В существуюаи1Х токарных станках обычно ускоренное обратное движение суннорта осуществляется нлн нри немощи отдельного электродвигателя или носредством донолнительной кинематической цени ускоренного движения с нримененнем унравляемой муфты нереключення двнжепнй.
В предлагаемом токарном станке для осундествлешья обратного ускоренного хода еуннорта исиользуется нривод главного дви.ження, причем переключение рабочего вращения ходового валика станка на обратный ускоренный ход нроисходнт автоматически нри реверсировании вращения главного привода. Для этого применена сдвоенная муфта обгона, одна часть которой соедпняет ХОДОБСЙ валг.к с коробкой иодач и захлииивается на валике только ири рабочем направлепии вращения главного привода, а другая часть соединяет ходово валик с донолнительной ненью уекоренного двнжения от главного привода н заклинивается па валике только прп обратпом нанравленнп вращения главного привода.
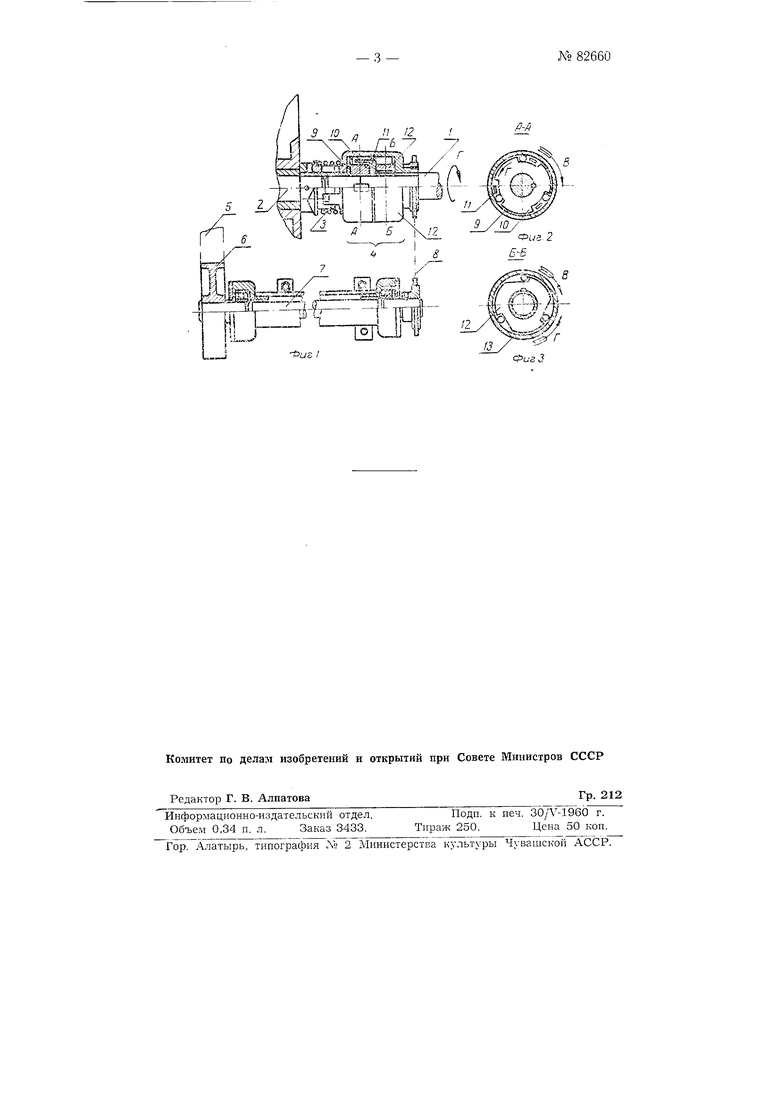
На фг1Г. 1 изображен общий вид мсхатщзма ускоренного обратного хода суппорта токарного станка; на фиг. 2-левая часть муфты обгона в сечении по АА. фиг. 1; на фиг. 3-правая часть обгона в сеченин по ББ фиг. 1.
Ходовой валик 1 етанка связан с ведомым валнком 2 коробки подач носредетвом пружннной предохранительной муфты 3 н сдвоенной муфты 4 обгона.
Ходовой валик 1 нолучает медленное рабочее вращен.не (по стрелке В) от валика 2 коробки подач.
Ускоренное обратное движение ходовой валнк 1 нолучает неносредственно от главного нривода при его реверсировании через ременную передачу 5, щкнв 6, дополнительный нромежуточный валик 7 н цепную передачу 8 (вращение в направленин стрелкн Г).
№ 82660
Переключение вращения ходового валика с прямого на ускоренное обратное осуществляется автоматически сдвоенной муфтой 4 обгона.
При вращении главного нривода в нанравлении, соответствующем рабочей нодаче сунпорта, движение с валика 2 коробки подач передается на корпус 9 левой половины муфты 4, который, вращаясь в нанравленин стрелки В, заклинивается при помощи щариков относительпо внутренней частн 10, посаженной па шпонке на ходовом валике, и передает вращение последнему также в нанравленип стрелки В. Прн этом сенарато) 11, жестко связанный с внутреиней частью 12 правой половппы муфты, обеспечивает ее враиленне в том же направлении. Так как одновременно осуществляется ускоренное вращение корпуса 13 правой части муфты в том же направлеппп по стрелке В, которое передается иекосредствепно от главного привода через валик и передачу 8, то заклинивания правой части муфты в это время не происходит.
При излкзиепии направления вращения главного привода станка корпус 3 н)авой части муфты 4 получпт от валпка 7 уско;)еппое вращение в направле1п- и стрелки Г (фнг. 3), вследствие чего произойдет заклнпиванпе правой части муфты с ее внутренней частью 12, которая вместе с сепаратором 11 получит ускорепное врап1,ение в направлении стрелки Г. Прп этом, в результате обгона левой частп муфты вращающимся по стрелке Г сепаратором И, П1арики муфты будут освобождены и связь между ходовым валиком п валиком 2 коробки подач блдет прервана. В то же время сепаратор И, выполняя po;ib поводка (фнг. 2), передастускорепное обратное врандеппе по направлению стрелки Г па внутреннюю часть 10 левой половины муфты 4 и через нее на ходовой Ba.iHK 1 етанка.
П р е д м е т н з о б р е т е н и я
Токарный етапок с ускоренныл обратным ходом про.дольного суппорта, осуществляемым от главного привода посредством дополнительной кинематической цепп, параллельной цепи подач, отличающийся те, что, с пелью автоматического нереключения рабочего вращения ходового валика на обратный ускоренный ход при реверсированпн враще И-1Я главного нрнвода, применена сдвоенная муфта обгона, одна часть которой соединяет ходовой валик с коробкой подач и заклинивается на валике только при рабочем нанравлении вращения главного привода, а другая часть соединяет ходовой валнк с дополнительной ценью движения главного привода н заклииивается па валике только при обратном нанравленпи главного привода.
га / д Зй .
t-i
UJ t
ibL/S /
fJ-H
-jL-,
1
Фиг J
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Устройство для перемещения двух узлов станка | 1974 |
|
SU655504A1 |
| Система программного управления токарными станками | 1959 |
|
SU127543A1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
| ПЕЧАТНЫЙ СТАНОК | 1969 |
|
SU240716A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1304988A1 |
| Устройство для переключения ремизоподъемной каретки ткацкого станка на обратный ход | 1986 |
|
SU1461781A1 |
| Пивод подач токарного станка с дистанционным управлением | 1966 |
|
SU217866A1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |