. Известные к()мби11ирО15а11ньге прашкльпые маплпзы, соетояшпе из npaiiHJibHoio устройства и резательных лрисгюсоб.ченш д.пя обрезки кромок, обладают тем недостатком, что они не В1 1нолня1от всех необходимых операций но отделке листа. Резка листов но размерам, взвеншвание их и накетнрование обычио произво.аится на других отдельных ai-peгатах, что удл1Н1яет и удорожает пронесе производства тоик1)-листо1301 | стали.
В оиисывае.мом иолуавтоматическом (|равГ1Л ио-ре/куи1ем аг)егате sTir иедостаткн устранены тем, что в нем предусмотрены все необходимые уетройства для окончате.тьной отделки, 1 звеи1ивання и накетн эования листов.
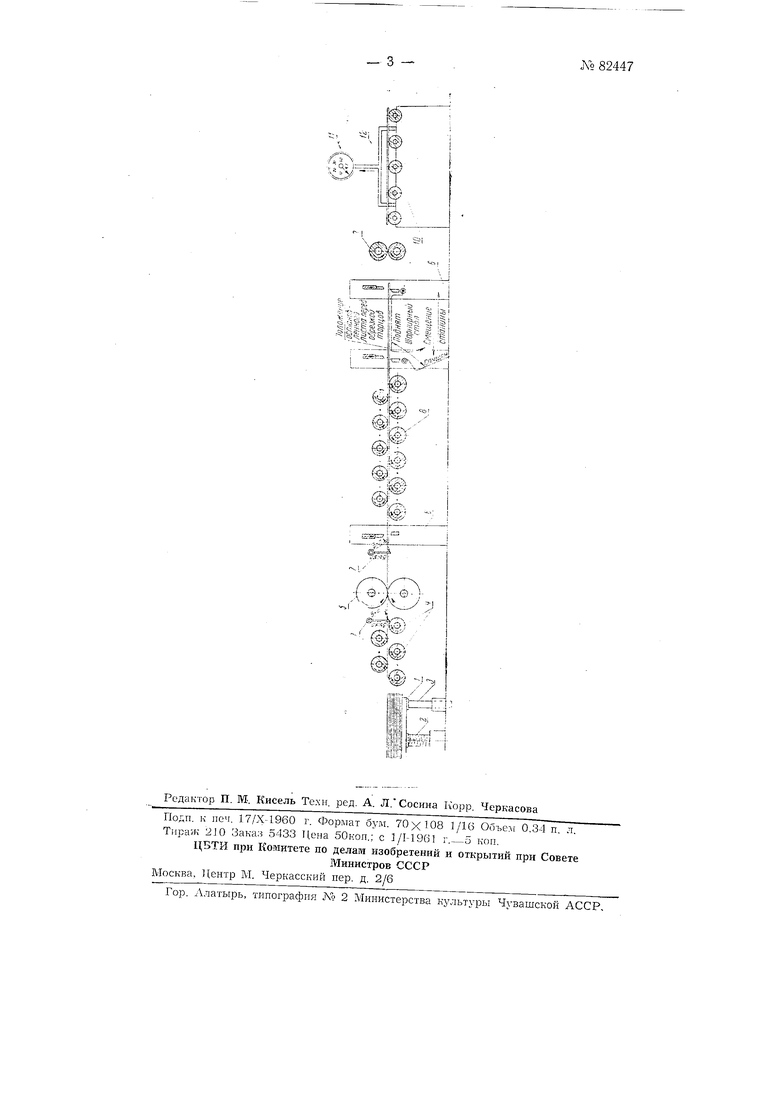
На чер1еже нзображен эскизный ()ект такого нолуавтоматического ирав11„гьно-режуи1.его агрегата.
Подъемный стол / служит местом для ук.тадки 11рн1 отовле1Н1ЫХ к обработке листов. Приводной винт 2 11031шляет станавливат1 етол в такое но,ложеиие, нрн котором верхнн лнст находится на уровне, необходимом для нодачн 15 малую нятиролнковую ма1иину. Ствол еиабжен боков1)1мн гганравлято нимн -, фиксируюи111ми иоложеиие задаваемого листа.
Пят.чролнковая нрав|1,1ьная машина 4 нроизводзг иредварнтсльную lipaBKy лнста и одновременно нодает его на диековые ножннны.
Сл оростГ) правки работаюи их роликол1рав;ктыгьгх манпгн п)акт11чески устано1 лена 0,3 м/сек.
Лиско 1)1е ножницы 5 консольного тина иредусматр1нза1О - riepeMemeние диеков д,тя боковой обрезки оТистов разно н1ирины (i5 пределах 710-1250 мм).
Скороеть резання лнстов равна скорости их HpaiiKi;.
Гил1,оти11нв1е ножннцы 6 состоят из двух стаиин: одна установ.тена неиодвижно, а другая перемешается в зависимости от того, на какую
82447
длину обрезается .чист. Ножницы эти работают одиовременио: сделав рабочш хс)д вследстн1 е наличию механнзма включения 7, суигюрты иожииц снова остапав.чииаются в своем исходном верхнем ло;1оженгН1. -incло удар015 нсжниц-12-15 в мин.
Между стаиинамн гильотинных иожииц размещена основная 11-ти роликовая правильная машина 8. Правильные ролики этой машины работают не ИОСТОЯ1Н-Ю: 15ключаются тогда, когда диског ые ножницы обрезают лист, и выключаются, когда лист иоиадает иод гильотинные ножницы.
Пргнюдные ролнкн 9 ирииимают готовьи лист из больиюн нравнльHoii лиинииы и передают на приемный холостой рольганг 10. Одновременно ро.чики сглаживают заусенцы но обрезанным кромкам листа.
Весы// снабжены иоднима1О1це1 1ся ви.чкой 12, которая в момент взвешивания поднимается и отделяет лист от ро;1ико 5.
Кан овате.1ь енпмает roToiMiiii г,звешенный лист с холостого рольганга и укладывает его в стоп.у.
Техцрлогня отделки листа протекает автоматически, если не счнтать ручную задачу листа к малую правку п поднятия вилки 15есов для взвеши15ания.
П р е д м е т п з о б ) е т е и и я
1.Полуавтоматнчеекнй нрав11льно-режуни1Й агрегат для тонкого лнета, о т л и ч а ю ш и и с я применением обрезки не только боковых кромок лнета, но н торцовых на |д-1льотинных ножницах.
2.Полуавтоматнчеекнй правнльно-режунхий агрегат но н. 1, о т л ичаюшнйся совмешеннем в одном агрегате операций правки листа, обрезки его но бокам п обрезкн по дл1П1е.
3.Устройство по im. 1 н 2, от л и ч а ю nie ее я применением для от15езкн по длпне дрлХ спаренных гпльот))1х ножниц.
4.Уст)ойство по нн. 1-3, olл и ч а ю те е с я автоматическим вк.тючением ножниц д.чя отрезки но длине с одно15ременным выключеппем правильного механнзма и последуюпичм его включением.
5.Устройство но пп. 1-3, от л и ч а ю И1.е ее я нрименепнем автоматпческпх liecoB для взвешивания лпста после его правки н обрезки.
/e.e.V
- V l
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь слитков в нагревательных печах | 1953 |
|
SU98817A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Устройство для обрезки кромок листов | 1976 |
|
SU694295A1 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ЛИСТОВ СТАЛЬНОЙ ЛЕНТОЙ | 1963 |
|
SU159134A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |