1
Изобретение относится к изготовлению резиновых технических изделий и предназначено дня изготовления колцевых резиновых изделий, например труб большого диаметра, или бесконечных резинотканевых, лент со сложной наружной поверхностью.
Известно устройство для изготовления кольцевых резиновых изделий, содержащее цилиндрическую форму и концентрично ей установленный дорн, .образованные установленными на общем основании радиально подвижными сегментами, и средства для радиального перемещения секторов l3.
Наличие подвижных секторов, усложняет конструкцию и обслуживание устройства и обуславливает необходимость значительной производственной площади для размещения устройства.
Наиболее близким к предлагаемому является устройство для изготовления кольцевых резиновых изделий, содержащее цилиндрическую форму, концентрич но ей установленный жесткий дорн со средством для подачи в него рабочей среды и расположенные соосно с ним по его торцам зажимные кольца с кони ческой фиксирующей поверхностью С2.
В известном устройстве зажимйые кольца жестко связаны с дорном и приимают к нему эластичную диафрагму оторая опрессовываеткольцевое иэдеие и нагревает его, передавая тепло от подаваемой в полость между ней и орном рабочей среды.
Однако эластичная диафрагма - резиновая или резино-тканевая имеет низкий коэффициент теплопроводности, что снижает эффективность работы уст- . ройства. Цель изобретения - повышение эффективности работы ус.тройства.
для достижения поставленной цели в устройстве для изготовления кольцевых резиновых изделий, содержащем цилиндрическую форму, концентрично ей установленный жесткий дорн со средством для подачи в него рабочей среды и расположенные соосно с ним по его горцам зажимные кольца с конической {)иксирующей поверхностью, одно зажимчое кольцо установлено с возможностью аксиального перемещения относительно цорна и снабжено тфиводом перемещения, а второе зажимное кольцо жестко связано с формой.
Дорн выполнен с перфорированной бковой поверхностью,
обеспечения возможности изготовления изделий с арматурой форма снабжена сегментными вкладыиами, имеющими 1-неэда для арматуры и выступы для фиксирования на форме.
Такое конструктивное выполнение устройства позволяет снять диафрагму с дорна и осуществить опрессование иделия и его нагрев непосредственно дорном, который выполняется из метгшла с высокой теплопроводностью.
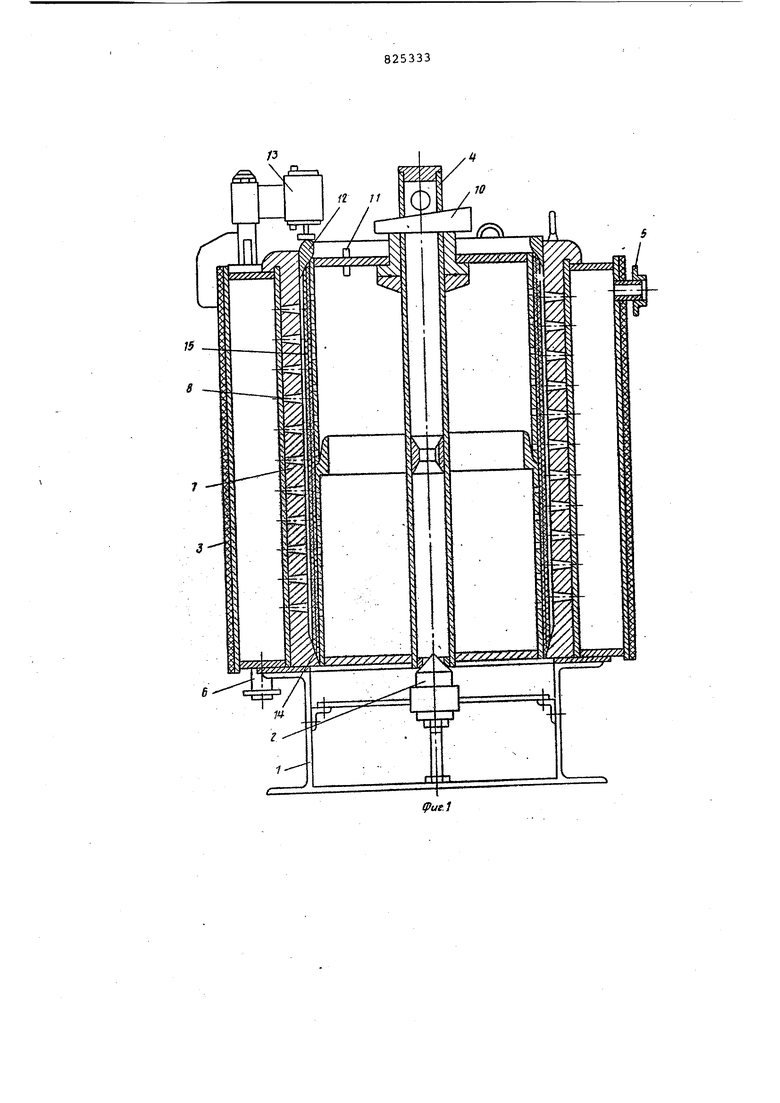
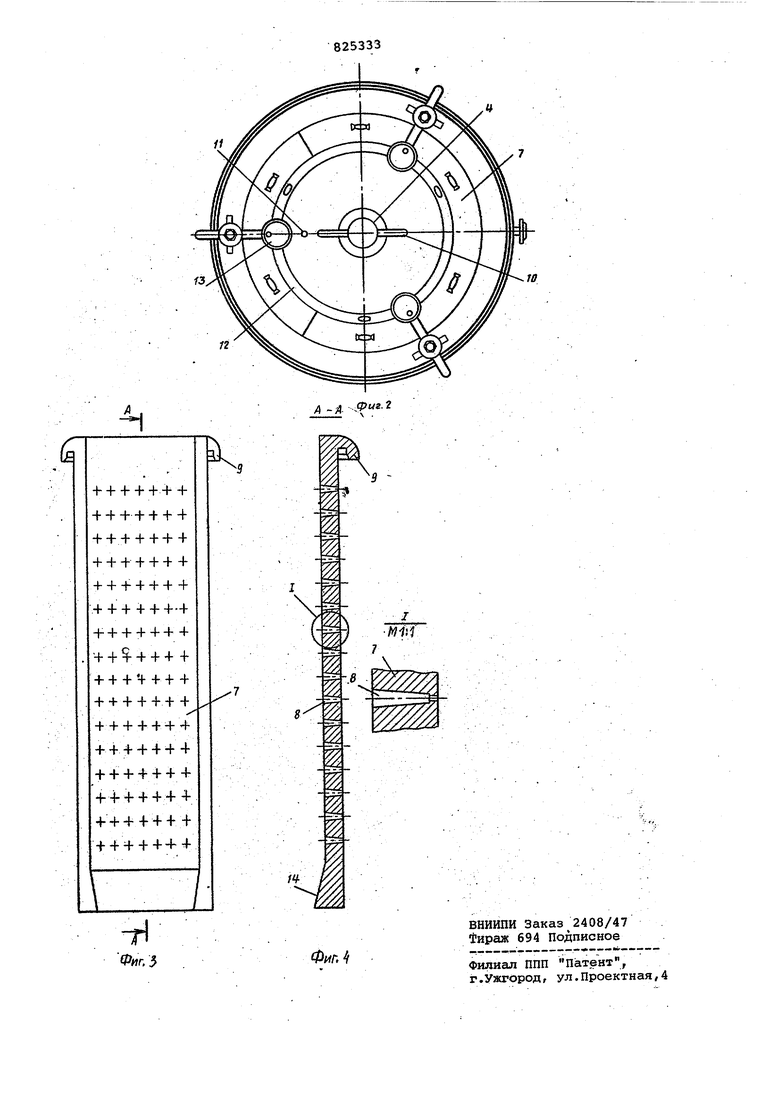
На фиг. 1 изображено предлагаемое устройство , на фиг, 2 - то же, вид сверху; на фиг. 3 - вкладыш формы на фиг. 4 - разрез Л-А на фиг. 3.
Устройство для изготовления кольцвых резиновых изделий содержит раму с направлякхдим конусом 2, смонтированную на последнем цилиндрическую форм 3 и концентрично ей установленный жесткий дорн 4. Форма 3 имеет штуцера 5 и 6 для подачи пара и отвода коденсата. Для обеспечения возможности изготовления изделий с арматурой форма снабжена сегментными вклгщышагли 7 имеюцими гнезда 8 для арматуры и выступы 9 для фиксирования на форме 3. Вкладыши 7 выполнены из легкого сгшава типа силумин.
Дорн 4 выполнен по высоте составным из 2-х частей, запирае1 ых клином 10, и с перфорированной боковой поверхностью. Дорн 4 имеет средство для подачи в него рабочей среды, например штуцер 11. По торцам дорна соосно с ним расположены зажимные кольца с коничбской фиксирующей поверхностью. Одно зажимное кольцо 12 установлено с возможностью аксиального перемещения относительно дорна 4 и снабжено приводом перемещения, например пневмоцилиядрами 13, а второе зажимное кольцо 14 жестко связано с формой, например выполнено заодно с ее вкладышами 7. Пневмоцилиндры 13 смонтированы на форме 3 с возможностью отвода их в сторону для свободного прохода дорна.
Устройство работает следующим образом.
На дорне 4 собирается заготовка 15 изделия. Затем дорн 4 вместе с заготовкой заводится в полость формы 3 до взаимодействия с конусом 2, за счет которого достигается образование равномерного кольцевого зазора между дорном и .вкладышами 7 формы. Далее в кольцевой зазор между верхними частями дорна 4 и вкладышами 7 заводится зажимное кольцо 12 и аксиально перемещается пневмоцилиндрами 13, фиксируя дорн в заданном рабочем положении и герметизируя сочленение верхнего торца заготовки с дорном. Сочленение нижнего торца заготовки с дорном обеспечивается зажимным кольцом 14.
При подаче в полость дорна через штуцер 11 рабочей среды, например сжатого воздуха, заготовка 15 изделия отходи; от боковой перфорированной поверхности дорна 4 и прижима5 ется к внутренней поверхности вкладышей 7. При этом происходит опрессовка заготовки и формование наружной поверхности изделия. Далее в форму 3 через штуцер 5 подается пар, и осуп ществляется вулканизация. Конденсат из формы отводится через штуцер 6. После вулканизации испускается воздух из полости дорна 4 и пневмоцилиндров 13, которые отводятся в сторону, выводится зажимное кольцо 12, и дорн
5 4 вместе с кольцевым изделием 15 и вклaдышa 1и 7 извлекается из формы. Затем последовательно снимаются вкладыши 7 и устанавливаются в форму 3, образуются торцы изделия с конусной
0 отпрессовкой, извлекается клин 10 и в полость дорна подается сжатый воздух. При этом его части расходятся в разные стороны от центра дорна, и изделие снимается с дорна.
5Дорн вновь собирается, стягивается клином 10 и подается на сборку заготовки следующего изделия. Далее процесс повторяется.
Предлагаемое устройство позволяет
0 упростить технологию изготовления кольцевых резиновых изделий.
Формула изобретения
1. Устройство для изготовления кольцевых резиновых изделий, содержащее цилиндрическую форму, концентрично ей установленный жесткий дорн со средством для подачи в него рабочей среды и,расположенные соос0 но с ним по его торцам зажимные кольца с конической фиксирующей поверхностью, отличающееся тем, что, с целью повышения эффективности работы устройства, одно зажим5 ное кольцо установлено с возможностью аксиального перемещения относительно дорна и снабжено приводом перемещения, а второе зажимное кольцо жестко связано с формой.
Q2. Устройство ПОП.1, отличающееся тем, что дорн выполнен с перфорированной боковой поверхностью.
3. Устройство по П.1, о т л ич аю щ е а с я тем,что, с целью обеспечения возможности изготовления изделий с арматурой, форма снабжена сегментными вкладьлиами, имеющими гнезда для арматуры и выступы для фиксирования на форме.
0Источники информации
принятые во внимание при экспертизе
1.Патент США f 2381395, кл. 425-40, опублик. 1945.
2.Патент США 2573643,
5 кл. 425-34, опублик. 1951 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Пресс-форма для вулканизации полых изделий | 1980 |
|
SU937212A1 |
| Устройство для формования кольцевых резиновых изделий | 1978 |
|
SU770829A1 |
| Пресс-форма для изготовления полых полимерных изделий | 1978 |
|
SU905111A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Устройство для сборки резинокордных оболочек тороидального типа | 1977 |
|
SU749681A1 |
| Устройство для изготовления армированных трубчатых резиновых изделий | 1986 |
|
SU1382660A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АРМИРОВАННЫХ ОБРЕЗИНЕННЫХ ПАТРУБКОВ | 2007 |
|
RU2373055C2 |