изделий | 1980 |
|
SU940913A1 |

Изобретение относится к устройствам для гибки спиралеобразных трубчатых изделий и позволяет повысить их качество. Устройство содержит размещенные на станине механизм навивки заготовки, включающий приводную оправку из двух частей с центральным отверстием и смонтированный в корпусе гибочный ролик. Устройство имеет размещенную на станине неподвижную переднюю бабку и установленную с возможностью перемещения приводную заднюю бабку, два кинематически связанных между собой механизма гибки концов заготовки, состоящих из размещенных на станине приводных валов, закрепленных на валах гибочных рычагов с гибочными роликами, установленного на валу одного из гибочных механизмов копирного кулачка. Приводная бабка посредством упорной планки и кулачка связана с механизмом навивки, который имеет шарнирно закрепленный в корпусе двуплечий рычаг. В корпусе смонтирован Г-образный рычаг, шарнирно связанный с двуплечим рычагом. На конце вала, взаимодействующего с плечом Г-образного рычага, смонтирован дополнительный рычаг, установленный с возможностью взаимодействия с пневмоцилиндром, шарнирно закрепленным на станине. 12 ил.
В
5-6
45
Ш
41
fe5
Вид 6 Повернуто
55 56
58
14
52
II
55
47
55
/
54
11
50
48
25
14
54
ll
V9
V7
50
Фиг. 10
63
