(54) СТАНИНА ПОД РАБОЧУЮ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 1989 |
|
SU1715464A1 |
| Технологическая смазка для обработки металлов давлением | 1986 |
|
SU1425198A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Муфта свободного хода подающе-поворотного механизма стана холодной прокатки труб | 1983 |
|
SU1109553A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Муфта свободного хода | 1983 |
|
SU1131570A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Способ настройки калибров валков стана холодной прокатки труб | 1987 |
|
SU1414487A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
1
Изобретение относится к трубопрокатному оборудованию и может быть использовано при прокатке метала на станах холодной прокатки труб (ХПТ).
Известна станина рабочей клети стана холодной прокатки труб, содержащая неподвижное основание и опорную направляющую, выполненную в виде приливов на монолитном основании, к которым при помощи болтов крепят сменные латунные или текстолитовые пластины износа И В процессе работы стана приливы и пластины износа испытывают значительные нагрузки, появляется.подвижность пластин износа относительно базовых поверхностей на приливах, к которым они прилегают. Это вызывает износ базовых поверхностей приливов и резьбовых отверстий в них при циклическом силовом воздействии на болты, воспринимающих поперечную знакопеременную нагрузку Дополнительный износ резьбовых отверстий приливов происходит также и от осевой нагрузки при установке пластин износа с применением натяга а также при использовании болтов с различной точностью изготовления.
В результате суммарного износа базовых поверхностей направляющей станины и резьбовых отверстий в них рабочая клеть приобретает свободу перемещения в поперечном направлении Перекашивание клети приводит к тому, что ось прокатки отклоняется от оси стана. Это ухудшает качество поверхности труб, снижает точность их размеров (из-за повышенной разностенности, овальности, волнистости и мелкопериодной кривизны), что ограничивает производство труб высокой точности, например для изготовления, подшипников..
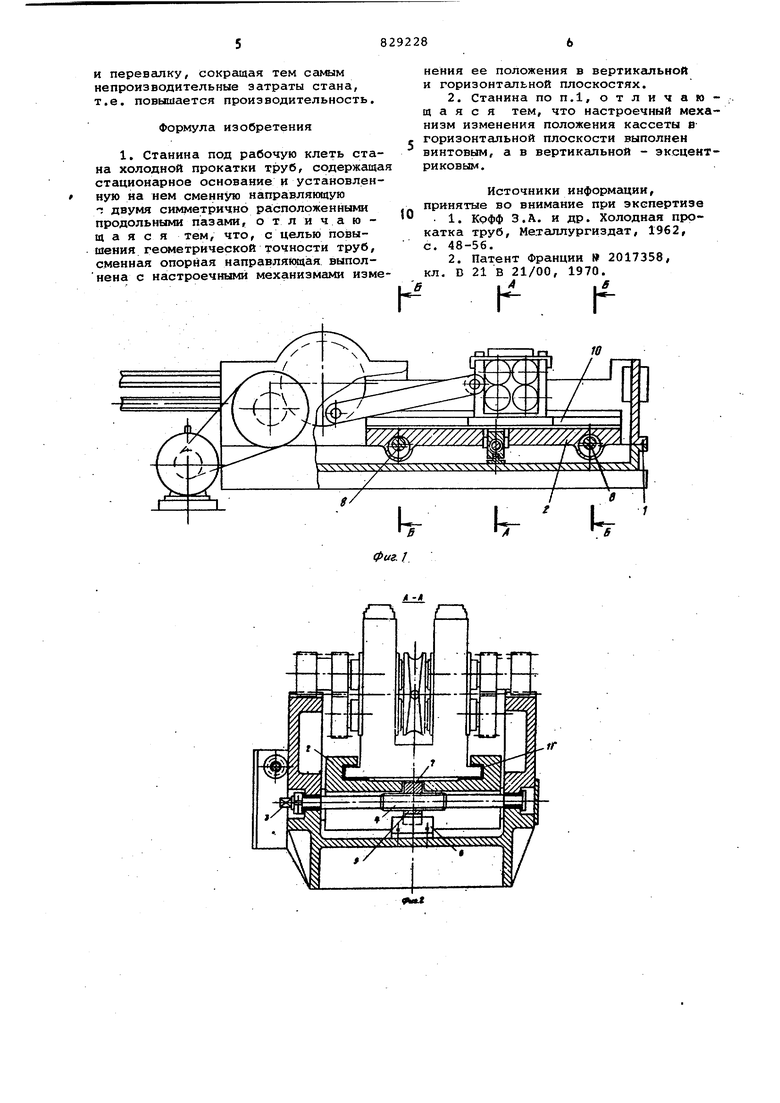
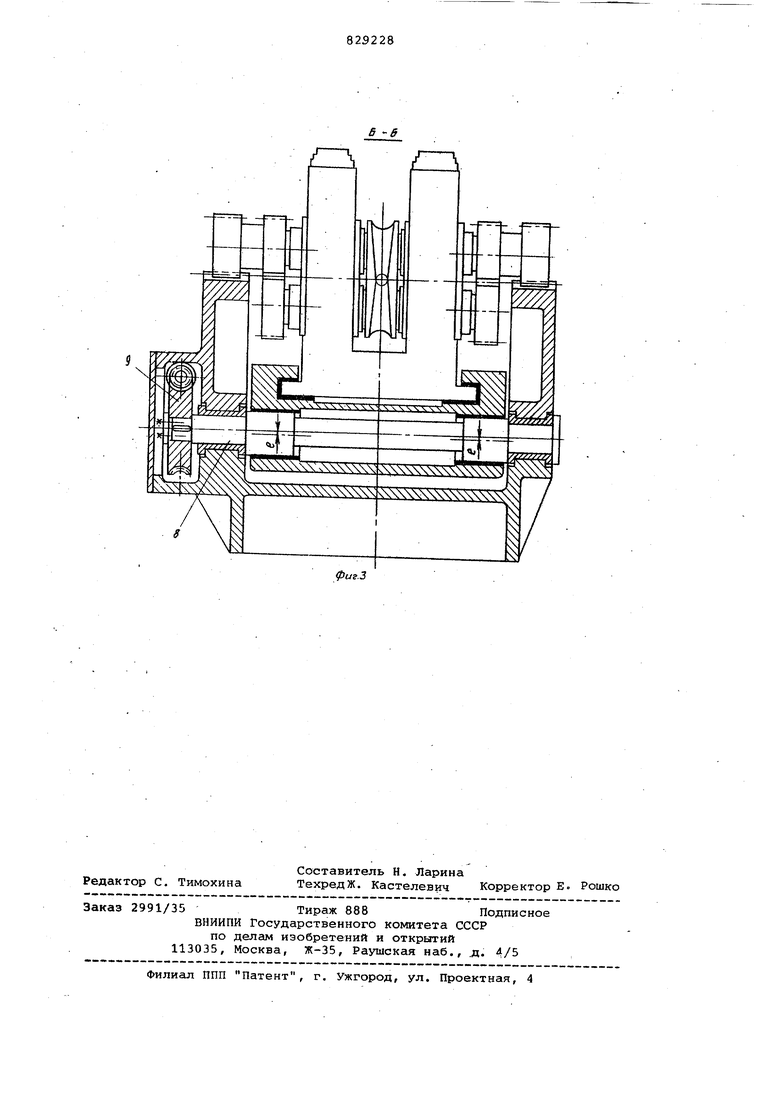
Восстановление изношенных приливов является трудоемкой операцией, связанной с необходимостью вырубки массивной и крупногабаритной станины под рабочую клеть из железобетонной заливки, снятия с Фундс1ментных болтов, обработки на специальных металлообрабатывающих станках после наплавочных работ и повторным монтаикем станины и устанавливаемых в ней трансмиссии переднего и промежуточного патронов и ряда узлов приводного .кривсхиипно-шатунного механизма. Выполнение этих работ обуславливает значительные простои станов и снижает эффективность их использования. Осуществление восстановительных работ непосредственно в производственных условиях без демонтажа станины на рабочую клеть не обеспечивает требуемой точности и не устраняет перекосы рабочей клети. Известна также станина под рабочу клеть стана ХПТ, содержащая стациона ную опору и установленную на ней направляющую в виде отдельной стенной детали с продольными пазами под опор клети. В таком стане ХПТ с направляю в виде отдельной детали в значительной мере устраняются недостатки с.тан ны под рабочую клеть, в которой направляющая выполнена в виде приливов на монолитной станине, так как при этом достигается уменьшение материал ных и трудовых затрат, связанных с необходимостью проведения восстанови тельных ремонтов направляющей. Замен изношенной направляющей на новую в отличие от восстановительного ремонта станины под рабочую клеть сокращает продолжительность простоев станов ХПТ, не ,требует выполнения ряда трудоемких операций, связанных с демонтажем и монтажем основной части оборудования, укрепленного непосредственно на фундаменте стана, а также применения дорогостоящих и дефицитных станков, предназначенных для обработки крупногабаритных деталей и используемых обычно только на специализированных заводах 1.2, Однако данная станина под рабочую клеть с направляющей в виде отдельной детали при изменении размеров пластин износа в процессе эксплуатации, а также износе посадочных мест в стационарной опор.е под направляющу в -клети, валках и рабочей поверхности калибров не обеспечивает сохране ние фактической оси прокатки строго по оси стана, что ухудшает качество труб по геометрическим параметрам и приводит к длительным простоям основного оборудования для восстано ления изношенных поверхностей и зам ны деталей. Цель изобретения - повышение гео метрической точности труб. Эта цель достигается тем, что в станине под рабочую клеть стана х лодной прокатки труб, содержащей стационарное основание и установлен ную на нем сменную направляющую с двумя симметрично расположенными пр дольными пазами, сменная-опорная направляющая снабжена растроечными механизмами изменения ее положения в вертиксшьной и горизонтальной плосткостях, при этом механизм изменения положения кассеты в горизон Тальной плоскости выполнен винтовым а в вертикальной - эксцентриковым. На фиг. 1 схематически изображена редлагаемая станина под рабочую клеть стана ХПТ общий вид; на фиг. 2 - поперечный разрез станины с механизмом для перемещения кассеты в горизонтальной плоскости, разрез -А на фиг. 1; на фиг. 3 - поперечный разрез станины с механизмом ля перемещения направляющей в вертикальной плоскости (разрез Б-Б на фиг. 1). Станина под рабочую клеть стана холодной прокатки труб содержит стационарное сборное основание 1, установленную на нем сменную направляющую 2 с настроечными механизмами изменения ее положения в горизонтальной и вертикальной плоскостях. Настроечный механизм изменения положения направляющей в горизонтальной плоскости выполнен винтовым, состоящим из приводного вала 3 с винтами 4, взаимодействующей с ним гайкой 5, и линейки 6, ограничивающей поворот гайки и установленной на основании. В центре направляющей под гайку 5 выполнен паз 7. Настроечный механизм изменения положения направляющей в вертикальной плоскости выполнен эксцентриковьйл и состоит из эксцентриковых валов 8 и червячных пар 9, колеса которых соединены с приводным трансмиссионным валом (не показан). Сменная направляющая имеет симметрично расположенные пазы 10 с пластинами 11 износа под опоры клети. Изменение положения кассеты нап- . равляющей в вертикальной и горизонтальной плоскостях осуществляют следующим образом. При горизонтальном изменении положения направляющей вращакхт вал 3 с винтом 4, гайка 5 при этом удерживается от проворота линейкой б, упираясь в паз 7 направляющей, смещается по горизонтали. При вертикальном изменении положения кассеты производят вращение трансмиссионного вала, вызывающее посредством червячного зацепления поворот эксцентриковых валов 8 со е 1ещением эксцентриситета посадочных мест. Отрегулированную направляющую в горизонтальной и вертикальной плоскостях жестко соединяют с основанием фиксаторами (не показаны), установленными в станине. В качестве фиксаторов могут использованы, например, винты. Предлагаемая станина позволяет оперативно вносить коррективы в настройку рабочей клети строго по оси прокатки (оси стана), повышая тем самым точность геометрических размеров труб, а также устраняет необходимость длительной остановки стана на восстановительный ремонт
и перевалку, сокращая тем самым непроизводительные затраты стана, т.е. повышается производительность.
Формула изобретения
Источники информации, принятые во внимание при экспертизе -1. КоФФ З.А. и др. Холодная прокатка труб, Металлургиздат, 1962, с. 48-56.
Н 1
В 1 Iх
