1
Изобретение относится к машиностроению и может быть использовано в качестве упрочняющей обработки для повышения твердости, красностойкости и износостойкости режуш,его инструмента из быстрорежущих сталей.
По основному авт. св. № 449941 известен способ термомеханической обработки быстрорежущей стали для повышения стойкости инструмента.
Способ включает аустенитизацию, подстуживание до 400-600°С, скоростной иагрев до температуры горячей деформации 960-1150°С, горячую деформацию, закалку и многократный отпуск.
Однако известный способ обработки не позволяет повысить твердость и красностойкость сталей.
Целью изобретения является повышение твердости и красностойкости.
Поставленная цель достигается тем, что по предлагаемому способу после подстуживания до температуры 400-600°С выполняют изотермическую выдержку стали до 1 ч, при этом подстуживание и изотермическую выдержку осуществляют в насыщающей среде, например в расплаве циановокислого калия.
Пример. Производили термомеханическую обработку заготовок из быстрорежущей стали Р6М5. Способ обработки включал аустенитизацию заготовок 0 15 мм при
температуре 1220°С, подстуживание до 550°С и изотермическую выдержку при этой температуре в расплаве циановокислого калия (K.CNO-100%), не содержащего цианидов, в течение 40-60 мин. Общая глубина слоя после насыщения достигла 0,3 мм.
После чего производили скоростной индукционный нагрев до температуры горячей пластической деформации 950-1050°С,
горячее гидродинамическое выдавливание
заготовок 0 8 мм со степенью деформации
72% с последующей немедленной закалкой
в масло.
Затем заготовки подвергали трехкратному отпуску при температуре 560°С, продолжительность по одному часу. В результате такой обработки заготовки имели поверхностный упрочненный слой твердости 65- 66 HRC.
Для получения сравнительных данных параллельно проводили исследования заготовок из стали Р6М5, обработанных известным способом.
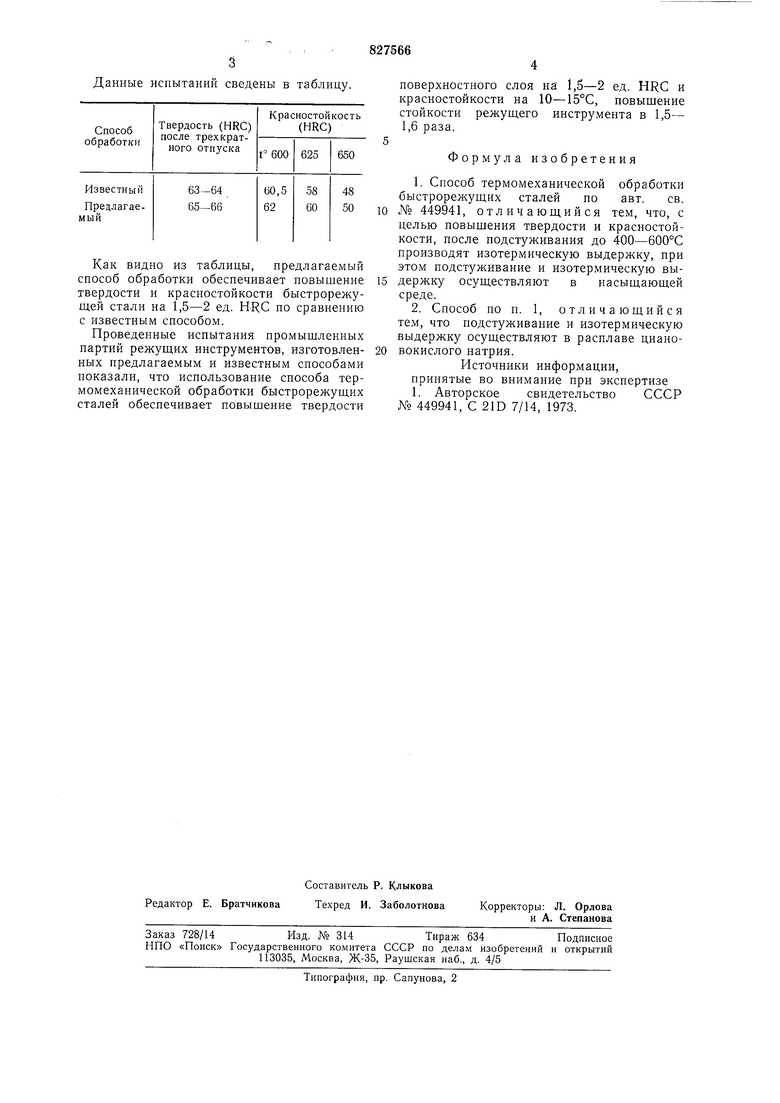
Данные испытаний сведены в таблицу.
Как видно из таблицы, предлагаемый способ обработки обеспечивает повышение твердости и красностойкости быстрорежущей стали на 1,5-2 ед. HRC по сравнению с известным способом.
Проведенные испытания промышленных партий режуш,их инструментов, изготовленных предлагаемым и известным способами показали, что использование способа термомеханической обработки быстрорежущих сталей обеспечивает повышение твердости
поверхностного слоя на 1,5-2 ед. HRC и красностойкости на 10-15°С, повыщение стойкости режущего инструмента в 1,5- 1,6 раза.
Формула изобретения
1.Способ термомеханической обработки быстрорежущих сталей по авт. св.
№ 449941, отличающийся тем, что, с целью повыщения твердости и красностойкости, после подстуживания до 400-600°С производят изотермическую выдержку, при этом подстуживание и изотермическую выдержку осуществляют в насыщающей среде.
2.Способ по п. 1, отличающийся тем, что подстуживание и изотермическую выдержку осуществляют в расплаве циановокислого натрия.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 449941, С 21D 7/14, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки быстрорежущих сталей | 1978 |
|
SU729260A2 |
| Способ комбинированной обработки изделий | 1980 |
|
SU931763A1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
| Способ термомеханической обработки быстрорежущих сталей | 1977 |
|
SU729259A1 |
| Способ высокотемпературной термомеханической обработки быстрорежущей стали | 1981 |
|
SU1006510A1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
| Способ термомеханической обработки быстрорежущей стали | 1978 |
|
SU876747A2 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1994 |
|
RU2100455C1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
