(54) УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОЙ ГОРЕЛКИ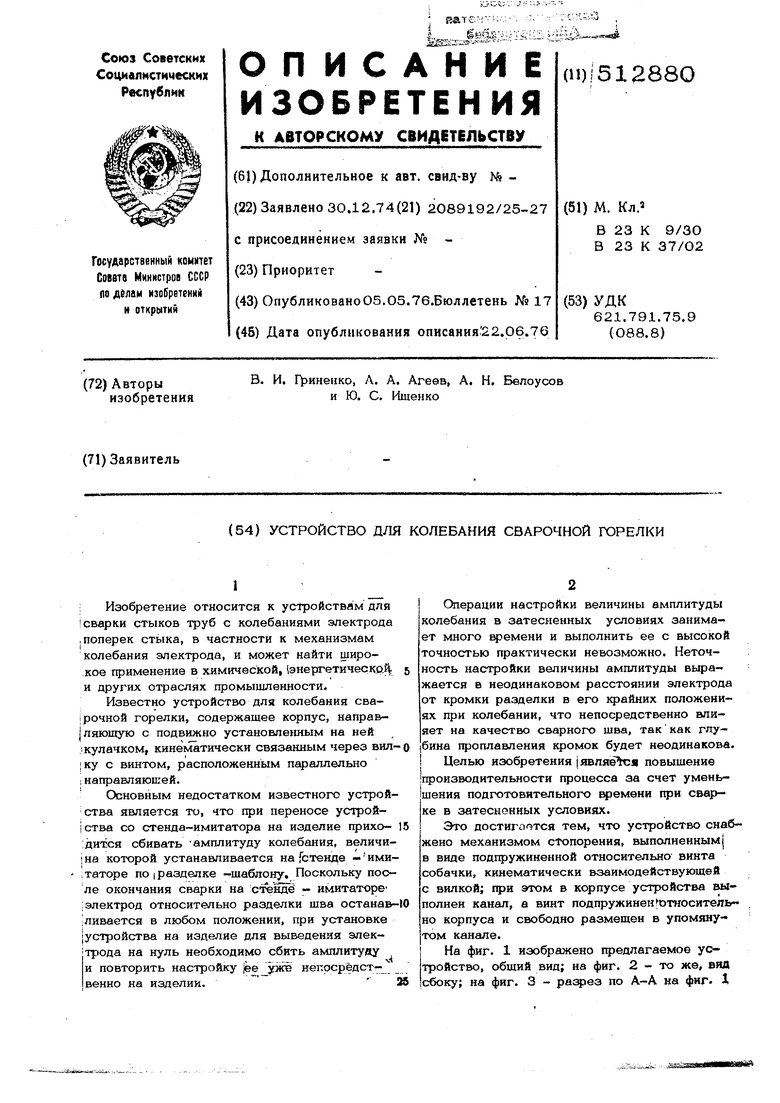
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1975 |
|
SU656777A1 |
1
; Изобретение относится к устройствам для I сварки стыков труб с колебаниями электрода .поперек стыка, в частности к механизмам колебания электрода, и может найти широкое применение в химической, (энергетическрА и других отраслях промышленности.
Известно устройство для колебания сва|рочной горелки, содержащее корпус, направ|ляющую с подвижно ycтaнoвлe шым на ней 1 кулачком, кинематически связанным через вилку с винтом, расположенным параллельно направляющей.
Основным недостатком известного устройства является то, что при переносе устройства со стенда-имитатора на изделие прихо- дится сбивать амплитуду колебания, величиi на которой устанавливается на Гстенде -имитаторе по i разделке -шаблону. Поскольку после окончания сварки на стенде - имитаторе ; электрод относительно разделки шва останавСливается в любом положении, при установке j устройства на изделие для выведения элек1трода на нуль необходимо сбить амплитуду и повторить настройку непрсрёдст- венио на изделии.
Операции настройки величины амплитуды колебания в затесненных условиях занимает много времени к выполнить ее с высокой точностью практически невозможно. Неточность настройки величины амплитуды выражается в неодинаковом расстоянии электрода от кромки разделки в его крайних положениях при колебании, что непосредственно влияет на качество сварного шва, таккак глубина проплавления кромок будет неодинакова.
Целью изобретения |яБляе я повышение производительности процесса за счет уменьшения подготовительного времени при сварке в затесненных условиях.
Это достигаотся тем, что устройство снабжено механизмом стопореиия, выполненным в виде подпружиненной относительно винта собачки, кинематически взаимодействующей с вилкой; при этом в корпусе устройства выполнен канал, а винт подпружинен Относительно корпуса и свободно размещен в упомянутом канале.
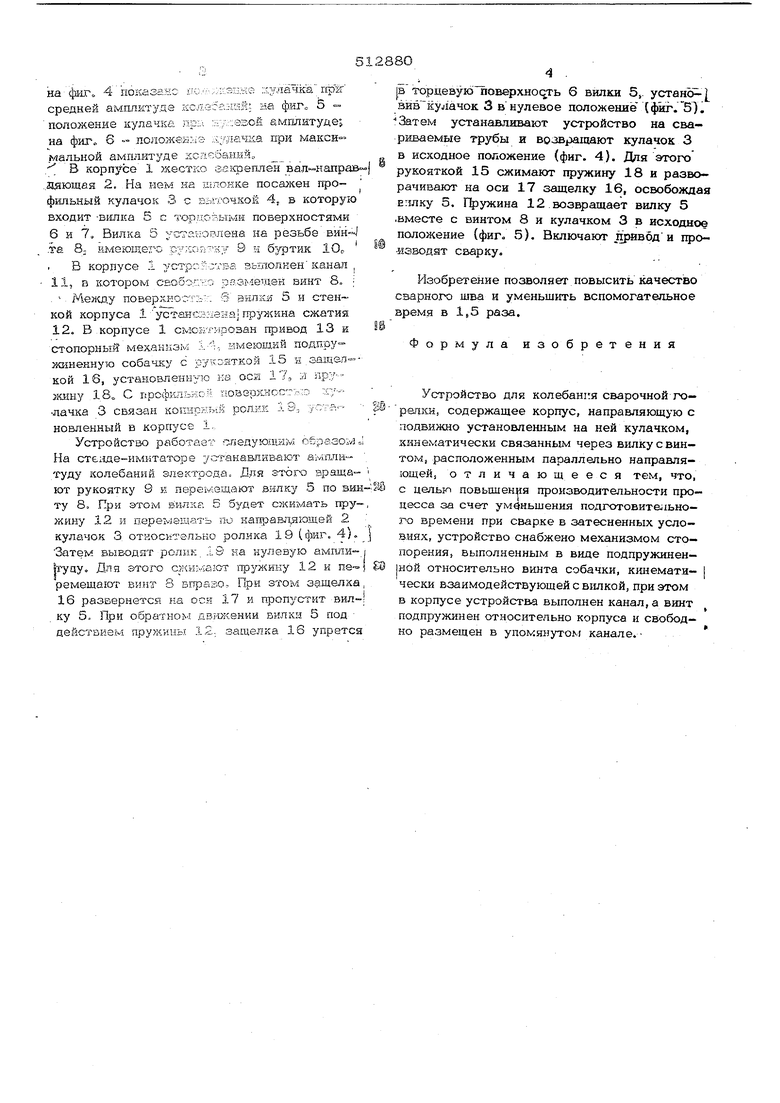
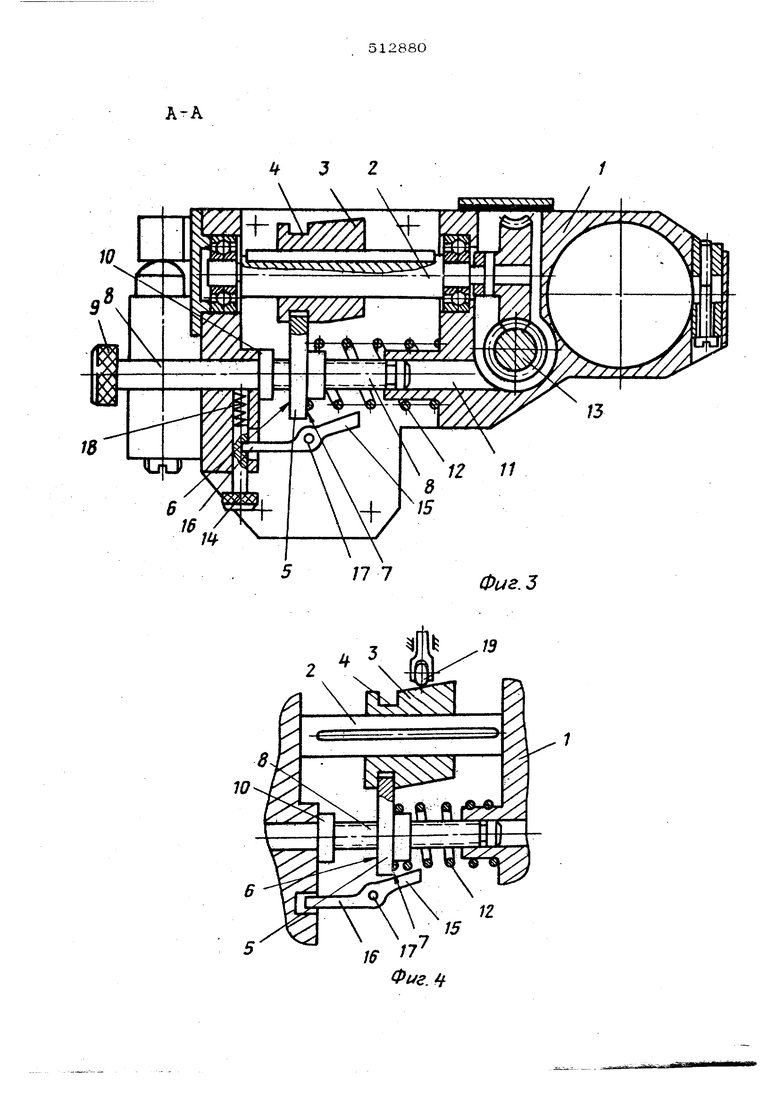
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - по А-А на фиг. 1
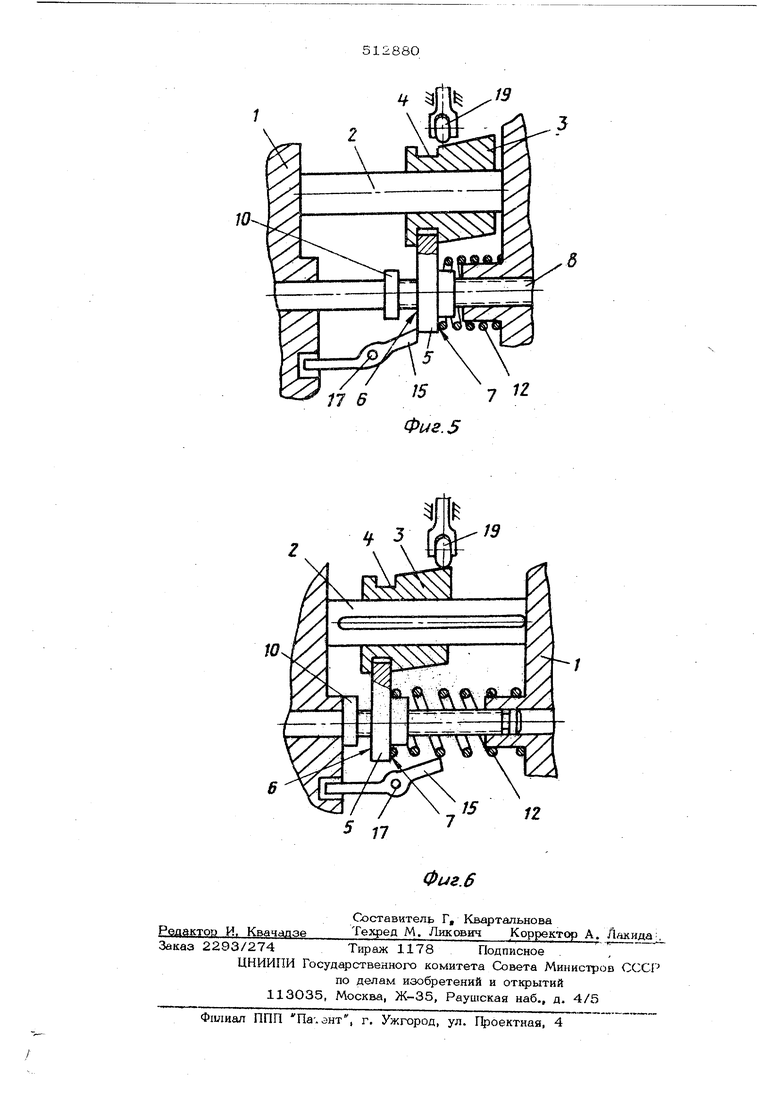
на фиг. 4показано г;о/у-,Л:;зп :-:й :;улачк:а прйг средней амплитуда кслесглий; на фиг 5 положение кулачка при н/:::азой амплитуде; на фиг. 6 - лоложеа:мэ удачка при макси-
мальвой амплитуде кспебанийс,
.- В корпусе 1 жестко закреплен вал-направ „адющая 2. На нем на шпонке посажен профильный кулачок 3 с sbiiOHsoE 4, в которую входит -вилка 5 с торн.овымк поверхностями 6 и 7, Вилка 5 установлена на резьбе вин-W .та 8; ймеющедо 9 и буртик В корпусе 1 ycTpc: -:cvBa эьхлолкен канал ,
11,в котором CEo5o.cv;a винт S. ; . Между поверхность:. Q аилкя 5 и стенкой корпуса 1уст.ансэлена npjoi KHa сжатия
Устройство работает следующим oepasoiva На стенде-имитаторе yirraHaBHHBaK-T а дплитуду колебаний электрода. Для этого вращают рукоятку 9 к перемещают вйлку 5 по вынту 8 При этом вилка 5 будет сжимать пру- жину 12 и перемешать по направляющей 2 кулачок 3 откосктельно ролика 19 (фиг. 4). Затем выводят ролик 19 на нулевую ампли|туау Для этого с.ки;..-;а;ат пружину 12 и ремещают винт 3 вправо. При этом защел7(Са 16 развернется на оси 17 и пропустит вилку 5, При обратном двжк.ении вилки 5 под действием гфужины 12- защелка 16 упрется
IB торцевую поверхность 6 вилки 5,. устано- 3HB Kyjia4OK 3 в нулевое положение (ф11г.5). Затем устанавливают устройство на свариваемые трубы и возвращают кулачок 3 в исходное положение (фиг. 4). Для этого рукояткой 15 сжимают пружину 18 и разворачивают на оси 17 защелку 16, освобожаая Етшку 5. Г ужина 12 возвращает вилку 5 .вместе с винтом 8 и кулачком 3 в исходное положение {фиг- 5). Включают драв оди проиэвод5зт сварку.
Изобретение позволяет повысить качество сварного шва и уменьшить вспомогательное время в 1,5 раза.
Формула изобретения
Устройство для колебания сварочной горелки, содержащее корпус, направляющую с лподвижно установленным на ней кулачком, кинематически связанным через вилку с винтом, расположенным параллельно направляющей, отличающееся тем, что, с целью повьшгения производительности процесса за счет уменьшения подготовительного зремени при сварке в затесненных условиях, устройство снабжено механизмом сто- порения, выполненным в виде подпружинен- нОй относительно винта собачки, К1шематн- чески взаимодействующей с вилкой, при этом в корпусе устройства выполнен канал, а винт подпружинен относительно корпуса и свободно размещен в упомянутом канале.,2
1Э
