(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Секционный электрод-инструмент | 1986 |
|
SU1340947A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Электрод-инструмент | 1979 |
|
SU823054A1 |
| Секционный электрод-инструмент для электрохимического формообразования | 1981 |
|
SU1004061A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1808552A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1433663A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
| СПОСОБ ВСКРЫТИЯ И НЕЙТРАЛИЗАЦИИ БОЕПРИПАСОВ С ЖИДКИМИ ОТРАВЛЯЮЩИМИ ВЕЩЕСТВАМИ | 1997 |
|
RU2151375C1 |
1
Изобретение относится к электрохимической размерной обработки металлов.
Известен эпектрод-инстумент, состоящий из электрически изолированных секций с индивидуальным подводом к ним технологического тока, в котором диэлектрическая прокладка, разделяющая секции, со стороны рабочей поверхности вьшолнена с резистивным элементом в виде тонкой пленки проводника, isrpaioпщй роль делителя напряжения, который позволяет получить на соседней неработающей секции потенциал, меньший, чем на рабочей, но больший, чем нулев-ой ll
Основным недостатком известного электрода-инструмента является имеющее место растворение анода-детали в зоне секций, на которые не подано рабочее напряжение, что снижает точность формообразования.
Цель изобретшия - повышение точности электрохимического -формообразования при работе секционированным, электродом-инструментом.
Поставленная цеяь достигается тем, что нерабочие поверхности секций покрыты споем таоляции и между ними установлены металлические пластины, на рабочие поверхности которых нанесен слой труднорастворимого в условиях электрохимической обработки металла, причем пласт1шы подключены к положительному . полюсу дополнительного источника постоянного тока, а толщина-пластин выбрана равной велич ше межсекционной изоляции.
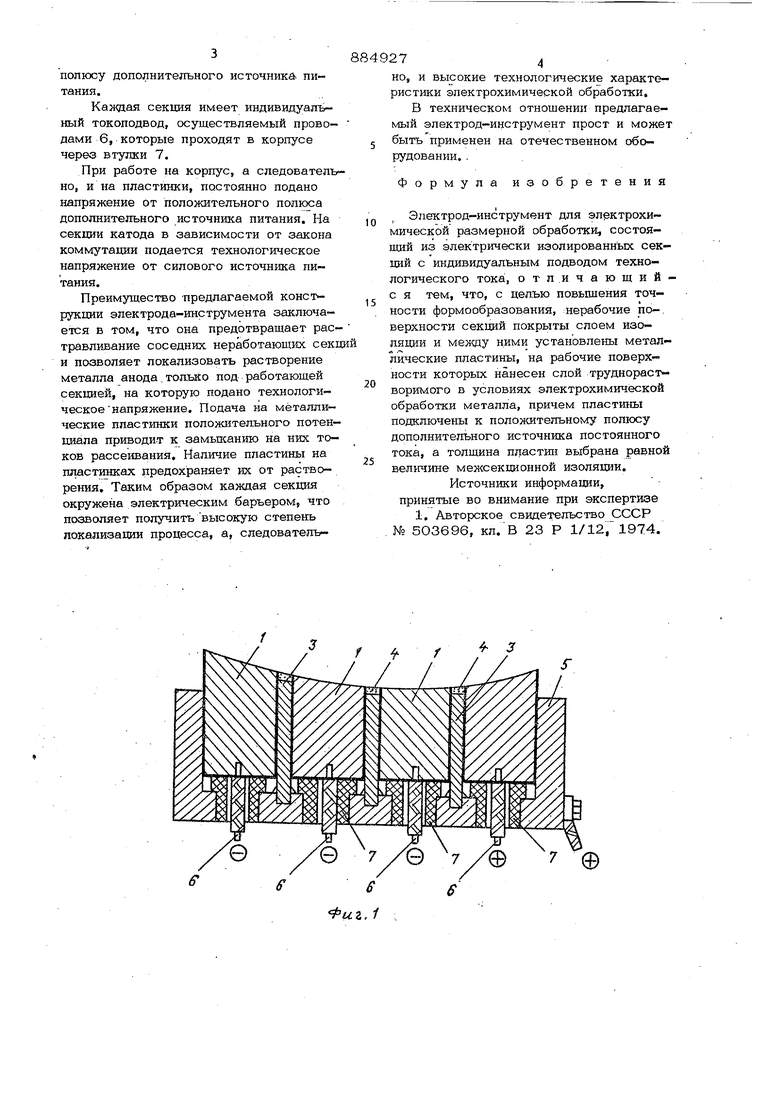
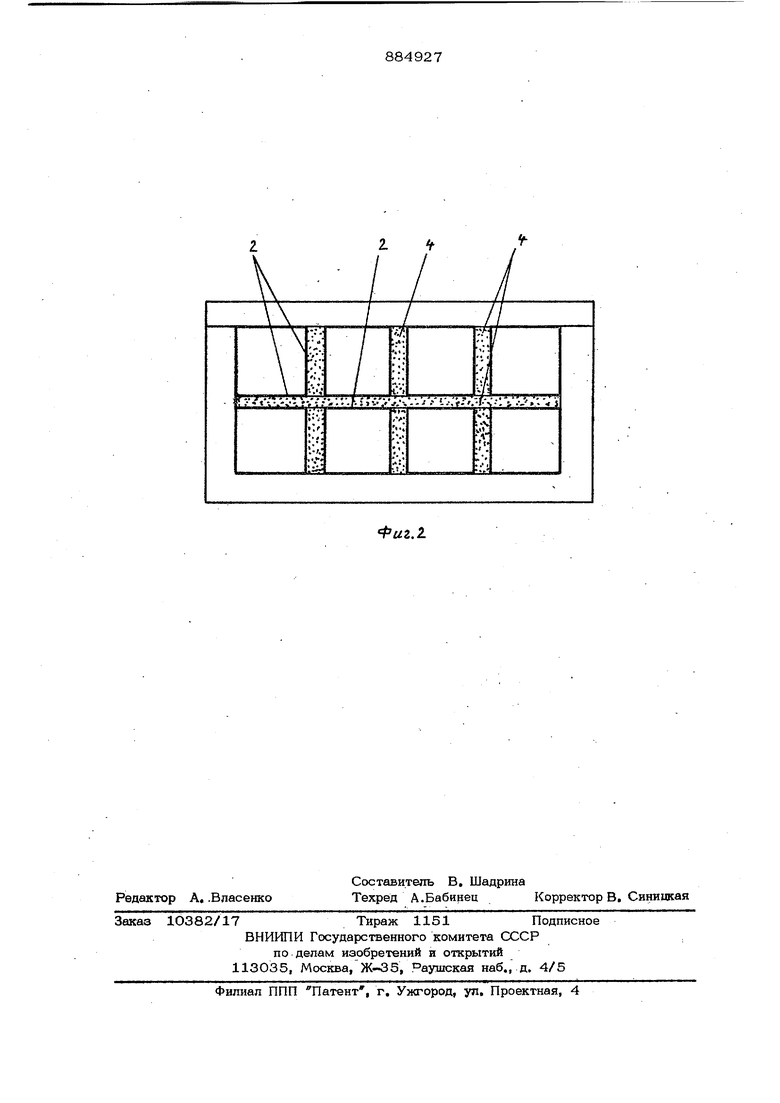
На фиг. 1 представлен предлагаемьЙ электрод-инструмент, гзазрез ;на фиг. 2 - вид на рабочую поверхность.
Нерабочие поверхности секций 1 покрыты тонким слоем изоляции 2 (например, окисью хрома). Между, секциями установлены металлические пластинки 3, на рабочую поверхность которых нане сен слой пластины 4. Пластинки имеют электрический контакт с корпусом 5, который подключен к положительному полюсу яопопиитепъного источника питания. Каждая секция имеет индивидуальный токоподвод, осуществляемый проводами 6, которые проходят в корпусе через втулки 7. При работе на корпус, а следователь но, и на пластинки, постоянно подано напряжение от положительного полюса дополнительного источнгаса питания. На секщ1и катода в зависимости от закона коммутации подается технологическое напряжение от силового источника питания. Преимущество -предлагаемой конструкции электрода-инструмента заключается в том, что она предотвращает рас травливание соседних неработающих сек и позволяет локализовать растворение металла анода только под работающей секцией, на которую подано технологическое напряжение. Подача на металлические пластинки положительного потен циала приводит к замьшанию на них токов рассеивания. Наличие пластины на пластинках предохраняет их от растворения. Таким образом каждая секция окружена электрическим барьером, что позволяет получитьвысокую степень локализации процесса, а, следователь
f 3
$L27 но , И высокие технологические характеристики электрохимической обработки. Е5 техническом отношении предлагаемый электрод-инструмент прост и может быть применен на отечественном оборудовании. , Формула изобретения , Электрод-инструмент для электрохимической размерной обработки, состоящий из электрически изолированных секций с индивидуальным подводом технологического тока, отличающийс я тем, что, с целью повышения точности формообразования, нерабочие по-. верхности секций покрыты слоем изоляции и между ними установлены металлические пластины, на рабочие поверхности которых нанесен слой труднорастворимого в условиях электрохимической обработки металла, причем пластины подключены к положительному полюсу дополнительного источника постоянного тока, а толщина пластин выбрана равной величине межсекционной изоляции. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 503696, кл, В 23 Р 1/12,1974.
t--.-V
У-Г.-:--.У..
.
;./ .-).
.,.i.h
..Уг.-...-.Гч
t 1 у ,
Фиг.2.
