(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Секционный электрод-инструмент для электрохимического формообразования | 1981 |
|
SU1004061A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Способ электрохимического формообразования регулярного рельефа | 1990 |
|
SU1775249A1 |
| Электрод-инструмент | 1980 |
|
SU884927A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Электрод-инструмент | 1985 |
|
SU1304997A1 |

1
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к обработке труднообрабатываемых сплавов при помощи секционных электродов, пр имущественно сложнофасонных крупногабаритных деталей, типа лопаток компрессоров и турбин РГД.
Известен многосекционный электродинструмент, состоящий из отдельных секций, разделенных изоляционными прокладками, в котором величина изоляционных прокладок выбрана из ус ловия отсутствия электрических замыканий межцу секциями. Подача рабочей жидкости осуществляется через тело катода и для ликвидации выступов на детали в зоне подвода жидкости электроду придается дополнительное движение в плоскости, перпендикулярной к направлению его подачи, на величину, несколько превышающую расстояние между элементами Г-П.
Недостаток электрода-инструментаотсутствие возможности ссутцествления режима выборочной коммутации, когда к источнику тока подключается та или иная секция, наиболее близко расположенная к обрабатываемой поверхности. Хотя известно, что комбинирование включением секций катода позволяет получить высокую точность формообразования поверхности.Кроме того, величина изоляционных прокладок выбрана без учета закономерностей формообразования обрабатываемой поверхности, (образование выступов).
Цель изобретения - повшцение точности ЭХО лопаток ГТД.
0
Указанная цель достигается тем, что изоляционные межсекционные прокладки устанавливаются таким образом/ что отношение площадей прокладок к площадям канёшов не выходит за прё5 делы от 1-10 до 1-8 .
При ЭХО многосекцио ным катодом основным недостатком процесса, кроме образования выступов на анодной поверхности, является еще и растравливание секций. Устранить это влияние можно путем подбора оптимальных параметров процесса: рабочего напряжения, величины МЭЗ, величины изолиругацей межэлектродной проклащкя.
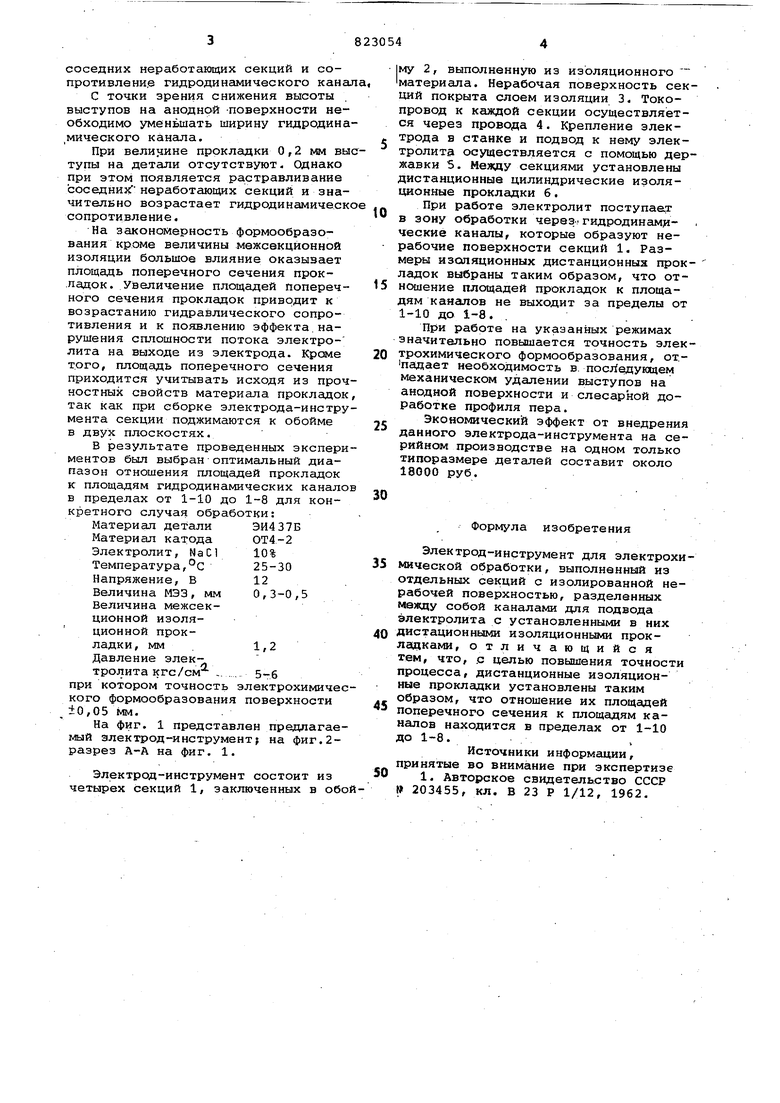
Величина изолирующей межсекцйонной прокладки оказывает непосредственное влияние на высоту выступов на 0 анодной поверхности, растргивливание соседних неработающих секций и сопротивлени.е гидродинамического кана С точки зрения снижения высоты выступов на анодной -поверхности необходимо уменьшать ширину гидродина ,мического канеша. При вели;1ине прокладки 0,2 мм вы тупы на детали отсутствуют. Однако при этом появляется растравливание соседниг неработающих секций и значительно возрастает гидродинамическ сопротивление. На закономерность формообразования кроме величины межсекционной изоляции большое влияние оказывает площадь поперечного сечения прокладок. Увеличение площадей попереч ного сечения прокладок приводит к возрастанию гидравлического сопротивления и к появлению эффекта.нарушения сплошности потока электролита на выходе из электрода. Кроме того, площадь поперечного сечения приходится учитывать исходя из про ностных свойств материала прокладо так как при сборке электрода-инстр мента секции поджимаются к обойме в двух плоскостях. В результате проведенных экспер ментов был выбран оптимальный диапазон отношения площадей прокладок к площадям гидродинамических канал в пределах от 1-10 до 1-8 для конкретного случая обработки: Материал детали ЭИ437Б Материал катода ОТ4-2 Электролит, NaCl 10% Температура,°С 25-30 Напряжение, В 12 Величина МЭЗ, мм 0,3-0,5 Величина межсекционной изоляционной прокладки , мм . 1,2 Давление электролита кгс /см 5-6 при котором точность электрохимиче кого формообразования поверхности ±0,05 мм. На фиг. 1 представлен предлагае мый электрод-инструмент на фиг.2разрез А-А на фиг. 1. Электрод-инструмент состоит из четырех секций 1, заключенных в об у 2, выполненную из изоляционного атериала. Нерабочая поверхность секций покрыта слоем изоляции 3. Токопровод к каждой секции осуществляется через провода 4. Крепление электрода в станке и подвод к нему электролита осуществляется с помощью державки S. Меяаду секциями установлены истанционные цилиндрические изоляционные прокладки б. При работе электролит поступает в зону обработки через-, гидродинам - , ческие каналы, которые образуют нерабочие поверхности секций 1. Размеры изоляционных дистанцирннык прокладок выбраны таким образом, что отношение площадей прокладок к площадям каналов не выходит за пределы от 1-10 до 1-8. .. При работе на указанных режимах значительно повышается точность электрохимического формообразования, отпадает необходимость в. пocJieдyющeм механическом удалении выступов на анодной поверхности и слесарной доработке профиля пера. Экономический эффект от внедрения данного электрода-инструмента на серийном производстве на одном только типоразмере деталей составит около 18000 руб. Формула изобретения Электрод-инструмент для электрохимической обработки, выполненный из отдельных секций с изолированной нерабочей поверхностью, разделенных между собой каналами для подвода электролита с установленными в них дистадионными изоляционными проклдцками, отличающийся тем, что, с целью повышения точности процесса, дистанционные изоляционные прокладки установлены таким образом, что отношение их площадей поперечного сечения к площадям каналов находится в пределах от 1-10 до 1-8. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 203455, кл. В 23 Р 1/12, 1962.
пооерхносп
Фиг.г
