Изобретение относится к технологическим смазкам, применяемым при обработке металлов давлением, преимущественно при горячей прокатке труб, и может быть использовано для холодной прокатки.
Цель изобретения - разработка технологической смазки, обеспечивающей исключение применения дефицитньпс ма- териалов и снижение трудовых затрат при ее приготовлении и использовании, улучшение условий труда, повьппение эффективности использования станов путем улучшения процесса прокатки, уменьшения трения и снижения расходов энергоресурсов, рабочего инструмента, повышение стабильности параметров прокатки, точности геометрических размеров проката и улучшения качества его поверхности.
В качестве технологической смазки применяют отход производства хлорвинила (ТХИ), полученный на стадии нейтрализации аминохлоргидратов, который представляет собой кристаллическую соль хлористого натрия с примесями серно-кислого магния и хлористого калия,
Указанный отход хлорвинила полу- чают путем упарки маточных щелоков при комплексной переработке полиминеральных калийных руд. Эта соль вьще- ляется на стадии нейтрализации аминохлоргидратов каустиком, в дальнейшем она отделяется от аминов на центрифугах и подвергается обезвоживанию (упарке), т.е. освобождению от избытка влаги.
ТХН имеет следующие физико-хими- ческие показатели (состав дан в расчете на сухое вещество): внешний вид мелкокристаллический порошок белого двета, допускается желтоватый и серо- .ватый оттенок, содержание хлористого натрия, 96,8-98,0 мас.%, хлористого калия 0,3-1,5 мас.%, серно-кислого магния 0,9-1,5 мас.%, иона магния 0,2-0,5% и нерастворимого в воде осадка 0,5-1,0%.
ТХН негорюч, нетоксичен и невзрывоопасен. Удельный вес 2,16 г/см, т.пл. около 800°С, хорошо растворим в воде.
Применение ТХН в качестве технологической смазки стало возможным благодаря постоянству его состава и обнаруженной зависимости снижения энергосиловых параметров прокатки, снижения износа рабочего инструмента и уменьшения поверхностных дефектов труб от содержания серно-кислого магния, хлористого калия и нерастворимого в воде остатка водного раствора ТХН.
Содержание серно-кислого магния уменьшает скорость комкования и затвердевания соли при удалении из нее влаги в процессе транспортировки или хранения в прокатных цехах, снижает прочность сцепления кристаллов соли и осадка смазки в трубопроводах и отстойниках, что в значительной мере снижает затраты ручного труда при приготовлении и применении солевых смазок, повьшнает несущую и смазочную способность смазочной пленки, увеличивает температуру ее плавления и кипения, снижает износ рабочего инструмента, понижает расход электроэнергии и величину силового воздействия на оборудование, а также закатывание оправок в трубы.
Хлористый калий совместно с сернокислым магнием расширяет температурный предел воздействия технологической смазки на процесс прокатки, обеспечивает при контакте с нагретым металлом совокупное плавление кристаллических веществ на более ранней стадии прокатки, улучшает смачиваемость контактных поверхностей и заполнение впадин и пор микрорельефа внутренне поверхности раската, а также снижает энергосиловые параметры процесса прокатки.
Нерастворимый в воде остаток ТХН увеличивает вязкость смазки при температурах обработки металла, что приводит к повышению толщины смазочной пленки, увеличению ее экранирующих свойств и предотвращает схватывание деформируемого металла с рабочим инструментом и ограничивает появление задиров на поверхности труб.
ТНХ при попадании в процессе прокатки в трубопроводы эмульсионной и канализационной систем не образует трудноудалимого осадка, а переносится движущейся охлаждающей жидкостью в специальньй отстойник. Применение ТХН при обработке метгшлов давлением позволяет вести прокатку на станах ХПТ при полностью закрытом замке каретки стержня и точно установленной оправки после перезарядки стана трубной заготовкой. Это обеспечивает
наиболее повьшеиный уровень стабилизации условий прокатки труб, при которых отклонения по толщине стенки труб снижаются дополнительно в среднем на 30-35%.
Высокая эффективность применения ТХН в качестве технологической смазки объясняется активной химической реакние предлагаемой технологической смазки ТХН дает возможность понизить энергосиловые параметры процесса горячей прокатки труб и уменьшить расход электроэнергии на 7,1% при одновременном увеличении стойкости опра БОК на 12,6%, а также понизить силовое воздействие на оборудование. Кро
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1975 |
|
SU540909A1 |
| Муфта свободного хода подающе-поворотного механизма стана холодной прокатки труб | 1983 |
|
SU1109553A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1576549A1 |
| Способ изготовления винтовых пружин | 1977 |
|
SU686805A1 |
| Стан холодной прокатки труб | 1989 |
|
SU1715464A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1977 |
|
SU724563A1 |
| Способ смазки металла перед горячей обработкой давлением | 1987 |
|
SU1516162A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ 325х8-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615920C1 |
| Способ настройки калибров валков стана холодной прокатки труб | 1987 |
|
SU1414487A1 |
Изобретение касается технологической смазки для обработки металлов давлением, преимущественно при горячей прокатке труб, и может быть использовано для холодной прокатки. Для этого используют отход производства хлорвинила, полученного на стадии нейтрализации аминохлоргидратов. Это позволяет исключить использование дефицитных материалов и уменьпшть затраты. Кроме того, за счет улучшения процесса прокатки с новой смазкой повышается эффективность испрльзования станов, снижается расход энергии, рабочего инструмента, достигаются лучшая стабильность прокатки, точность геометрических размеров проката и качество его поверхности. 3 табл. (Л
цией воздействия расплавленной жидко- ю того, дает возможность увеличить
подвижной соли и газообразных продуктов ее разложения на окисленную поверхность деформируемого металла.
В процессе эксплуатации предварительно подсушенную смазку загружают в бункер, откуда она просьтается в калибровочное кольцо, установленное в расточке дозатора, а затем после перемещения ножа дозатора подается в воронку эжектора, из которой засасывается воздухом, смешивается с ним в смесительной камере и выбрасывается в трубу. Порошкообразную сьтучую смазку в трубу подают воздухом, давление которого уменьшают к окончанию подачи. Кроме того, струю воздуха со смазкой направляют под углом к образующей трубы. При таком способе подачи смазка, попадая в горячую трубу, расплавляется и равномерно распределяется по ее внутренней поверхности. Известную смазку и предлагаемую ТХН испытывают при прокатке труб 145 х X 6 мм из стали 35СП при температуре трубы 960 С на трехвалковом раскатном стане.
Прокатку труб проводят на короткой оправке из стали 20Х с применением чугунных валков марки ТПХН-60 диаметром 600 мм при числе их оборотов, равном 210 об/мин, и угле подачи 9 .
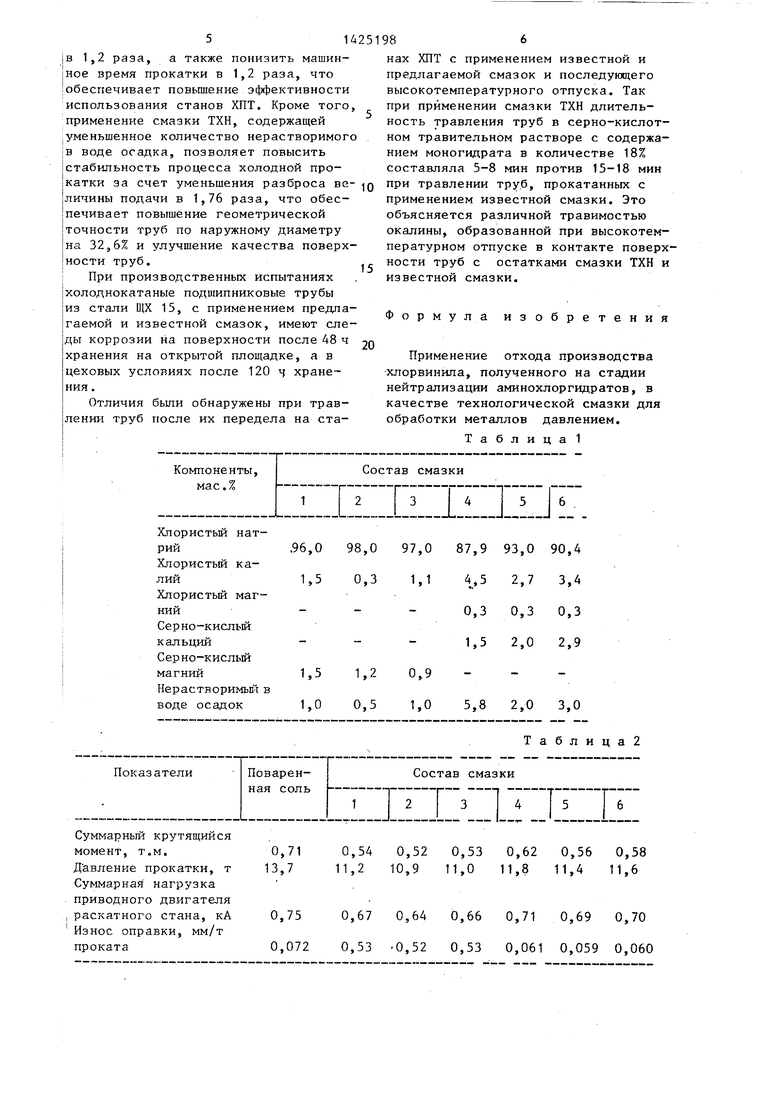
В табл. 1 приведены составы предлагаемой смазки ТХН (составы 1-3) и известной смазки (составы 4-6).
Испытания проводят также в сравнении с поваренной солью. Испытания смазок при горячей прокатке труб проводят при постоянной настройке рабочего инструмента (валков и оправки) в режиме охлаждения их водой. В про15
20
25
30
35
40
45
производительность стана путем снижения простоев по замене изношенных оправок с одновременным уменьшением их расхода.
Составы смазок 1-6 испытывают при холодной прокатке труб на станах ХПТ 90 третьей модели ЭЗТМ. На рабочие валки стана ХПТ устанавливают сменны калибры диаметром 434 мм из стали 60ХФА. Оправки изготовляют из стали 60С2ХФА с диаметром в цилиндрической части, равным 60 мм, и в пережиме, равным 47,8 мм. Испытания осуществля ют при прокатке подшипниковых труб из стали 111X15 по маршруту 83 х 9- 62,2 X 6,9 мм в условиях одинаковой настройки и режима охлаждения рабоче го инструмента. Прокатку проводили с числом двойных ходов клети в мину ту, равным 60.
Составы смазок 1-6 поочередно загружают в смеситель с предварительно загруженным в него маслом ИП-1 в количестве 30 мас.% от общего объема смазки для их смешивания и превращения в однородную пастообразную массу При холодной прокатке смазку подают в количестве 80-90 г (по применяемой технологии) во внутреннюю полость заднего конца заготовки, установленг ной на рычаги механизма загрузки ста на. Сразу из заднего конца заготовки подают к очагу деформации с помощью оправки, продвигаемой в направлении продольной оси заготовки механизмом установки патрона стержня оправки. В процессе холодной прокатки труб фиксируют величину подачи металла, разброс величины подачи, значения линейного смещения металла, машинное
цессе горячей прокатки труб фиксируют 0 время прокатки, геометрическую точкрутящий момент, давление прокатки, нагрузку приводимого двигателя раскатного стана и износ оправки. Результаты испытаний смазок при горячей прокатке труб на раскатном стане при- 5 ведены в табл. 2. .
Приведенные сравнительные данные испытаний подтверждают, что примене5
0
5
0
5
0
5
производительность стана путем снижения простоев по замене изношенных . оправок с одновременным уменьшением их расхода.
Составы смазок 1-6 испытывают при холодной прокатке труб на станах ХПТ 90 третьей модели ЭЗТМ. На рабочие валки стана ХПТ устанавливают сменные калибры диаметром 434 мм из стали 60ХФА. Оправки изготовляют из стали 60С2ХФА с диаметром в цилиндрической части, равным 60 мм, и в пережиме, равным 47,8 мм. Испытания осуществляют при прокатке подшипниковых труб из стали 111X15 по маршруту 83 х 9- 62,2 X 6,9 мм в условиях одинаковой настройки и режима охлаждения рабочего инструмента. Прокатку проводили с числом двойных ходов клети в минуту, равным 60.
Составы смазок 1-6 поочередно загружают в смеситель с предварительно загруженным в него маслом ИП-1 в количестве 30 мас.% от общего объема смазки для их смешивания и превращения в однородную пастообразную массу. При холодной прокатке смазку подают в количестве 80-90 г (по применяемой технологии) во внутреннюю полость заднего конца заготовки, установленг ной на рычаги механизма загрузки стана. Сразу из заднего конца заготовки подают к очагу деформации с помощью оправки, продвигаемой в направлении продольной оси заготовки механизмом установки патрона стержня оправки. В процессе холодной прокатки труб фиксируют величину подачи металла, разброс величины подачи, значения линейного смещения металла, машинное
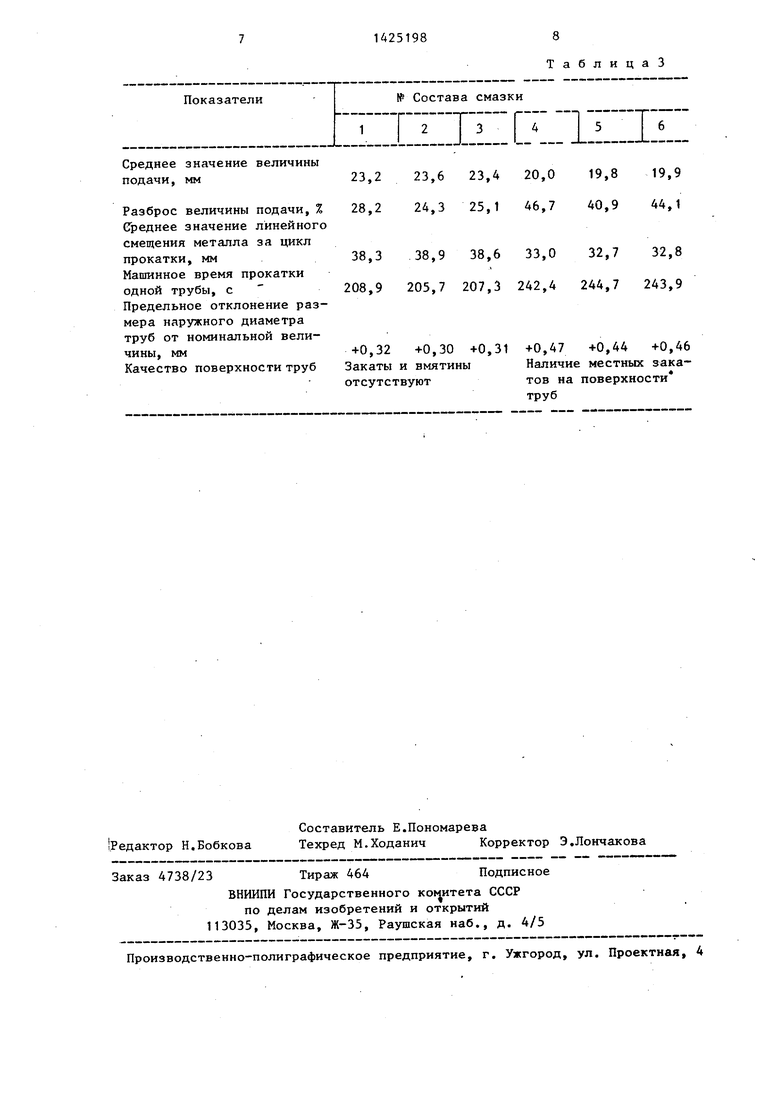
0 время прокатки, геометрическую точность труб по наружному диаметру, а также качество поверхности труб. Результаты испытаний приведены в табл. 3.
Из результатов испытаний следует, что применение смазки ТХН при холодной прокатке труб позволяет повысить подачу и линейное смещение металла
514
JB 1,2 раза, a также понизить машин- |ное время прокатки в 1,2 раза, что обеспечивает повышение эффективности использования станов ХПТ, Кроме того, применение смазки ТХН, содержащей уменьшенное количество нерастворимого в воде осадка, позволяет повысить стабильность процесса холодной прокатки за счет уменьшения разброса не- личины подачи в 1,76 раза, что обеспечивает повышение геометрической точности труб по наружному диаметру на 32,6% и улучшение качества поверхности труб.
При производственных испытаниях Iхолоднокатаные подшипниковые трубы |из стали ЩХ 15, с применением предла- |гаемой и известной смазок, имеют следы коррозии на поверхности после 48 ч хранения на открытой площадке, а в цеховых условиях после 120 ч хранения.
Отличия бьши обнаружены при травлении труб после их передела на ста
.96,098,097,087,993,090,4
1,5 0,3 1,14,52,73,4
-- -0,30,30,3
-- -1,52,02,9
Q
0
5
986
нах ХПТ с применением известной и предлагаемой смазок и последующего высокотемпературного отпуска. Так при применении смазки ТХН длительность травления труб в серно-кислот- ном травительном растворе с содержанием моногидрата в количестве 18% составляла 5-8 мин против 15-18 мин при травлении труб, прокатанных с применением известной смазки. Это объясняется различной травимостью окалины, образованной при высокотемпературном отпуске в контакте поверхности труб с остатками смазки ТХН и известной смазки.
Формула изобретения
Применение отхода производства хлорвинила, полученного на стадии нейтрализации аминохлоргидратов, в качестве технологической смазки для обработки металлов давлением.
Таблица 1
Таблица2
Среднее значение величины подачи, мм23,2
23,6 23,4 20,0 24,3 25,1 46,7
38,3 38,9 38,6 33,0 32,7 32,8 208,9 205,7 207,3 242,4 244,7 243,9
Разброс величины подачи, % 28,2 Среднее значение линейного смещения металла за цикл прокатки, мм Машинное время прокатки одной трубы, с Предельное отклонение размера наружного диаметра труб от номинальной величины, мм+0,32 +0,30 +0,31 +0,47 +0,44 +0,46 Качество поверхности труб Закаты и вмятины Наличие местных закаотсутствуюттов на поверхности
труб
ТаблицаЗ
20,0 46,7
+0,47 +0,44 +0,46 Наличие местных зака38,9 38,6 33,0 32,7 32,8 205,7 207,3 242,4 244,7 243,9
+0,30 +0,31 +0,47 +0,44 +0,46 и вмятины Наличие местных зака
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб.- Свердловск: Металлургиздат, 1962, с | |||
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
