(54) УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ
Цель изобретения - повьпиение произволительности при сварке в затесненных условиях изделий с разделкой кромок сложной конфигурации путем обеспечения изменения амплитуды колебаний и угла разворота горелки в процессе сварки.
Поставленная цель достигается теМ что механизм поперечных колебаний го релки снабжен рычагом с упором, дополнительным кулачком и ползуном, при этом рычаг шарнирно закреплен одним концом на корпусе, а другим концом кинематически связан с толкателем, дополнительный кулачок закреплен на ползуне с возможностью взаимодействия .с упором рычага.
Кроме того, задающий кулачок выполнен ступенчатым, или наборным.
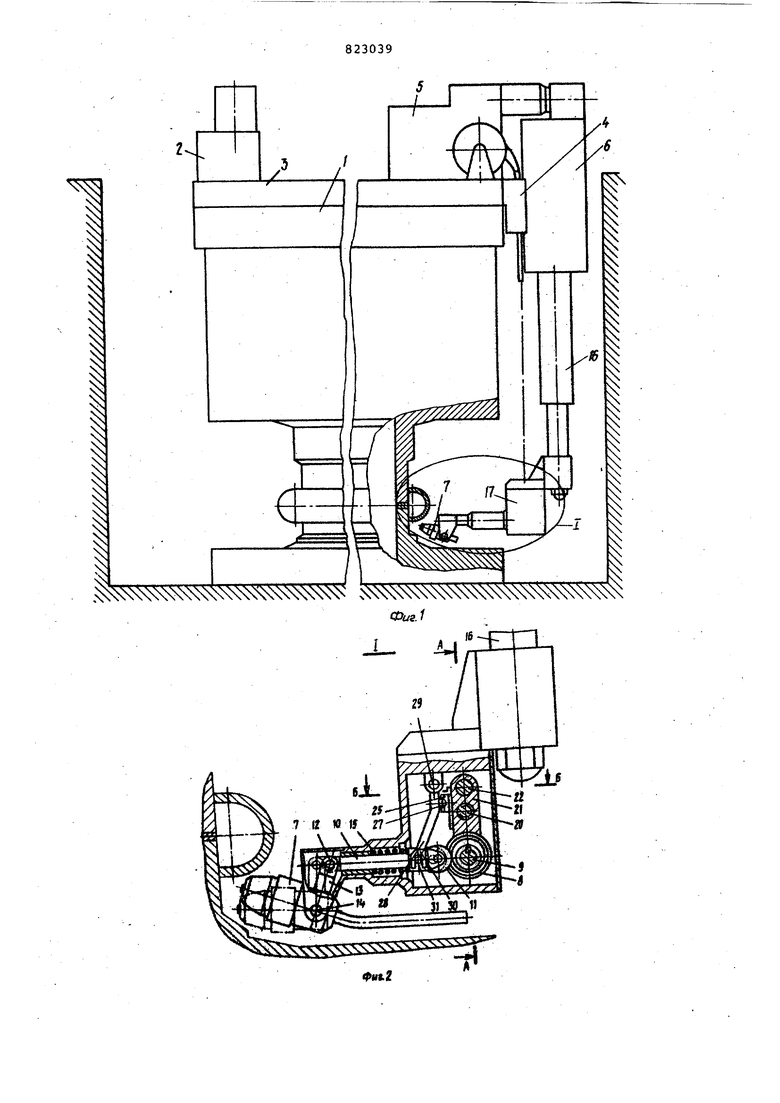
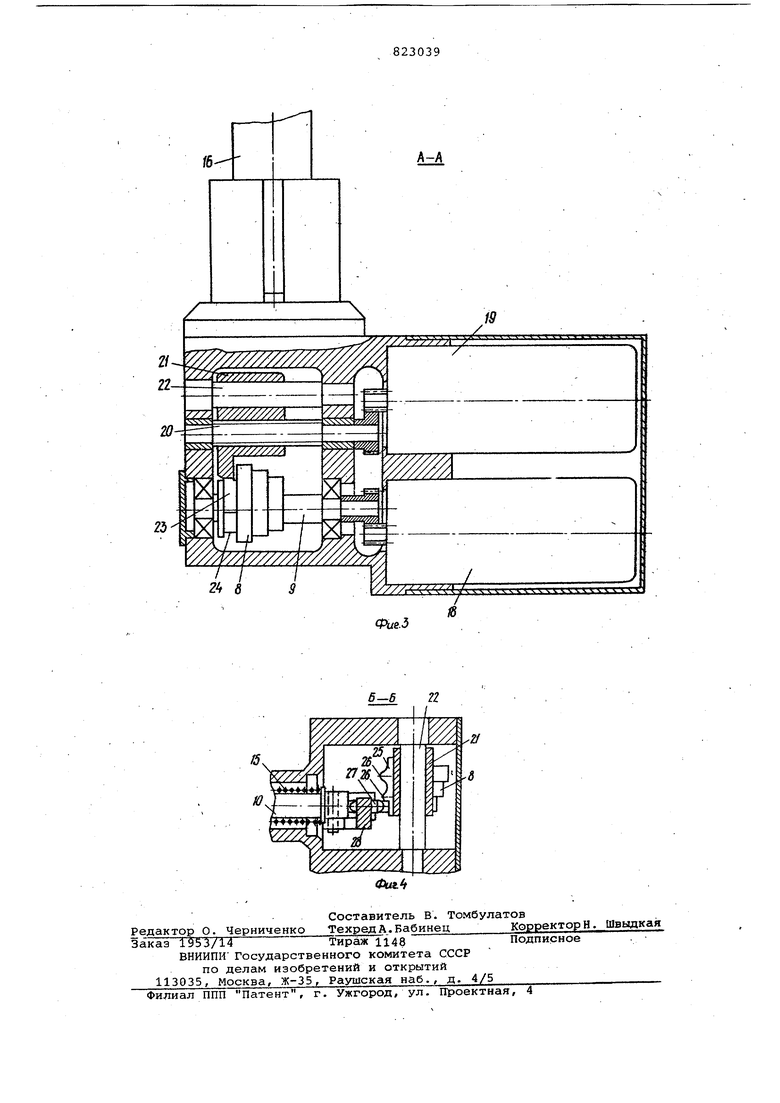
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. .1} на фиг.З сечение А-А на фиг. 2; на фиг.4 сечение Б-Б на. фиг. 2.
Устройство содержит корпус 1 с установленной на нем с возможностью вращения от привода 2 планшайбой 3, на которой закреплен механизм 4 подачи сварочной проволоки, а также механизм горизонтального 5 и вертикального 6 перемещений горелки 7 .
Механизм поперечных колебаний включает задающий ступенчатый кулачок 8, установленный на валу 9. С здающим кулачком 8 взаимодействует толкатель 10, на одном конце которого установлен ролик 11, а второй конец соединен щарниром 12 с рычагом 13, жестко связанным с горелкой 7 а установленным на оси 14. Толкатель 10 с роликом 11 поджат к задающему кулачку 8 пружиной 15.
На штанге 16 механизма б вертикального перемещения установлен механизм 17 поперечных колебаний горелки , который служит для автоматической установки требуемой величины амплитуды поперечных колебаний и угла разворота нейтральной оси горелки 7. Механизм 17 выполнен в виде ступенчатого задающего кулачка 8, посаженного на вал 9, с возможность совместного вращения от привода 18, и осевого перемещения от привода 19 через винт 20 и ползун 21, установленный на направляющей 22 и связанный при помощи вилки 23 с кольцевым пазом 24 ступенчатого задающего кулачка 8. Профиль каждой ступени кулачка 8 .соответствует определенно амплитуде поперечных колебаний и угла разворота нейтральной оси горелки 7. Ступенчатый кулачок 8 выполнен из набора кулачков. На ползуне 21 закреплен криволинейный дополнительный кулачок 25, который установлен с возможностью взаимодействи .своими выступами 26 с упрром 27 рычага 28, один конец которого подвешен на оси 29, а второй конец вилкой 30 связан с пальцем 31 толкателя 10. Криволинейный кулачок 25 и рычаг 28 служат для отвода ролика 11 и установки его на одну из ступеней задающего кулачка 8 при перемещении последнего вдоль оси вала 9, при изменении амплитуды поперечных колебаний и угла разворота нейтральной оси горелки 7.
Устройство работает следующим образом.
Устройство устанавливается с помощью центрирующего пояска на изделие (не обозначено и при помощи механизма 5 горизонтального перемещения и механизма б вертикального перемещения горелка 7 устанавливается в радиальном направлении и по-высоте на сварку, например, корня шва. Включают привод 2. При этом вращается планшайба 3 с механизмом подачи проволо,ки 4, а также механизм 5 горизонтального перемещения с подвешенным на нем механизмом б вертикального перемеще- .
5 ния со штангой 16, а установленный на ней механизм изменения амплитуды поперечных колебаний и угла разворота оси горелки 7 перемещается вдоль шва по окружности. Одновременно с приводом 2 включается механизм 4 подачи
сварочной проволоки в горелку .7 и привод 18, вращающий вал 9 и ступенчатый кулачок 8.
Толкатель 10 с роликом 11, поджатый к одной из ступеней задающего кулачка 8 пружиной 15, взаимодействует с ним и передает движение через шарнир 12 на рычаг 13 и, связанную с ним жестко горелку 7. Сварочная проволока вместе с горелкой колеблется относительно нейтральной оси горелки 7 вокруг оси 14 с амплитудой, заданной профилем одной из ступеней задающего кулачка 8, требуемой, например, для сварки корня шва. Для изменения амплитуды колебаний и угла разворота нейтральной оси горелки 7 для следующего прохода включают привод 19 и приводят во вращение винт 20. При этом .перемещается ползун 21 на направляющей 22
0 и вилкой 23 перемещает ступенчатый задающий кулачок 8 вдоль оси вала 9. Одновременно криволинейный дополнительный кулачок 25 выступом 26 воздействует на упор 27 рычага 28. Рые чаг 28, разворачиваясь на оси 29, вилкой 30 через палец 31 отводит толкатель 10 с роликом 11 от одной из ступеней -задающего кулачка 8, сжимая пружину 15. При этом толкатель 10 воз-,, действует через шарнир 12 на рычаг 13
0 и разворачивает горелку 7 вокруг
оси 14. При дальнейшем движении криволинейного дополнительного кулачка 25 упор 27 сходит с выступа 26 и толкатель 10 возвращается пружиной 15
5 до касания ролика 11 со следующей Ступени задающего кулачка 8, которы обеспечивает требуемый угол разворо нейтральной оси и амплитуду колебаний горелки 7 для следующего, прохода. При касании ролика 11 со следую щей ступенью задающего кулачка 8 ке 1траз1ъная. ось горелки 7 устанавли вается в новое положение. Перед сваркой кромок с разделкой определенной сложной конфигурации устанавливается необходимый набор кулачков ступенчатого задающего кулачка 8. Таким образом, предлагаемое устройство позволяет, не снимая с изде лия, изменить угол разворота нейтральной оси и амплитуду поперечных колебаний горелки 7 при взаимодейст вии ролика 11 поочередно с одной из ступеней кулачка 8, что позволяет з полнять металлом за один проход любую часть разделки сложной конфигура ции. Это повышает качество сварных соединений с разделкой кромок сложной конфигурации и производительнос устройства в затесненных монтажных условиях, в труднодоступных местах, например на судне. Формула изобретения 1. Устройство для автоматической сварки неповоротных кольцевых стыков содержащее корпус, приводную планшайбу, горелку, механизм для подачи проволоки, механизм для поперечных колебаний горелки, выполненный в виде задающего кулачка, установленного на валу с возможностью взаимодействия с роликом толкателя, кинематически связанного с горелкой, о т л и ч а ющ е е с я тем, что, с целью повышения производительности при сварке в затесненных условиях изделий с разделкой кромок сложной конфигурации путем обеспечения изменения амплиту,ды колебаний и угла разворота горелки в процессе сварки, механизм для поперечных колебаний горелки снабжен рычагом с упором, дополнительным кулачком и ползуном, при этом рычаг шарнирно закреплен одним концом на корпусе, а другим концом кинематически связан с толкателем, а дополнительный кулачок закреплен-на ползуне с возможностью взаимодействия с упором рычага. 2.Устройство по п. 1, о т л и чающ-ееся тем, что задающий кулачок выполнен ступенчатым. 3.Устройство по пп. 1 и 2, о тличающееся тем, что зещаклций кулачок .выполнен наборным. Источники информации, принятые во внимание при экспертизе 1.Патент США 3841547, kл.22829, 1974. 2.Патент Японии № 45-33593, кл. 12 В 11 2.9, 1970. 3.Патент ФРГ № 2027187, кл. В 23 К 9/12, 1977. 4.Авторское свидетельство СССР № 380412, кл. В 23 К 9/30, 1971. , I .
ГбА-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1459854A1 |
| Устройство для колебания сварочной горелки | 1974 |
|
SU512880A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU380412A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |