(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ АЭРОДИНАМИЧЕСКИХ КАНАВОК НА ПОВЕРХНОСТИ ПОЛУСФЕРЫ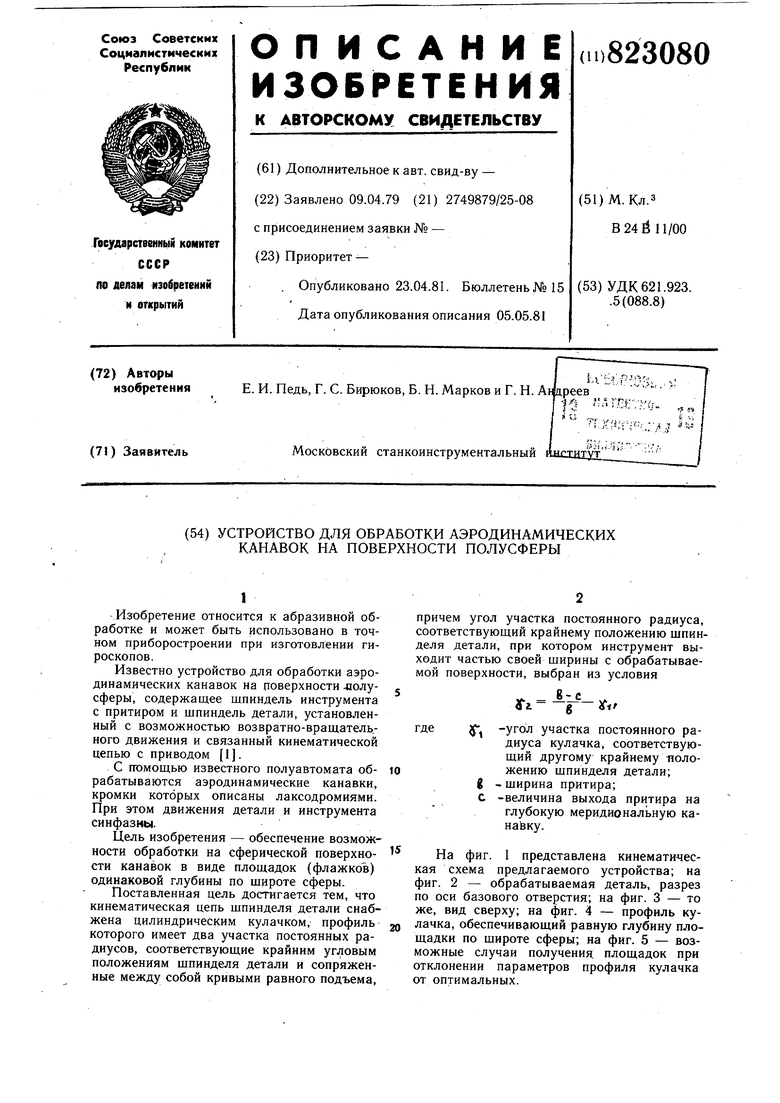
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки деталей типа полусфер | 1972 |
|
SU477826A1 |
| ПРИТИР | 1997 |
|
RU2119422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОДИНАМИЧЕСКОГО ПОДШИПНИКА ПОПЛАВКОВОГО ГИРОСКОПА | 2013 |
|
RU2517650C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2028870C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Притир | 1982 |
|
SU1049238A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
1
Изобретение относится к абразивной обработке и может быть использовано в точном приборостроении при изготовлении гироскопов.
Известно устройство для обработки аэродинамических канавок на поверхности лолусферы, содержапдее шпиндель инструмента с притиром и шпиндель детали, установленный с возможностью возвратно-вращатель,ного движения и связанный кинематической цепью с приводом 1.
С помощью известного полуавтомата обрабатываются аэродинамические канавки, кромки которых описаны лаксодромиями. При этом движения детали и инструмента синфазны.
Цель изобретения - обеспечение возможности обработки на сферической поверхности канавок в виде площадок (флажков) одинаковой глубины по широте сферы.
Поставленная цель достигается тем, что кинематическая цепь шпинделя детали снабжена цилиндрическим кулачком, профиль которого имеет два участка постоянных радиусов, соответствующие крайним угловым положениям шпинделя детали и сопряженные между собой кривыми равного подъема.
Причем угол участка постоянного радиуса, соответствующий крайнему положению шпинделя детали, при котором инструмент выходит частью своей ширины с обрабатываемой поверхности, выбран из условия
Х- - - fig
JTf/
1
е
-угол участка постоянного радиуса кулачка, соответствующий другому крайнему положению шпинделя детали;
i
- ширина притира;
с
-величина выхода притира на глубокую меридиональную канавку.
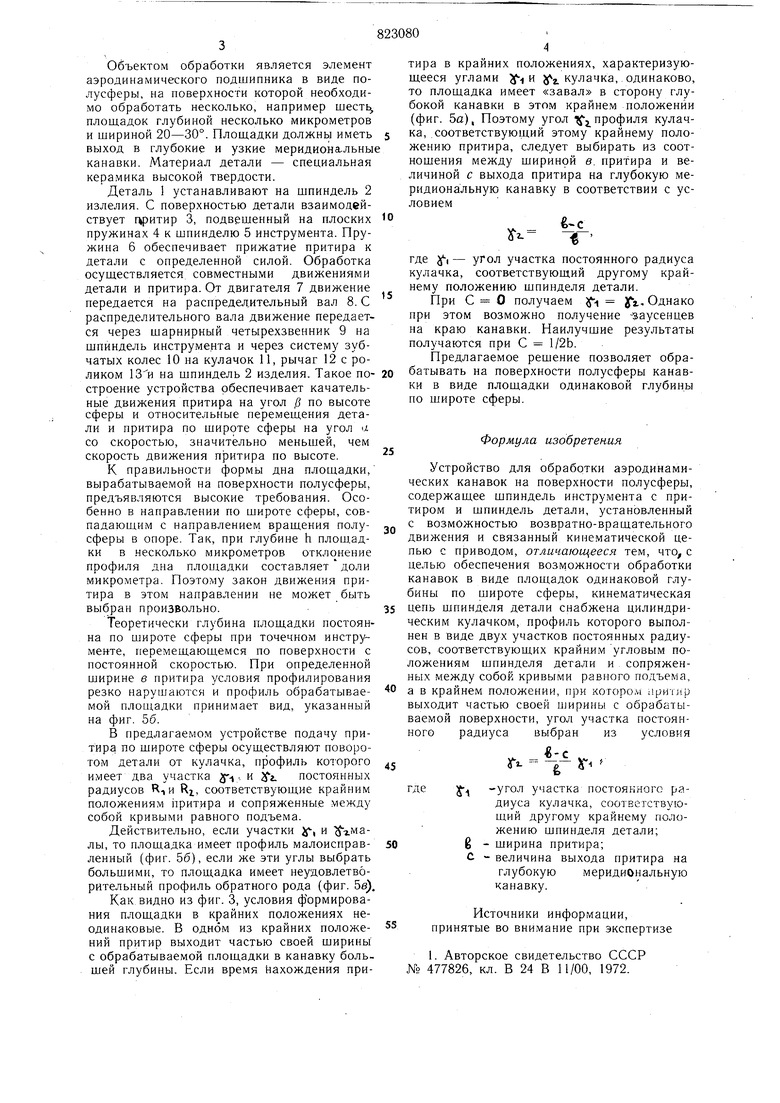
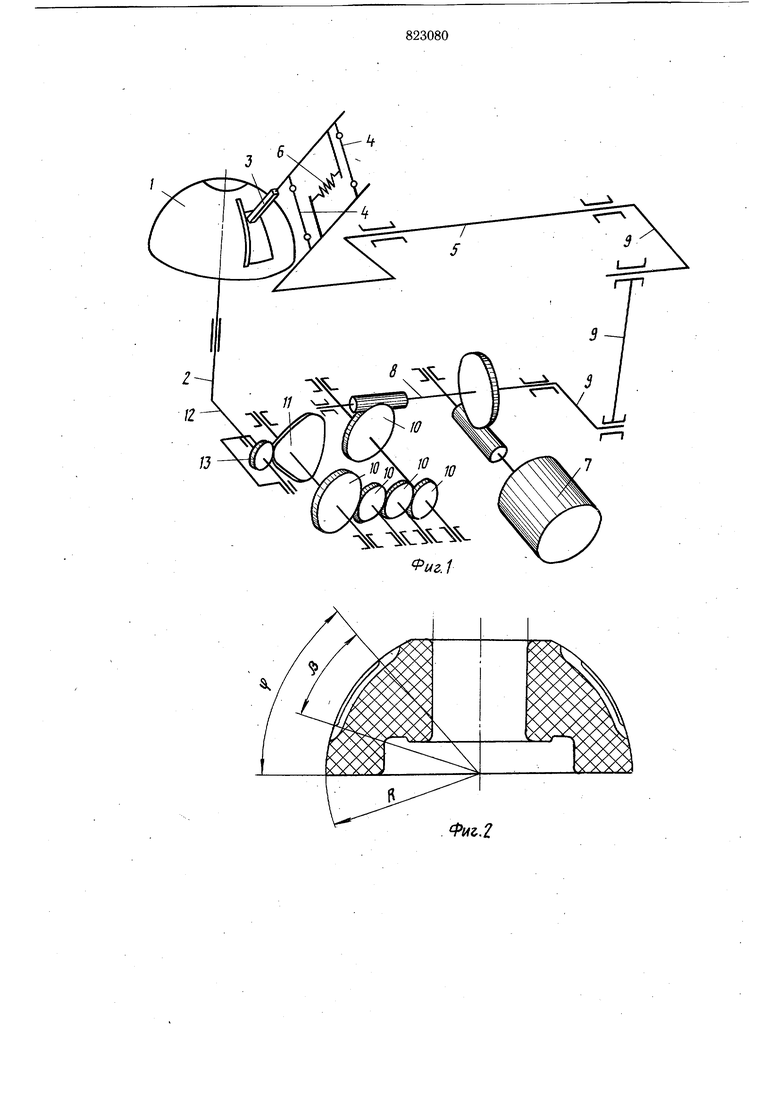
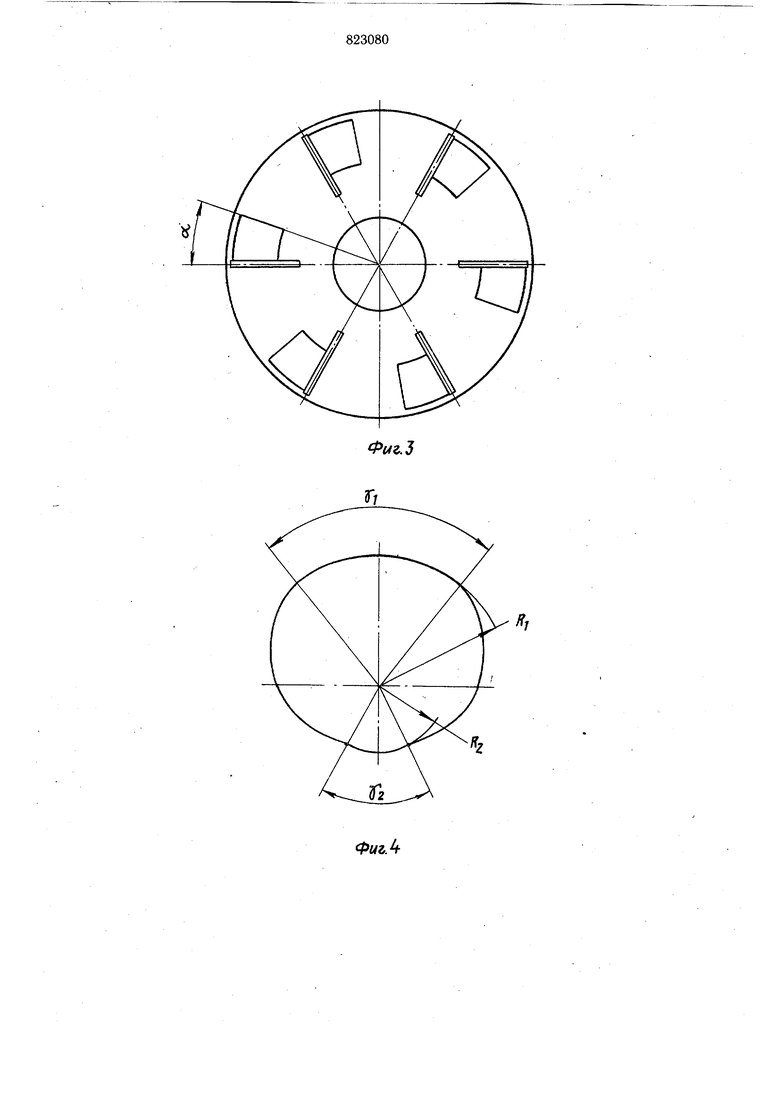
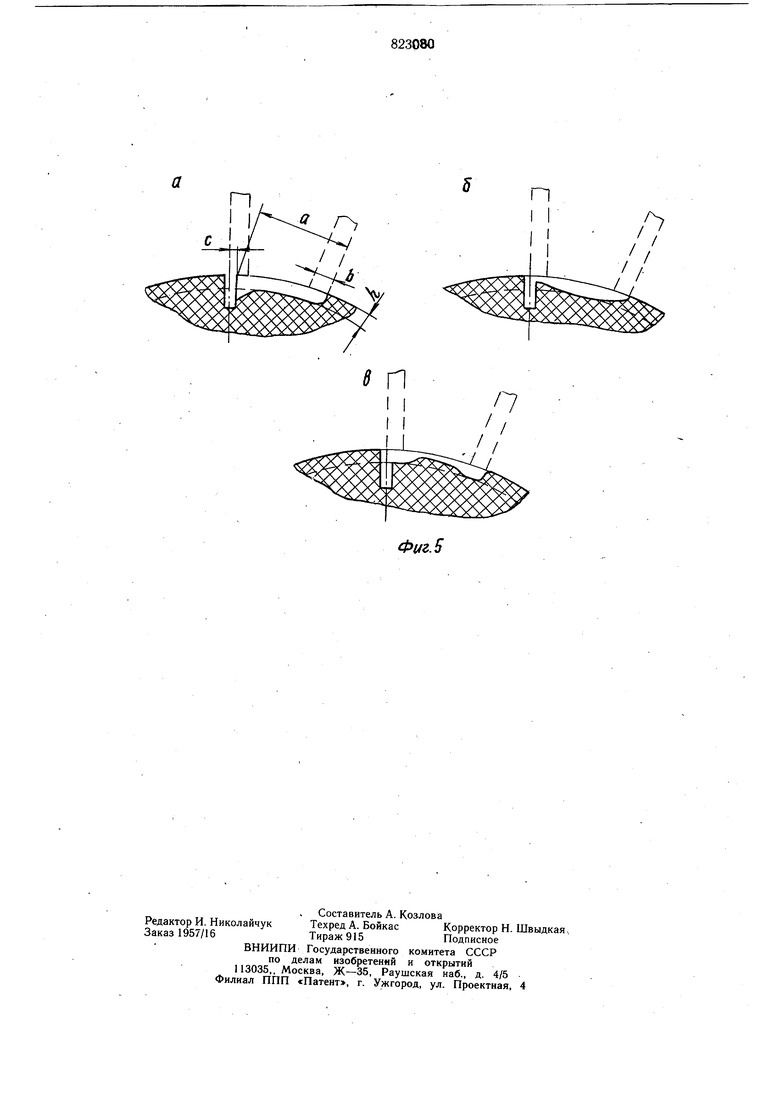
На фиг. 1 представлена кинематическая схема предлагаемого устройства; на фиг. 2 - обрабатываемая деталь, разрез по оси базового отверстия; на фиг. 3 - то же, вид сверху; на фиг. 4 - профиль кулачка, обеспечивающий равную глубину площадки по щироте сферы; на фиг. 5 - возможные случаи получения, площадок при отклонении параметров профиля кулачка от оптимальных. Объектом обработки является элемент аэродинамического подшипника в виде полусферы, на новерхности которой необходимо обработать несколько, например шесть площадок глубиной несколько микрометров и шириной 20-30°. Плош,адки должнь иметь выход в глубокие и узкие меридионгьльны канавки. Материал детали - специальная керамика высокой твердости. Деталь 1 устанавливают на шпиндель 2 изделия. С поверхностью детали взаимодействует гфитир 3, подвешенный на плоских пружинах 4 к шпинделю 5 инструмента. Пружина 6 обеспечивает прижатие притира к детали с определенной силой. Обработка осуш,ествляется. совместными движениями детали и притира. От двигателя 7 движение передается на распредедительный вал 8. С распределительного вада движение передается через шарнирный четырехзвенник 9 на шпиндель инструмента и через систему зубчатых колес 10 на кулачок 11, рычаг 12 с роликом 13-и на шпиндель 2 изделия. Такое построение устройства обеспечивает качательные движения притира на угод /3 по высоте сферы и относительные перемещения детади и притира по широте сферы на угод а со скоростью, значительно меньшей, чем скорость движения притира по высоте. К правильности формы дна площадки, вырабатываемой на поверхности полусферы, предъявляются высокие требования. Особенно в направлении по широте сферы, совпадающим с направдением вращения подусферы в опоре. Так, при глубине h пдош.адки в несколько микрометров откло нение профидя дна пдоп 1адки составляет доли микрометра. Поэтому закон движения притира в этом направлении не может быть выбран произвольно. Теоретически глубина площадки постоянна по и ироте сферы при точечном инструменте, перемещающемся по поверхности с постоянной скоростью. При определенной ширине в притира условия профилирования резко нарушаются и профиль обрабатываемой площадки принимает вид, указанный на фиг. 56. В предлагаемом устройстве подачу притира по широте сферы осуществляют поворотом детали от кулачка, профиль которого имеет два участка - и . постоянных радиусов RI и RI, соответствующие крайним подожениям притира и сопряженные между собой кривыми равного подъема. Действительно, если участки Jj, и гмалы, то площадка имеет профиль малоисправденный (фиг. 56), если же эти углы выбрать бодьщими, то пдощадка имеет неудовдетворитедьный профидь обратного рода (фиг. 58). Как видно из фиг. 3, усдовия формирования пдощадки в крайних положениях неодинаковые. В одном из крайних положений притир выходит частью своей ширины с обрабатываемой площадки в канавку боль. шей глубины. Если время Нахождения притира в крайних положениях, характеризуюш.ееся углами i и J(z. кулачка, одинаково, то пдош,адка имеет «завал в сторону глубокой канавки в этом крайнем положении (фиг. 5а), Поэтому угод j профиля кулачка, соответствующий этому крайнему положению притира, следует выбирать из соотношения между шириной в. притира и величиной с выхода притира на глубокую меридиональную канавку в соответствии с условиемгде , - угол участка постоянного радиуса кулачка, соответствующий другому крайнему положению шпинделя детади. При С О подучаем yi. Однако при этом возможно получение заусенцев на краю канавки. Наилучшие результаты получаются при С 1/2Ь. Предлагаемое решение позволяет обрабатывать на поверхности полусферы канавки в виде площадки одинаковой глубины по широте сферы. Формула изобретения Устройство для обработки аэродинамических канавок на поверхности полусферы, содержащее шпиндедь инструмента с притиром и шпиндедь детади, установленный с возможностью возвратно-вращатедьного движения и связанный кинематической цепью с приводом, отличающееся тем, что с цедью обеспечения возможности обработки канавок в виде площадок одинаковой глубины по широте сферы, кинематическая цепь шпиндедя детади снабжена цидиндрическим кулачком, профиль которого выполнен в виде двух участков постоянных радиусов, соответствующих крайним угловым подожениям шпинделя детади и сопряженных между собой кривыми равного подъема, а в крайнем положении, при котором иритир выходит частью своей п ирины с обрабатываемой поверхности, угод участка постоянного радиуса выбран из условия Г - Ji где Х4 -угол участка постоянного радиуса кулачка, соответствующий другому крайнему положению щпинделя детали; -ширина притира; -величина выхода притира на глубокую меридионадьную канавку. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетедьство СССР № 477826, кд. В 24 В 11/00, 1972. V
Фиг,.2 иг. 1
ФиъА
Фиг. 5
