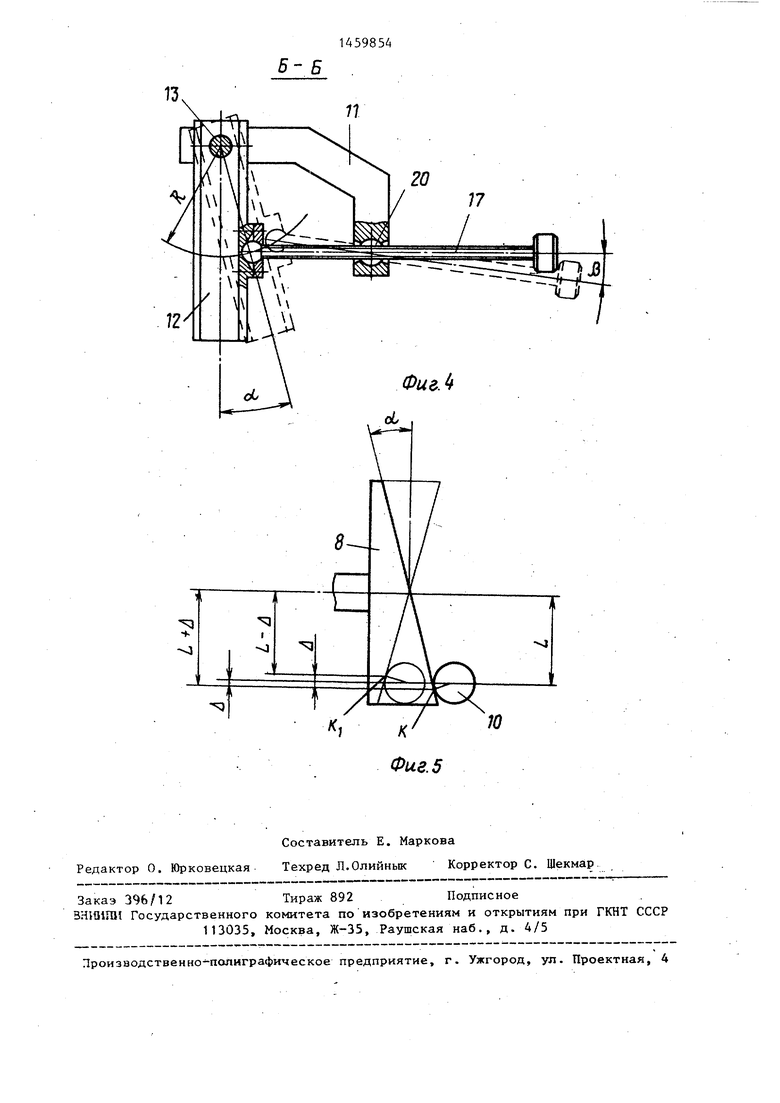
чение сварки изделий с несимметричной разделкой кромок. Механизм поперечных .колебаний горелки снабжен узлом коррекции, необходимость которой вызывана погрешностью кулачкового механизма. Узел коррекции 16 выполнен в виде универсального шарнира, состоящего из регулировочного винта 17 со сферической пятой 18, маховичка 19 и цилиндрической гайки-муфты 20. Сферическая пята 18 и гайка-муфта 20 установлены соответственно в рамке 12 и коромысле 11. Регулировочный винт 17 установлен в резьбовом отверстии гайки-муфты 20. Сущность коррекции положения
горелки в разделке заключается в принудительном автономном угловом развороте рамки 12 относительно коромысла 11. Этот разворот осуществляется благодаря взаимодействию винтовой пары регулировочный винт 17 - гайка-муфта 20. В результате рамка 12 разворачивается вокруг оси общего стержня в требуемую сторону, передавая через толкатель 9 и приводной вал 7 необходимое движение горелке 2 Последняя устанавливается в разделке в такое положение, при котором в процессе поперечных колебаний горелка всегда будет подходить к кромкам разделки. 5 ил.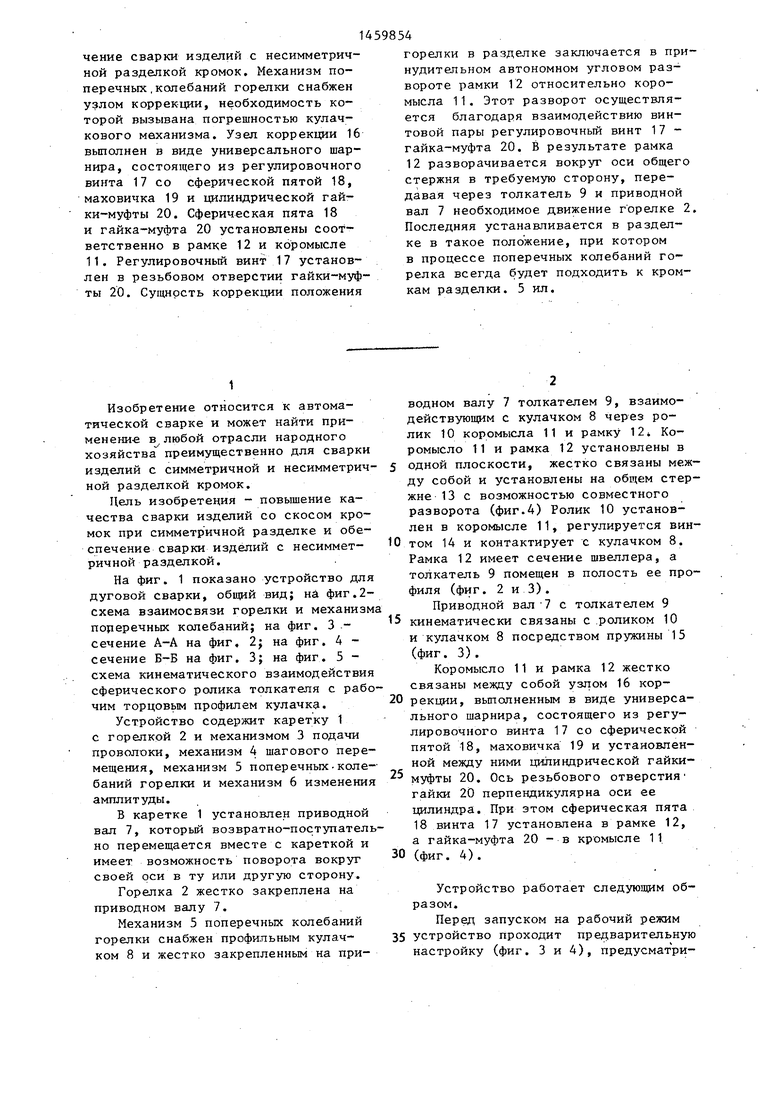
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU380412A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для автоматической сварки | 1981 |
|
SU965664A1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1977 |
|
SU732099A1 |
Изобретение относится к автоматической сварке и может найти , применение в любой отрасли народного хозяйства преимущественно для сварки изделий с симметричной и несимметричной разделкой кромок. Цель изобретения - повышение качества сварки изделий со скосом кромок при симметричной разделке и обеспе У (Л J7 13 1 4 СП СО оо ел 4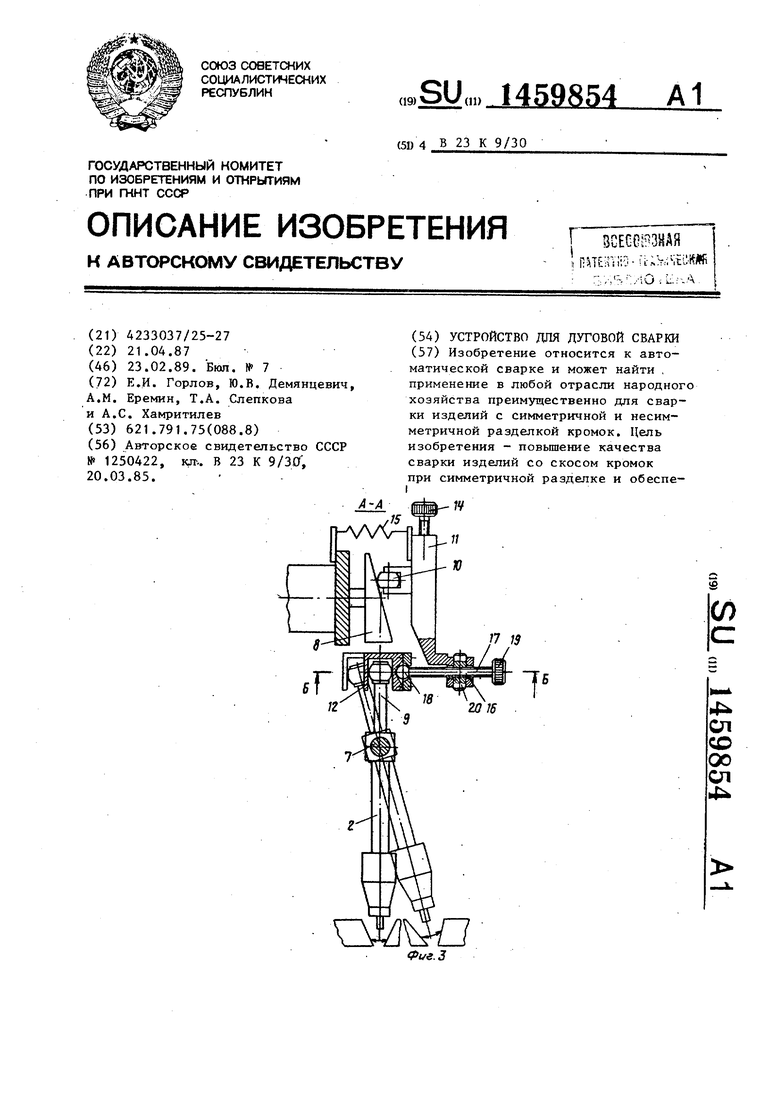
1
Изобретение относится к автоматической сварке и может найти при- менени-е в любой отрасли народного хозяйства преимущественно для сварки изделий с симметричной и несимметричной разделкой кромок.
Цель изобретения - повышение качества сварки изделий со скосом кромок при симметр ичной разделке и обеспечение сварки изделий с несимметричной разделкой.
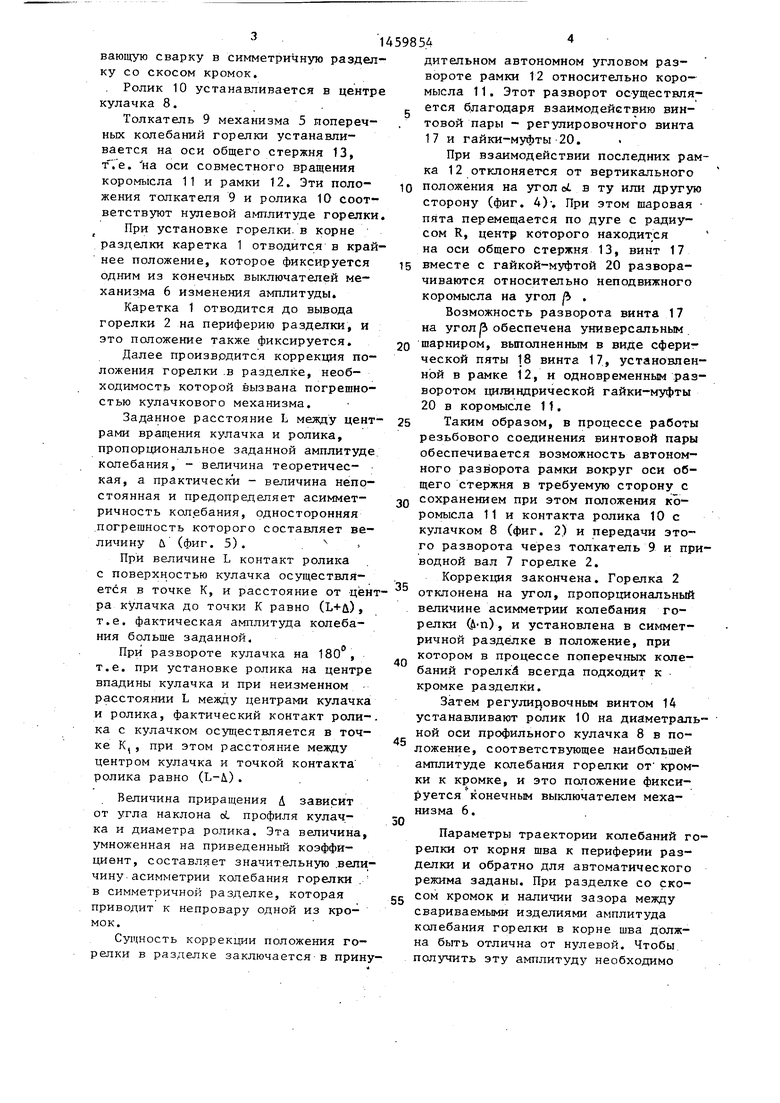
На фиг. 1 показано устройство для дуговой сварки, общий вид; на фиг.2- схема взаимосвязи горелки и механизм пореречных колебаний; на фиг. 3 - сечение А-А на фиг, 2j на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - схема кинематического взаимодействия сферического ролика толкателя с рабочим торцовьм профилем кулачка.
Устройство содержит каретку 1 с горелкой 2 и механизмом 3 подачи проволоки, механизм 4 шагового перемещения, механизм 5 поперечных-колебаний горелки и механизм 6 изменения амплитуды.
В каретке 1 установлен приводной вал 7, который возвратно-поступательно перемещается вместе с кареткой и имеет возможность поворота вокруг своей оси в ту или другую сторону. Горелка 2 жестко закреплена на приводном валу 7.
Механизм 5 поперечных колебаний горелки снабжен профильным кулачком 8 и жестко закрепленным на приводном валу 7 толкателем 9, взаимодействующим с кулачком 8 через ролик 10 коромысла 11 и рамку 12 Коромысло 11 и рамка 12 установлены в
5 одной плоскости, жестко связаны между собой и установлены на общем стержне 13 с возможностью совместного разворота (фиг.4) Ролик 10 установлен в коромысле 11, регулируется вин10 том 14 и контактирует с кулачком 8. Рамка 12 имеет сечение швеллера, а толкатель 9 помещен в полость ее профиля (фиг. 2 и 3).
Приводной вал 7 с толкателем 9
15 кинематически связаны с .роликом 10 и кулачком 8 посредством пружины 15 (фиг. 3).
Коромысло 11 и рамка 12 жестко связаны между собой узлом 16 кор20 рекщ1и, вьтолненным в виде универсального шарнира, состоящего из регулировочного винта 17 со сферической пятой 18, маховичка 19 и установленной между ними цилиндрической гайки25 муфты 20. Ось резьбового отверстия гайки 20 перпендикулярна оси ее цилиндра. При этом сферическая пята 18 винта 17 установлена в рамке 12, а гайка-муфта 20 - в кромысле 11
30 (фиг. 4).
Устройство работает следующим образом.
Перед запуском на рабочий режим 35 устройство проходит предварительную настройку (фиг. 3 и 4), предусматривающую сварку в симметричную разделку со скосом кромок.
Ролик 10 устанавливается в центр кулачка 8.
Толкатель 9 механизма 5 поперечных колебаний горелки устанавливается на оси общего стержня 13, т, е. на оси совместного вращения коромысла 11 и рамки 12. Эти положения толкателя 9 и ролика 10 соответствуют нулевой амплитуде горелки
При установке горелки, в корне разделки каретка 1 отводится в крайнее положение, которое фиксируется одним из конечных выключателей механизма 6 изменения амплитуды.
Каретка 1 отводится до вывода горелки 2 на периферию разделки, и
это положение также фиксируется.
Далее производится коррекция положения горелки .в разделке, необходимость которой вызвана погрешностью кулачкового механизма.
Заданное расстояние L между цент рами вращения кулачка и ролика, пропорциональное заданной амплитуде колебания, - величина теоретичес- кая, а практически - величина непостоянная и предопределяет асимметричность колебания, односторонняя .погрешность которого составляет величину и (фиг. 5).,
При величине L контакт ролика с поверхностью кулачка осуществляется в точке К, и расстояние от ценра кулачка до точки К равно (L+u), т.е. фактическая амплитуда колебания больше заданной.
При развороте кулачка на ISC , т.е. при установке ролика на центре впадины кулачка и при неизменном . расстоянии L между центрами кулачка и ролика, фактический контакт ролика с кулачком осуществляется в точке К,, при этом расстояние между центром кулачка и точкой контакта ролика равно (L-Л).
. Величина приращения i зависит от угла наклона о1 профиля кулачка и диаметра ролика. Эта величина, умноженная на приведенный коэффициент, составляет значительную .величину асимметрии колебания горелки . в симметричной разделке, которая приводит к непровару одной из кромок.
CyiMHocTb коррекции положения горелки в разделке заключается-в прину
20
0
5
25
дительном автономном угловом развороте рамки 12 относительно коромысла 11. Этот разворот осуществля- g ется благодаря взаимодействию винтовой пары - регулировочного винта 17 и гайки-муфты 20.
При взаимодействии последних рамка 12 отклоняется от вертикального 10 положения на угол ei в ту или другую сторону (фиг. 4)-. При этом шаровая пята перемещается по дуге с радиусом R, центр которого находится на оси общего стержня 13, винт 17 15 вместе с гайкой-муфтой 20 разворачиваются относительно неподвижного коромысла на угол j .
Возможность разворота винта 17 на угол В обеспечена универсальным шарниром, выполненным в виде сферической пяты 18 винта 17, установленной в рамке 12, и одновременным разворотом ци;етндрической гайки-муфты 20 в коромысле 11.
Таким образом, в процессе работы резьбового соединения винтовой пары обеспечивается возможность автономного разворота рамки вокруг оси общего стержня в требуемую сторону с сохранением при этом положения коромысла 11 и контакта ролика 10 с кулачком 8 (фиг. 2) и передачи этого разворота через толкатель 9 и приводной вал 7 горелке 2.
Коррекция закончена. Горелка 2 отклонена на угол, пропорциональный величине асимметрии колебания горелки (Д п), и установлена в симметричной разделке в положение, при котором в процессе поперечных колебаний горелки всегда подходит к кромке разделки.
Затем регулир овочным винтом 14 устанавливают ролик 10 на диаметральной оси профильного кулачка 8 в положение, соответствующее наибольшей амплитуде колебания горелки от кром0
5
ки к кромке, и это положение фиксируется конечным выключателем механизма 6.
Параметры траектории колебаний горелки от корня щва к периферии разделки и обратно для автоматического режима заданы. При разделке со ско- 55 сом кромок и наличии зазора между свариваемьв от изделиями амплитуда колебания горелки в корне шва должна быть отлична от нулевой. Чтобы получить эту амплитуду необходимо
во время предварительной настройки устройства толкатель 9 сместить вдоль прцводного вала 7 и рамки 12 вправо на необходимую величину и жестко зафиксировать его.
Предварительная настройка устройства закончена.
Для запуска устройства зажигают дугу и включают исполнительные механизмы.При включении механизма 5 поперечных колебаний горелки профильный кулачок 8 вращается и контактирует с роликом 10. Коромысло 11, рамки 12 и толкатель 9 синхронно отклоняются.
Толкатель 9 поворачивает на соответствующий угол приводной вал 7, который сообщает горелке 2 плавно изменяющиеся амплитудные колебания. В процессе сварки при наличии отклонений кромок от симметричности, можно по описанной схеме проводить коррекцию положения горелки в разделке с одновременным регулированием ее амплитуды .колебания.
При использовании предложенного устройства для изделий с несимметричными разделками (например К-образ- ными) предварительная настройка устройства имеет некоторое отличие от описанной для сварки с симметричными разделками.
Отличие состоит в следующем (фиг. 3) .
После установки горелки 2 в корне разделки и фиксации положения карет- :ifB, при этом горелка выводится на периферию разделки и положение каретки снова фиксируется
С помощью узла коррекции устанавливают горелку на биссектрису угла разделки. Затем производят дополнительную коррекцию положения горелки в разделке, упреждающую асимметрию ее колебания, вызванную применением кулачкового механизма.
Ролик 10 устанавливается в нужное положение на диаметральной оси кулачка 8 , обеспечивающее необходимую амплитуду колебания.
Устройство включается на рабочий режим.
В процессе сварки также осуществляется коррекция, вызыванная отклонениями разделки.
Для сварки изделий с несимметричными разделками предложенное устройство применяется без переналадки.
Изобретение позволяет повысить качество сварки изделий со скосом кромок при симметричной разделке, так как оно обеспечивает коррекцию положения горелки как во время пред- 10 верительной настройки устройства, так и в процессе сварки, и обеспечить надежный провар кромок разделки.
Кроме того, изобретение рас1ии- ряет технологические возможности 5 устройства путем обеспечения сварки изд,елий с несимметричными разделками (например К-образными), позволяет автоматизировать сварку изделий с- несимметричными разделками, повышая тем самым производительность труда.
20
5
0
5
0
5
0
5
Формула изобретения
Устройство для дуговой сварки, содержащее каретку с горелкой и механизм подачи проволоки, механизм шагового перемещения и механизм поперечных колебаний горелки, выполненный в виде .расположенных в одной плоскости, жестко связанньгх между собой и. установленных на общем, стержне с возможностью совместного поворота рамки и коромысла, на котором закреплен ролик, установленный в контакте с профильным торцовым кулачком, и жестко закрепленным на приводном валу толкателем, установленным в контакте, с рамкой, о т л и - чающеес.я тем, что, с целью повышения качества сварки изделий со скосом кромок при симметричной разделке и обеспечения сварки изделий с несимметричной разделкой, механизм поперечных- колебаний горелки снабжен узлом коррекции, вьшолненным в виде регулировочного винта со сферической пятой, установленной в рамке, и цилиндрической гайки-муфты с резьбовым отверстием, ось которого перпендикулярна оси гайки-муфты, установленной в коромысле, при этом ре- гулировочньй винт установлен в резьбовом отверстии гайки-муфты с возможностью совместного разворота относительно коромысла, а рамка установлена с возможностью разворота относительно коромысла.
////////////7/7А
Ф14е,1
Лг.г
Ю
Фив. 5
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| о:/ | |||
