Изобретение относится к обработке .металлов давлением и может быть использовано при производстве проката из металлического порошка в станах винтовой и продольной прокатки. По основному авт.св. № 749570 известен контейнер для уплотнения заготовок из порошка, содержащий кор пус в виде стакана, заполненнаго порошком, крышку в виде усеченного конуса с углом образующей 10-30 и шайбу, установленную перед крышкой, причем крьш1ка установлена в корпусе на глубину 0,1-0,3 его высота и боль шим основанием обращена к шайбе. Кон струкция этого контейнера обеспечива ет возможность его деформации в станах винтовой и продольной прокатки Однако в процессе эксплуатации бы ло установлено, что высокое качество уплотнения достигается при использовании контейнера высотой не более 2-3 его диаметра. Это обусловлено те что эффект противодавления в осевом направлении, создаваемьй крышкой и райбой при увеличении длины ослабевает и внутри заготовки наблюдаются несплошности. Ограниченная длина контейнеров приводит к необходимдст их изготовления в бопьш.ом количестве. и следовательно, к значительному расходу металла. Кроме того, это приводит также к повьшхенной обрези концов уплотненного порошкового метгшла. Цель изобретения - повышение качества yплoтняe & x заготовок при увеличении длины контейнера. Поставленная цель достигается тем, что контейнер снабжен дополнительными шайбами, установленными в корйусе на расстоянии одна от другой и от дна корпуса равном 1,5-2,5 диаметра его полости,.при этом торцовые поверхности каждой из шайб выполнены по сфере с радиусом, составлякицим 2-3 диаметра полости корпуса, а толщина каждой шайбы составляет 0,2-0,3 диаметра этой полости.
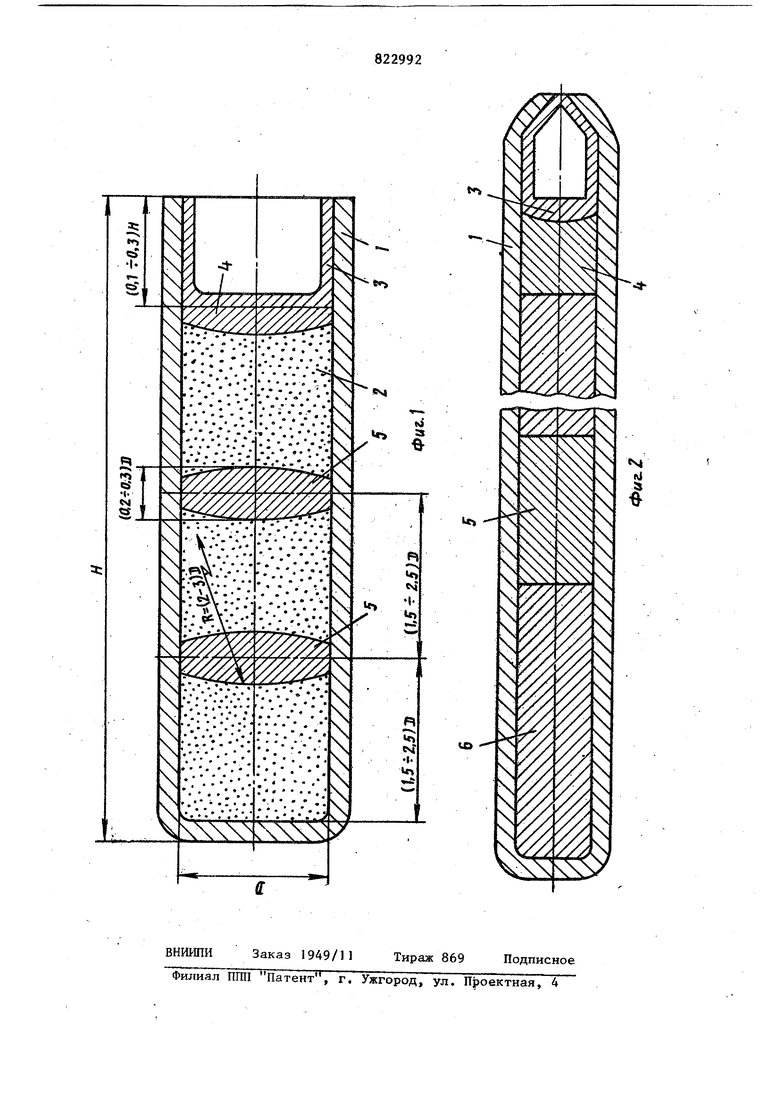
На фиг.1 схематически изображен предлагаемый контейнер для уплотнения заготовок из порошкаj на фиг, 2 то же, после деформации.
Контейнер состоит из корпуса 1, заполненного металлическим порошком 2 с крышкой 3, установленной на глу. бину 0,2-0,3 высоты корпуса, к которо со стороны порошка примыкает шайба 4. Внутри полости корпуса установлены шайбы 5 толщиной 0,2-0,3 диаметра полости, торцовые поверхности которых выполнены сферическим радиусом, равным 2-3 диаметра полости.
Изготовление контейнера производится следующим образом.
Отдельно изготавливаются стаканообразный корпус и крьш1ка шайбы. Далее дозированными порциями.заключается металлический лорошок и последова- тельно закладываются металлические шайбы, производится виброуплотнение порошка, как вариант. - вакуумирова- кие и герметизация посредством сварки корпуса и крьш1ки по .периметру,
Процесс прокатки упомянутого кон.тейнера происходит следуюш;им образом нагретый до температуры деформации ег задают в рабочие валки стана винто- ВОЙ прокатки открытым концом (с кромкой 3 и шайбой 4). При этом происхо-; дит поднятие полого конца заготовки (фиг.2), которьш препятствует ее выталкиванию. В процессе деформации металлические шайбы, удлиняясь в осевом направлении, обеспечивают необходимый подпор в осевом направлении, причем объем, на который воздействует шайба-уплотнитель в осевом направлении, заключается между ними либо между шайбой и концом.контейнера. Максимальное расстояние между шайбами 2,5 dk ограничивается возможностями П1ропрессовки контейнера в осевом., «аправлении, а минимальное расстояние 1,5 - повьш1енным расходом металла на их изготовление. Нижний предел размед ов шайбы - уплотнителя обусловлен ее устойчивостью, а верхний - павышенным расходом металла на их изготовление. Выполнение торцов шайб по сфере радиусом 2-3 диаметра полйсти обусловлено необходимостью компенсации более интесивной вытяжки периферийных слоев, для получения плоской поверхности контакта между уплотнен .ным порошком и удлиненной шайбой ,
(фиг.2). При этом интервал радиусов определяется интервалом необходимых для полного уплотнения обжатий (60-90%).
Пример. Контейнер предлагае.мой конструкции имеет наружный диаметр ПО мм, толщина стенки составляет 7 мм, а длина 300 мм. Внутренняя полость корпуса заполнена порошком быстрорежущей стали, а через каждые 180-200 мм установлены шайбы 95 мм (всего 4 шт.) толщиной 20 мм, торцы которых выполнены по радиусу 200 мм. Для обеспечения качественной сварки торцов крьш1ки и корпуса изготавливают в виде стакана глубиной 0,2 высоты заготовки. Прокатывают 10 заготовок в трехвалковом стане
при угле подачи 20 с обжатием 55%.. Скорость прокатки .составляет 1,5 d, Процесс деформации протекает стабильно. Полученный пруток характеризуется высоким качеством уплотнения, отсутствием несплошностей по длине. Далее деформированнзто заготовку разрезают по месту расположений шайб и удаля:ют остатки корпуса механическим путем.
Коэффициент использования металла в этом случае при уплотнении порошковых материалов возрастает на 15-20%, а при изготовлении корпуса возрастает на 20-30%, по сравнению с использованием известных контейнеров, при высоком качестве получаемой заготовки.
.Формула изобретения
Контейнер для уплотнения заготово из порошка по авт.св. № 749570, о тличающийся тем, что, с целью повьш1ения качества уплотняемых заготовок при увеличении длины контейнера, он снабжен дополнительными шайбами, установленными в корпусе на расстоянии одна от другой и от дна корпуса равном 1,5-2,5 диаметра его полости, при этом торцовые поверхности каждой из шайб выполнены по сфере с радиусом, составлякяцим 2-3 диаметр полости корпуса, а толщина каждой шайбы составляет 0,2-0,3 диаметра этой полости.
Источники информации, принятые во внимание при экспертизе
1 о Авторское свидетельство СССР № 749570, кл. В-22 F 3/18, 07.04.78.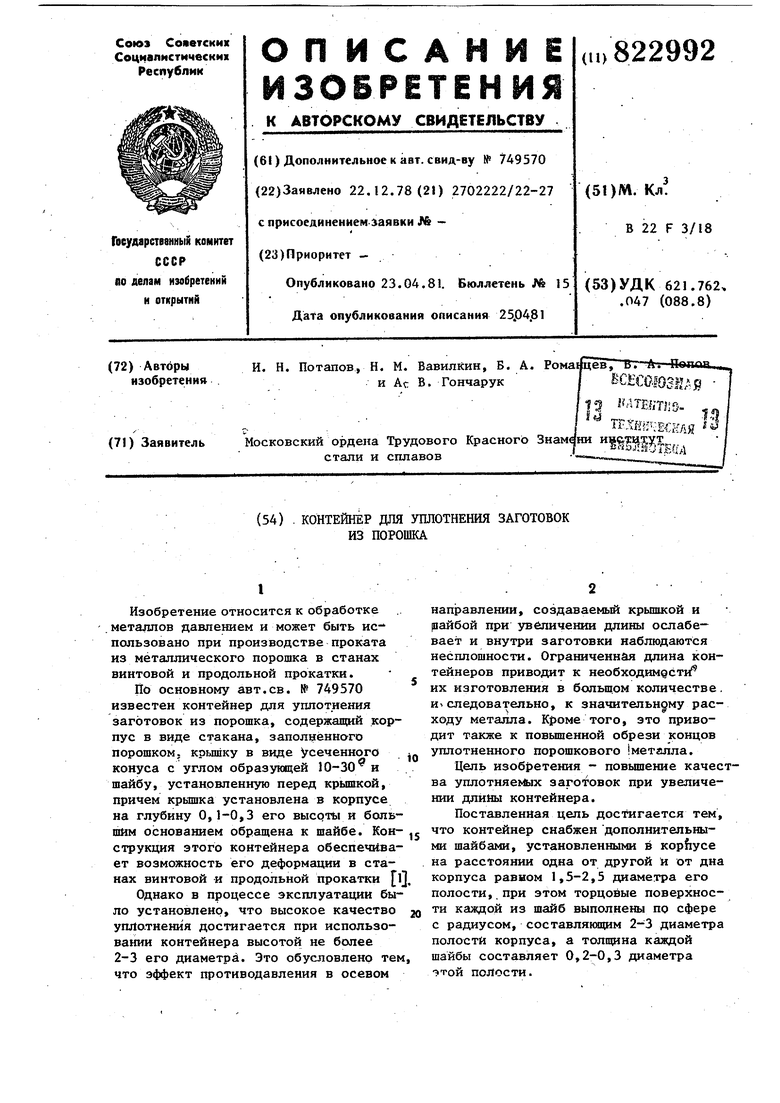
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для прессования заготовок из порошка | 1978 |
|
SU749570A1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1980 |
|
SU969457A1 |
| Контейнер для прессования биметаллических изделий | 1981 |
|
SU954188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАФИНИРУЮЩЕЙ ДОБАВКИ ИЗ КАЛЬЦИЯ В ФОРМЕ ПРОВОЛОКИ | 1993 |
|
RU2011685C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2002 |
|
RU2228960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422283C1 |
| Контейнер для деформации металлического порошка | 1983 |
|
SU1135551A1 |