t .
Изобретение относится к промышленности строительных материалов, а более конкретно - к устройствам для укладки кирпича-сырца на вагонетки сушильных туннелей.
Известно устройство для укладки рамок с кирпичом на вагонетки, содержащее механизм перемещения рамок, подъемник-накопитель, механизм перегрузки пакета рамок с накопителя на вагонетку fl. .
Известно также устройство для укладки рамок с кирпичом на полочные вагонетки, содержащее приемный рольганг, транспортер-подаватель рамок в виде горизонтального шагового транспортера, накопитель рамок, установленный на каретке, перемещаемой по вертикальным направлякмцим и их электроприводы 2.
Недостатком известных устройств является большая металлоемкость, обусловленная большой емкостью накопителя , Б котором формируется весь Пакет ракок, который затем одним приемом перегружается на вагонетку. Устройство прерывный характер работы, который вызывается тем, что пока накопитель переносит пакет рамок на вагонетку, механизм перемещения рамок простаивает. Такал работа устройства, работающего в непрерывном техпроцессе, снижает производительность как самого устройства, так и всей технологической линии.
Цель изобретения - уменьшение металлоемкости и увеличение производительности устройства за счет
0 фо4)мирования пакета рамок непосредственно на вагонетке.
Достигается это тем, что накопитель выполнен в виде консояьно уста5новленного на каретке горизонтального шагового транспортера, транспортер-подаватель ;КОНСОЛЬНО СМОНТМрован на другой каретке, перемещаемой П9 вертикальным направляющим,
0 причем транспортеры расположены с взаимным перекрытием несущих поверхностей по длине в рабочем положении, при этом ведущие валы обоих транспортеров соединены со своими
5 электроприводс1ми посредством конических передач,. ведущие шестерни которых закреплены на вертикальных валах, установленных с возможностью скольжения внутри ведущих шкивов
0 электроприводов. . .i
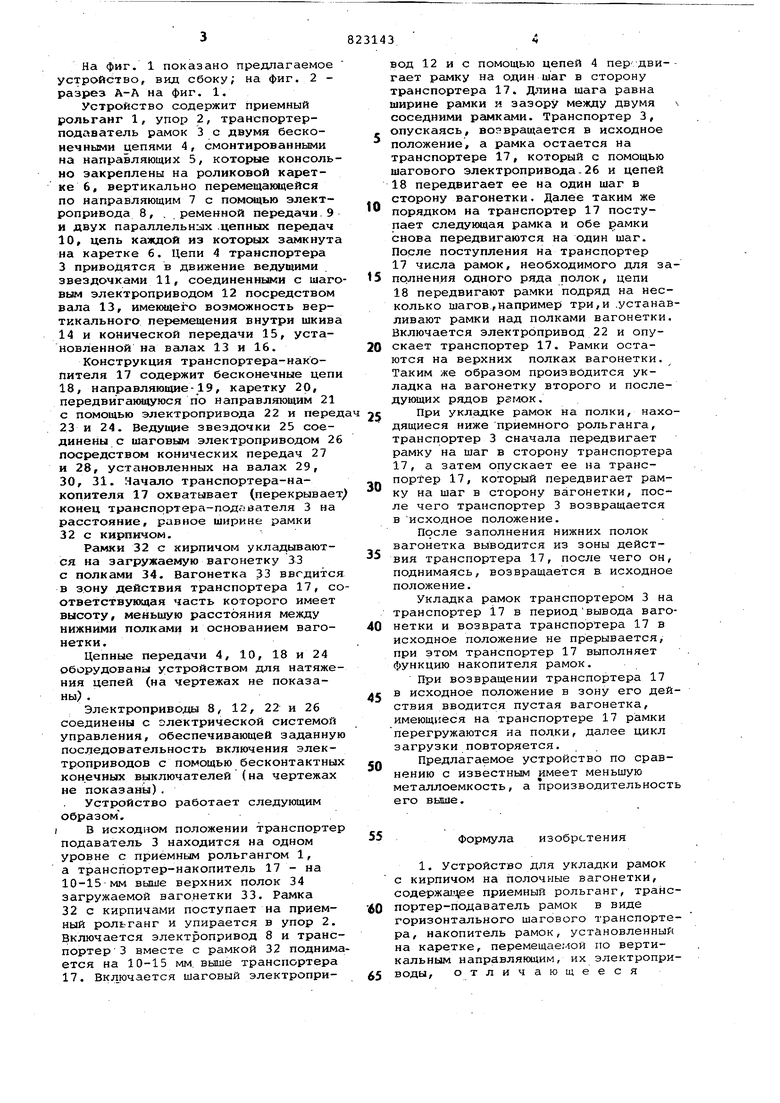
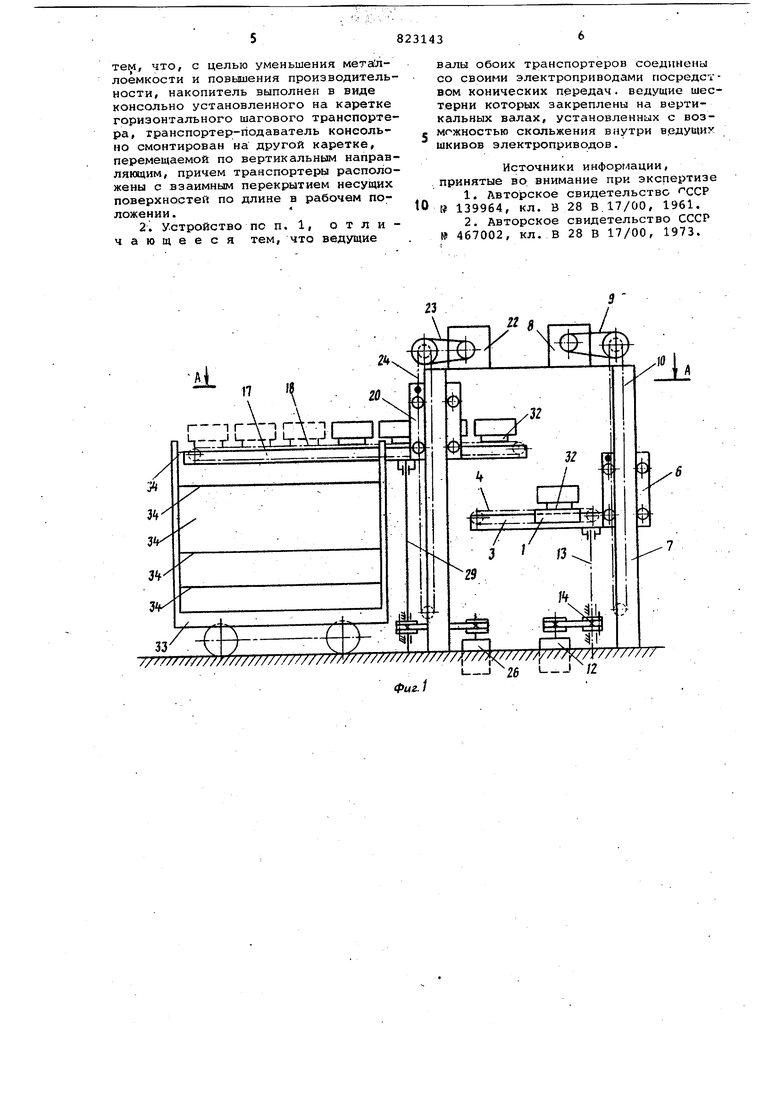
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 разрез А-А на фиг. 1.
Устройство содержит приемный рольганг 1, упор 2, транспортерподаватель рамок 3 с двумя бесконечными цепями 4, смонтированными на направляющих 5, которые консольно закреплены на роликовой каретке 6 , вертикально перемещающейся по направляющим 7 с помощью электропривода 8, , ременной передачи.9 и двух параллельных .цепных передач 10, цепь каждой из которых замкнута на каретке б. Цепи 4 транспортера 3 приводятся в движение ведущими звездочками 11, соединенными с шаговым электроприводом 12 посредством вала 13, имеющего возможность вертикального перемещения внутри шкива 14 и конической передачи 15, установленной на валах 13 и 16.
Конструкция транспортера-накопителя 17 содержит бесконечные цепи 18, направляющие- 19, каретку 20, передвигающуюся по направляющим 21 с помощью электропривода 22 и передач 23 и 24. Ведущие звездочки 25 соеинены с шаговым электроприводом 26 посредством конических передач 27 и 28, установленных на валах 29, 30, 31. Начсшо транспортера-накопителя 17 охватывает (перекрывает конец транспортера-подавателя 3 на расстояние, равное ширине рамки 32 с кирпичом.
Рамки 32 с кирпичом укладываются на загружаемую вагонетку 33 с полками 34. Вагонетка 33 вводится в зону действия транспортера 17, сответствуккдая часть которого имеет высоту, меньшую расстояния между нижними полками и основанием вагонетки.
Цепные передачи 4, 10, 18 и24 оборудованы устройством для натяжения цепей (на чертежах не показаны) .
Электроприводы 8, 12, 22 и 26 соединены с электрической системой управления, обеспечивающей заданную последовательность включения электроприводов с помощью бесконтактных конечных выключателей (на чертежах не показаны).
Устройство работает следующим образом .
В исходном положении транспортер одаватель 3 находится на одном ровне с приемным рольгангом 1, а транспортер-накопитель 17 - на 10-15 мм выше верхних полок 34 загружаемой вагонетки 33. Рамка 32с кирпичами поступает на приемный рольганг и упирается в упор 2. Включается электропривод 8 и транспортер 3 вместе с рамкой 32 поднимается на 10-15 мм. выше транспортера 17. Включается шаговый электропривод 12 и с помощью цепей 4 пер двигает рамку на один шаг в сторону транспортера 17. Длина шага равна ширине рамки и зазору между двумя соседними рамками. Транспортер 3, опускаясь, возвращается в исходное положение, а рамка остается на транспортере 17, который с помощью шагового электропривода-26 и цепей 18 передвигает ее на один шаг в сторону вагонетки. Далее таким же порядком на транспортер 17 поступает следующая рамка и обе рамки снова передвигаются на один шаг. После поступления на транспортер
17чи.сла рамок, необходимого для заполнения одного ряда полок, цепи
18передвигают рамки подряд на несколько шагов,например три,и .устанавливают рамки над полками вагонетки. Включается электропривод 22 и опускает транспортер 17. Рамки остаются на верхних полках вагонетки. Таким же образом производится укладка на вагонетку второго и последующих рядов ргмок.
При укладке рамок на полки, находящиеся нижеприемного рольганга, транспортер 3 сначала передвигает рамку на шаг в сторону транспортера 17, а затем опускает ее на транспортер 17, который передвигает рамку на шаг в сторону вагонетки, после чего транспортер 3 возвращается в исходное положение.
После заполнения нижних полок вагонетка выводится из зоны действия транспортера 17, после чего он, поднимаясь, возвращается в. исходное положение.
Укладка рамок транспортером 3 на транспортер 17 в периодвывода вагонетки и возврата транспортера 17 в исходное положение не прерывается, при этом транспортер 17 выполняет функцию накопителя рамок.
При возвращении транспортера 17 в исходное положение в зону его действия вводится пустая вагонетка, имеющиеся на транспортере 17 рамки перегружаются на полки, далее цикл загрузки повторяется.
Предлагаемое устройство по сравнению с известным имеет меньшую металлоемкость, а производительност его выше.
Формула изобретения
1. Устройство для укладки рамок с кирпичом на полочные вагонетки, содержавшее приемный рольганг, транспортер-подаватель рамок в виде горизонтального шагового транспортера, накопитель рамок, установленный на каретке, перемещаемой по вертикальным направляюцим, их электроприводы, отличающееся
тем, что, с целью уменьшения метйллоемкости и повышения производительности, накопитель выполнен в виде консольно установленного на каретке горизонтального шагового транспортера, гранспортер;-подаватеЛь консольно смонтирован на другой каретке, перемещаемой по вертикальным направляющим, причем транспортеры расположены с взаимным перекрытием несущих поверхностей по длине в рабочем положении.
2. Устройство ПС п. 1, отличающееся тем, что ведущие
валы обоих транспортеров соединены со своими электроприводами посредством конических передач. ведущие шестерни которых закреплены на вертикальных валах, установленных с возj можностью скольжения внутри врдущих шкивов электроприводов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство
o № 139964, кл. В 28 В.17/00, 1961.
2.Авторское свидетельство СССР 467002, кл. В 28 В 17/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ГРУППИРОВАНИЯ и ПОСЛЕДУЮЩЕЙ УКЛАДКИ РАМОК С КИРПИЧОМ-СЫРЦОМ НА ПОЛОЧНЫЕВАГОНЕТКИ | 1969 |
|
SU246367A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ СЫРЦА КЕРАМИЧЕСКИХ КАМНЕЙ НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1971 |
|
SU290846A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ КИРПИЧА-СЫРЦА В НАКОПИТЕЛЬ | 1973 |
|
SU381583A1 |
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Установка для укладки сырца керамических камней на сушильную вагонетку | 1976 |
|
SU579148A1 |
| Устройство для загрузки полочных вагонеток | 1973 |
|
SU467002A1 |
//f r777T////f////////////////// //T/77///77/ //7/7 7// 77//Af//7W/Y////////
--- /2
