Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых деталей без фланца методом глубокой вытяжки.
Целью изобретения является повышение качества готовых изделий.
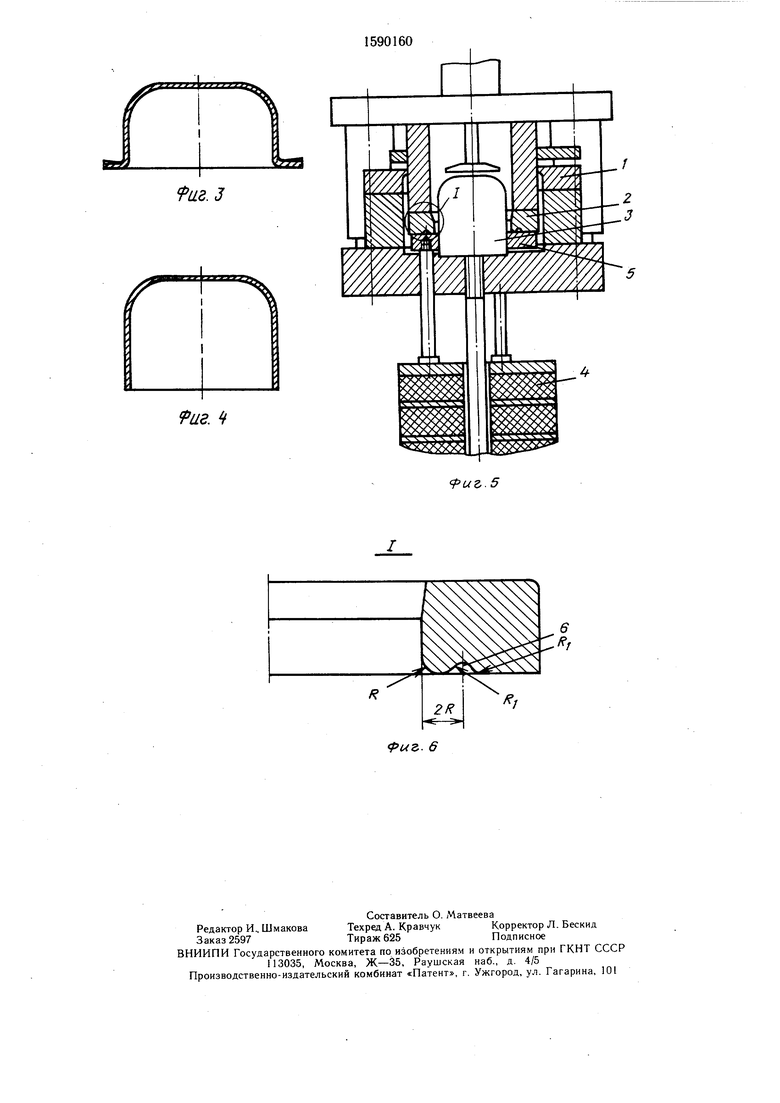
На фиг. 1-4 изображена листовая заготовка по мере изготовления из нее полого изделия; на фиг. 5 - конструкция вытяжного штампа для реализации способа; иа фиг. 6 - узел I на фиг. 5.
Способ осуществляется следующим образом.
При вытяжке периферию фланца заготовки прижимают, а на участке фланца, прилегающем к зоне деформирования, прижим отсутствует. На этом участке образуются гофры, которые в процессе вытяжки при перемещении фланца к зоне деформирования выходят на край фланца. Разглаживание гофр происходит непрерывно во время всей вытяжки на радиусной кромке матрицы.
Способ осуществляется с помощью щтам- па, содержащего вырубиую матрицу 1,
пуансон-матрицу 2, участвующую в вырубке и вытяжке детали, пуансон 3, резиновый буфер 4, обеспечивающий необходимое усилие зажима заготовки между прижимом 5 с целью предотвращения образования складок. В матрице 2 выполнена кольцевая выемка 6 для образования гофр на заготовке, размеры которой целесообразно выбирать в следующих пределах: расстояние до центра проточки 2R, высота проточки 0,6/, где R - радиус закругления кромки матрицы.
Пример. Для получения высококачественного изделия, имеющего мм, мм (с учетом чего относительная толщина
заготовки выбирается равной Х ,7),
необходимо соблюдение следующих условий ведения процесса: усилие вытяжки
.d,.5., 13 тс; усилие вырезки
P L-S--ССР-1, TCJ.
сд
со
05
; силие прижима ( +2 ;..100 тс;
суммарное усилие
p,+P,,7Tc; Коэффициент вытяжки
.,55.
В качестве оборудования может быть юпользован пресс однокривошипный К2130Б Мощностью 100 тс. Для изготовления выру(5- Йых и вытяжных узлов штампа щутесооб- Ьазно выбирать марки Х12М твердостью 69-61 HRC.
Технологический процесс изготовления (стального колпака из листовой з 1готовки 1состоит из следующих операций I Плоскую листовую заготовку помещают |между матрицей 2 и прижимом 5 и созидают давление прижима.
С помощью вырубной матрицы 1 произво дят вырубку заготовки размером 1X0146;
: Усилием деформирования со стороны пуансона 3 воздействуют на центральную часть
заготовки и производят непрерывнуиз вытяжку изделия, в результате которой раз: меры заготовки меняются в следующих пределах:
на стадии деформации кольцевой незажатои части заготовки и втягивания ее в рабо: чую зону матрицы диаметр фланца 115 MMJ
: h заготовки 40 мм; на стадии дальнейшем пластической деформации и выхода края фланца заготовки в кольцевую выемку диаметр фланца 107 мм, h заготовки 44 мм; на стадии перемещения края заготовки в зону повышенного удельного давления прижима
5
диаметр фланца 90 мм, h заготовки 50 мм; на стадии окончательного оформления изделия фланец превращается в элемент базовой поверхности полого изделия, при этом диаметр изделия 82 мм, А изделия 60 мм.
В конце процесса вытяжки уменьщают до нуля давление прижима 5, отводят верхнюю часть штампа с матрицей 2 и извлекают готовое изделие.
Положительный эффект от использования предлагаемых способа и устройства заключается в увеличении ( в 10 раз) производительности процесса изготовления полых деталей за счет извлечения готового изделия без разборки штампа при подъеме прижима, а также в повышении качества готовых изделий за счет гарантированного распрямления гофр.
Формула изобретения
1. Способ изготовления полых изделий путем вытяжки листовой заготовки в матрицу с прижимом, образованием гофр на фланце и их непрерывным распрямлением в зоне распрямления на радиусной кромке матрицы,
5 отличающийся тем, что, с целью повышения качества готовых изделий, гофры образуют на кольцевом участке фланца заготовки, прилежащем к зоне распрямления, а на периферии фланца заготовки осуществляют
прижим.
2., Штамп для изготовления полых изделий, содержаиций пуансон, охватывающий его прижим с плоской рабочей поверхностью и матрицу с прижимной поверхностью, рабочей полостью и рабочей радиусной кромкой, отличающийся тем, что матрица выполнена с 35 кольцевой выемкой ограниченной глубины и ширины, расположенной на ее прижимной поверхности и примыкающей к радиусной кромке.
30
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых изделий из относительно тонких листовых заготовок на прессах простого действия | 1991 |
|
SU1802734A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| Способ вытяжки полых изделий | 1990 |
|
SU1771852A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления полых изделий и устройствам для их осуществления, и может быть использовано в различных отраслях машиностроения для получения полых изделий вытяжкой. Цель изобретения - повышение качества готовых изделий. Штамп содержит пуансон, плоский прижим и матрицу с радиусной кромкой у рабочей полости, примыкающую к кромке кольцевую выемку с ограниченными шириной и глубиной, лежащую на прижимной поверхности заготовки. В процессе вытяжки листовой заготовки гофры образуются в зоне кольцевой выемки матрицы и непрерывно разглаживаются на ее радиусной кромке. Остальная часть фланца заготовки прижата прижимом. 2 с.п.ф-лы, 6 ил.
fff ffr ffffffffffffffrrr РагЛ
LLS.Z
f-
аг.З
fue.
(fuz.S
. 6
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
