(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОБАККЛ ТОЛЩИНЫ ПОЛОСЫ НА ВЫХОДЕ ЛИСТОВОГО .СТАНА
скорости прокатки, скорости пропуска сварных швов).
Вследствие этого в известных устройствах смещение згщания в зону отрицательного поля допусков осуществляют со значительным запасом по отношению к нижней границе допуска исходя из наибольишх возможных ошибок регулирования, что не позволяет полностью использовать возможности системы регулирования в отношении экономии металла, получаемой за счет прокатки в поле отрица тельных допусков.
Цель изобретения - достижение максимального увеличения площади поверхности прокатываемого листа с каждой единицы его веса и уменьшение некондиционной полосы по толщине.
Указанная цель достигается тем, что в устройстве для регулирования толщины осуществляют автоматическое уменьшение уставки регулятора в .функции толщины прокатываемой полосы с учетом границ допусков по действующим стандартом,а при возникновении отрицательной разнотолщинности уставку автоматически соответственно увеличиваиот.
Для этого устройство для автоматического регулирования толщины полоск на выходе листового стана, содержащее иэме|зитель толщины полосы, установленный за последней клетью, элемент сравнения, задатчик регулятор толщины полосы, блок управления приходными двигателями рабочих валков клети, причем выход измерителя толщины полосы соединен с первым вкодом элемента сравнения, второй вход которого соединен с первым выходом задатчика, выход элемента сравнения через регулятор толщины полосы соединен со входом блока управления приводными двигателями рабочих валков клети, дополнительно содержит нелинейный преобразователь, вход которого соединен со вторым выходом задатчика, а выход нелинейного преобразователя соединен q третьим входом элемента сравнения.
Для уменьшения некондиционной полосы по толщине устройство дополнительно содержит блок инерционности и релейный элемент с двухпозиционной характеристикой, причем вход блока инерционности соединен с выходом элемента сравнения, выход блока инерционности через релейный элемент с двухпозиционной характеристикой соединен с четвертым входом элемента сравнения.
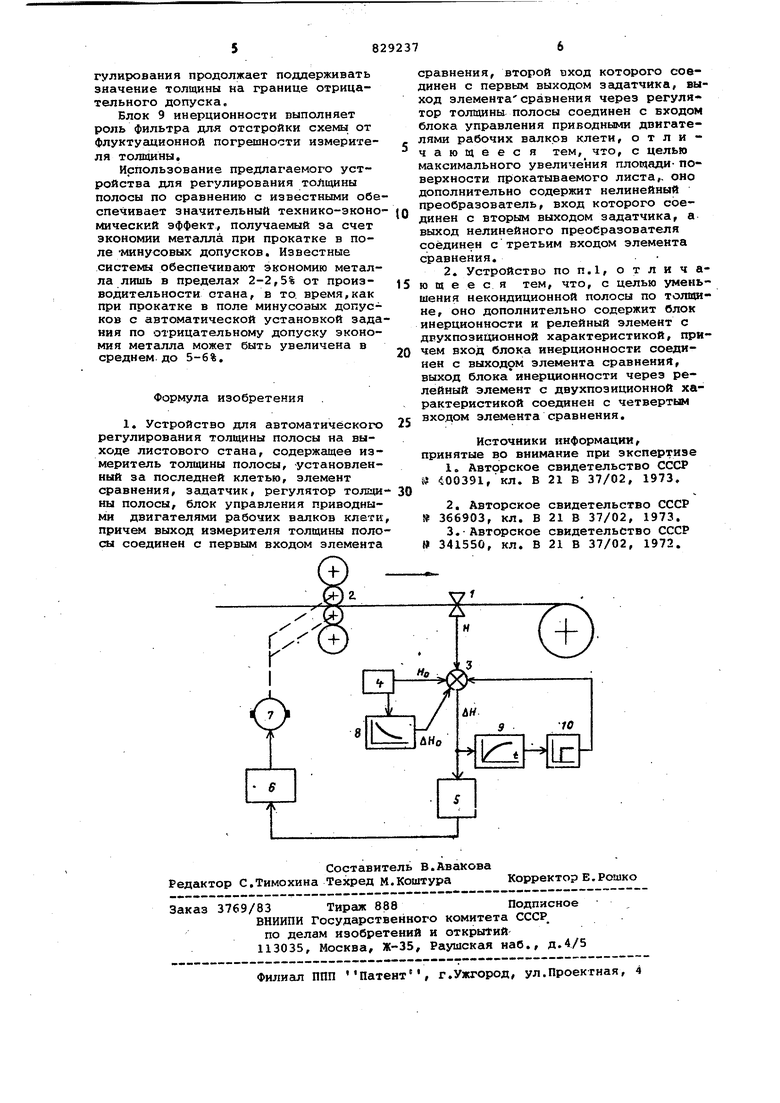
На чертеже изображена блок-схема предлагаемого устройстба, для случая непрерывного стана холодной прокатки.
Устройство содержит измеритель 1 толщины полосы, установленный за последней клетью непрерывного стана, элемент 3 сравнения, зещатчик 4, регулятор 5 толщины полосы, блок б управления приводными двигателями 7 рабочих валков клети 2, нелинейный преобразователь 8, блок 9 инерционности, релейный элемент 10 с двухпозиционной характеристикой, причем выход измерителя 1 толщины полосы соединен с первым входом элемента 3 сравнения, второй вход которого соединен с первым выходом задатчика 4, выход элемента 3 сравнения через регулятор 5 толщины полосы соединен со входом блока б управления приводными двигателями 7 рабочих валков клети 2, со вторым выходом задатчика 4 соединен вход нелинейного преобразователя 8, выход которого соединен с третьим входом элемента 3 сравнения, выход которого также соединен со входом блока 9 инерционности, выход которого через релейный элемент 10 с двухпозиционной характеристикой соединен с четвертым входом элемента 3 сравнения.
Устройство работает следующим образом.
Уставка регулятору 5 толщины определяется разностью двух сигналов (HQ-HQ), поданных на входы элемента 3 сравнения с выходов задатчика 4. Сигнал HO поступает на второй вход элемента 3 сравнения и пропорционален номинальному значению толщины полосы, сигнал Н поступает на третий вход элемента 3 .сравнения и пропорционален величине отрицйт€.льного допуска по толщине действующего стандарта.
Сигнал Н о формируется в нелинейном преобразователе 8 в функции сигнала Нр с учетом величин границ допусков для каждого значения толщины действующим стандартам.
Сигнал с выхода элемента 3 сравнения Н Н-Но+Нд воздействует на вход регулятора 5 толщины полосы, который обеспечивает поддержание толщины полосы на границе отрицательного допуска.
При (,-HO сигнал лН имеет отрицательную полярность (), в этом случае, при наличии динамической ошики регулирования, толщина прокатываемой полосы может выйти за отрицательный допуск стандарта. Для устранения этого в устройстве предусмотрено автоматическое увеличение уставки по сигналу отрицательной полярности с выхода элемента 3 сравнения. Увеличение уставки осуществляется по выходному сигналу реле 10 с двухпозиционной характеристикой, действующему на четвертом входе элемента 3 сравнения. После отработки регулятором 5 отрицательной разнотолшинности сигнал с четвертого входа элемента 3 сравнения снимается и система регулирования продолжает поддерживать значение толщины на границе отрицательного допуска.
Блок 9 инерционности выполняет роль фильтра для отстройки схемы от флуктугщионной погрешности измерителя толщины.
Использование предлагаемого устройства для регулирования толщины полосы по сравнению с известными обеспечивает значительный технико-экономический эффект, получаемый за счет экономии металла при прокатке в поле -минусовых допусков. Известные системы обеспечивают экономию металла лишь в пределах 2-2,5% от производительности стана, в то время,как при прокатке в поле минусовых допусков с автоматической установкой задания по отрицательному допуску экономия металла может быть увеличена в среднем, до 5-6%,
Формула изобретения
1. Устройство для автоматического регулирования толщины полосы на выходе листового стана, содержащее измеритель толщины полосы, -установленный за последней клетью, элемент сравнения, задатчик, регулятор толщины полосы, блок управления приводными двигателями рабочих валков клети, причем выход измерителя толщины полосы соединен с первым входом элемента
сравнения, второй вход которого соединен с первым выходом задатчика, выход элементасравнения через регулятор толщиньг полосы соединен с входом блока управления приводными двигателями рабочих валков клети, отличающееся тем, что, с целью максимального увеличения площади- поверхности прокатываемого листа,, оно дополнительно содержит нелинейный преобразователь, вход которого соединен с вторым выходом задатчика, а выход нелинейного преобразователя соединен с третьим входом элемента сравнения.
2. Устройство ПОП.1, отличаю щ е е с я тем, что, с целью уменьшения некондиционной полосы по толщине, оно дополнительно содержит блок инерционности и релейный элемент с двухпозиционной характеристикой, причем вход блока инерционности соеди0нен с выходом элемента сравнения, выход блока инерционности через релейный элемент с двухпозиционной характеристикой соединен с четвертым входом элемента сравнения.
5
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР & 400391, кл. В 21 В 37/02, 1973.
2,Авторское свидетельство СССР 366903, кл. В 21 В 37/02, 1973.
3.-Авторское свидетельство СССР 341550, кл. В 21 В 37/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1978 |
|
SU774646A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1069894A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Устройство для регулирования толщины полосы | 1988 |
|
SU1585039A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
