(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ
no направляющей корпус консольно вынесен относительно направляющей и снабжен резьбовой стойкой, на которой установлен сферический шарнир с сйлс:вой фиксацией от поршня, связанного через стойку с источником давления; на рычаге сферического шарнира установлена втулка с рукояткой и фикcaтopo 4 продольнЬго положения штанги, которая снабжена рядом кольцевых проточек по длине и рукоятки, штанга связана с технологическим стояком крепления выплавляемой модели, причем на конце стойки установлен узел шарнирного сферического соединения с трубощюводом от источника давления с силовой фиксацией от того же источника давления, а пескосып снабясен емкостью для нанесения суспензии на модель.
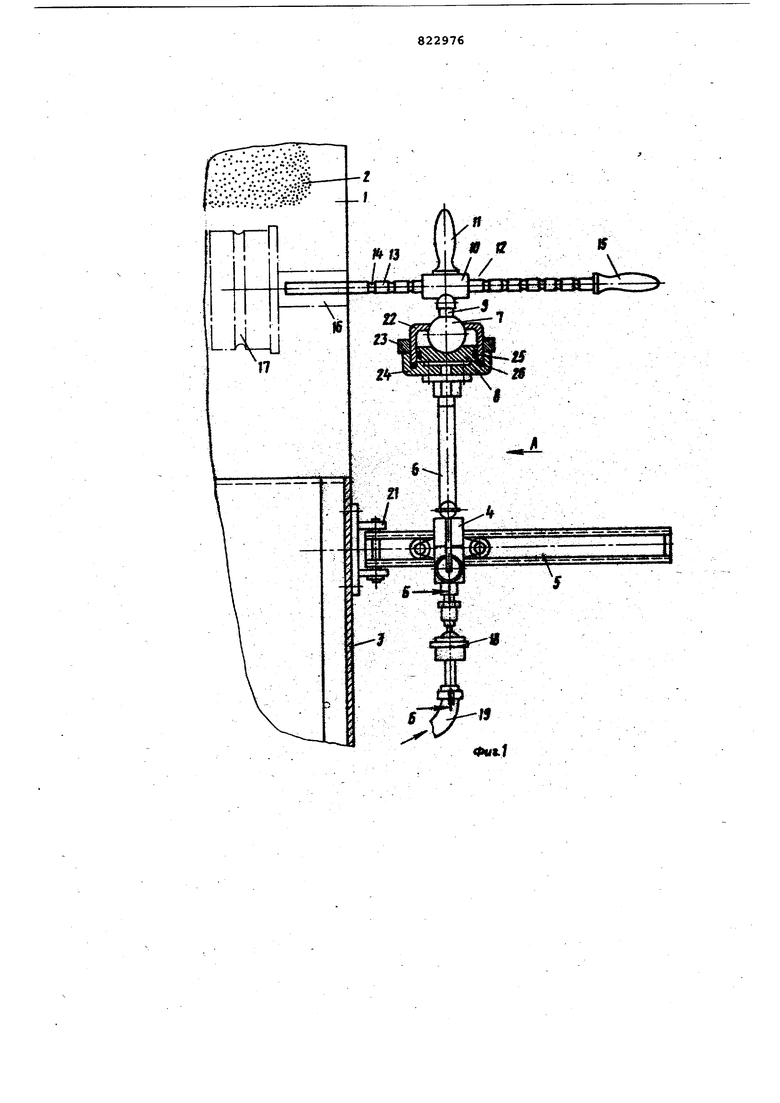
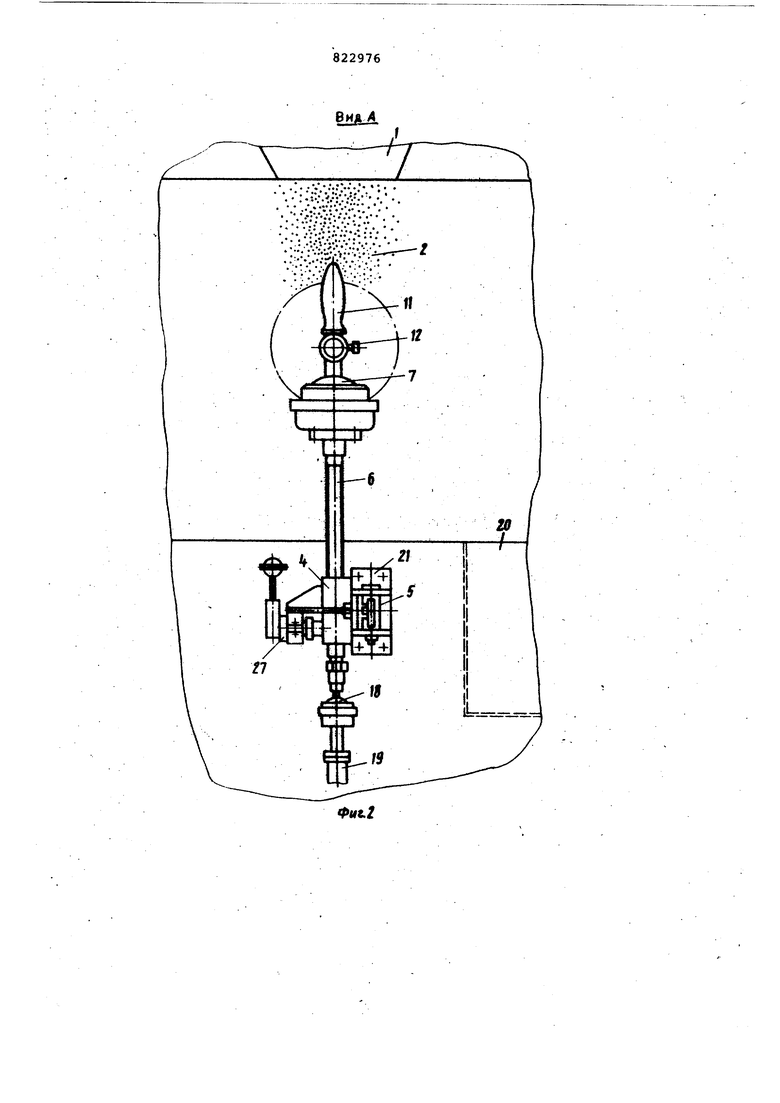
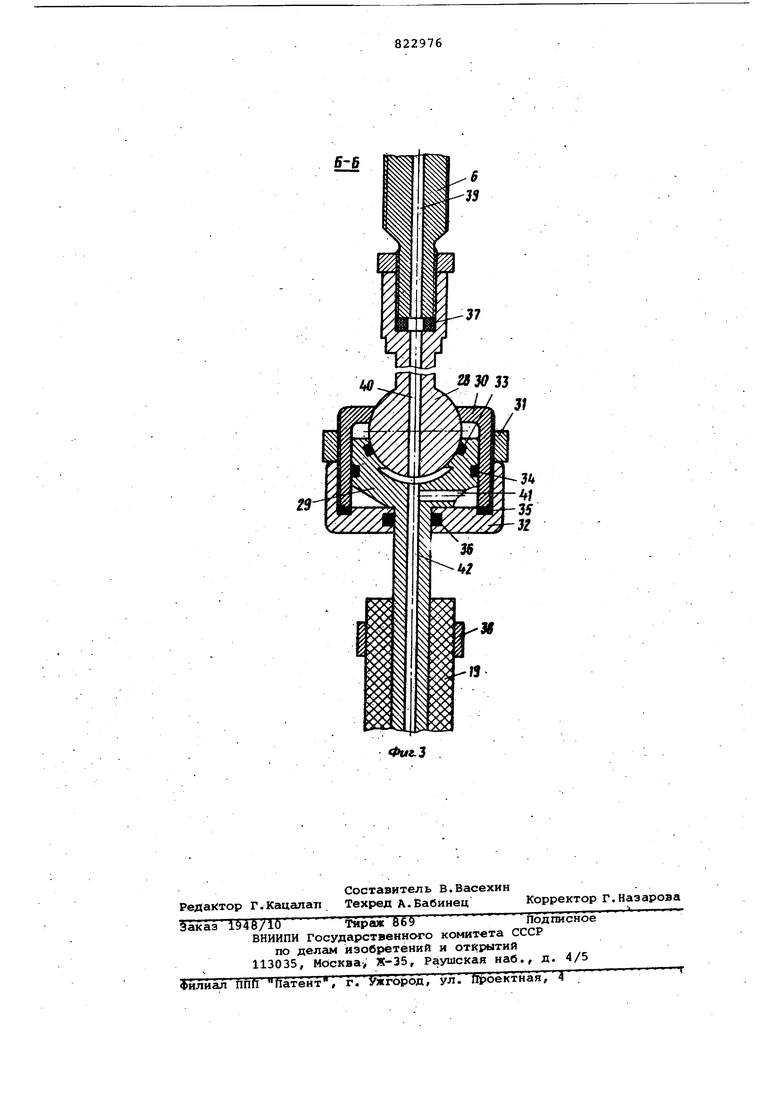
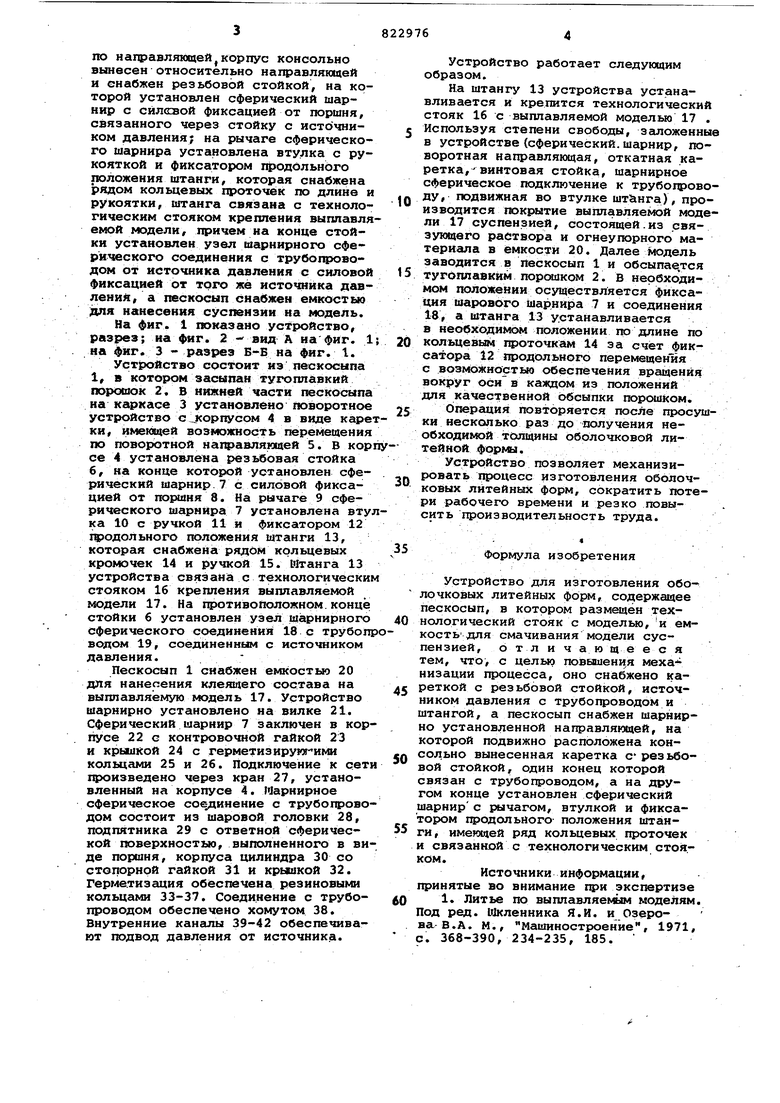
На фиг. 1 показано устройство, разрез; иа фиг. 2 - вид А иафиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из пескосыпа 1, в котором засыпан тугоплавкий порошок 2. В нижней части пескосыпа на кефкасе 3 установлено поворотное устройство с корпусом 4 в виде кареки, именяцей возмомсность перемещения по поворотной награвлякхдей 5. В корсе 4 установлена резьбовая стойка б, на конце которой установлен сферический шарнир.7 с силовой фиксацией от поршня 8. На рычаге 9 сферического шарнира 7 установлена втука 10 с ручкой 11 и фиксатором 12 щ)одольного положения штанги 13, которая снабжена рядом кольцевых кромочек 14 и ручкой 15. Мтанга 13 устройства связанё с технологически стояком 16 крепления выплавляемой модели 17. На противоположном.конце стойки 6 установлен узел шарнирного сферического соединения 18 с трубопводом 19, соединенным с источником давления.
Пескосып 1 снабжен емкостью 20 для нанесения клеящего состава на выплавляемую модель 17. Устройство шарнирно установлено на вилке 21. Сферический шарнир 7 заключен в корпусе 22 с контровочной гайкой 23 и крынкой 24 с гepмeтизиpyюrи в кольцами 25 и 26. Подключение к сет произведено через кран 27, установленный на корпусе 4. Шарнирное сферическое соединение с трубохчроводом состоит из шаровой головки 28, подпятника 29 с ответной сферической поверхностью, выполненного в виде поршня, корпуса цилиндра 30 со стопорной гайкой 31 и крынкой 32. Герметизация об еспечена резиновыми кольцами 33-37. Соединение с трубопроводом обеспечено хомутом 38. Внутренние канешы 39-42 обеспечивают подвод давления от источника.
Устройство работает следующим образом.
На штангу 13 устройства устанавливается и крепится технологический стояк 16 с выплавляемой моделью 17 . Используя степени свободы, згшоженные в устройстве (сферический, шарнир, поворотная направляющая, откатная каретка, винтовая стойка, шарнирное сферическое подключение к трубопроводу, подвижная во втулке шт&нга), про0изводится покрытие выплавляемой модели 17 суспензией, состоящей.из связующего раствора и огнеупорного материала в ёмкости 20. Далее модель заводится в пескосып 1 и обсыпае.тся
5 тугоплавким порошком 2. в необходимом положении осуществляется фиксация шарового шарни ра 7 и соединения 18, а штанга 13 устанавливается в необходимом положении по длине по
0 кольцевым гфоточкам 14 за счет фиксатора 12 продольного перемещения с возможностью обеспечения вращения вокруг оси в каждом из положений для качественной обсыпки порошком.
Операция повторяется после просуш5ки несколько раз до получения необходимой толщины оболочковой литейной форкш.
Устройство позволяет механизировать процесс изготовления оболоч0ковых литейных форм, сократить потери рабочего времени и резко повысить производительность труда.
5
Формула изобретения
Устройство для изготовления оболочковых литейных форм, содержащее пескосып, в котором размещён технологический стояк с моделью, и ем0кое т ь.для смачивания модели суспензией, о т л и ч а И) щ е ее я тем, что, с целью повышения меха низации процесса, оно снабжено кареткой с резьбовой стойкой, источ5ником давления с трубопроводом и штангой, а пескосып снабжен шарнирно установленной направляющей, на которой подвижно расположена консол.ьно вынесенная каретка с резьбо0вой стойкой, один конец которой связан с трубопроводом, а на другом конце установлен сферический шарнир с 1%1чагом, втулкой и фиксатором продольного положения штан5ги, имеющей ряд кольцевых проточек и связанной с технологическим стояком.
Источники информации, принятые во внимание при экспертизе
1. Литье по выплавляемым моделям.
0 Под ред. 1т.1кленника Я.И. и Озерова-в.А. М., Машиностроение, 1971, с. 368-390, 234-235, 185.
29§I&
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКОВАЯ ФОРМА | 2024 |
|
RU2828801C1 |
| Устройство для транспортировки литейных оболочковых форм | 1990 |
|
SU1748919A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
| Модельный блок для литья по выплавляемым моделям | 1990 |
|
SU1740099A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Устройство для крепления модельных блоков | 1979 |
|
SU854550A1 |
| Складной каркас палатки изменяемого объема | 1987 |
|
SU1550064A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |