(54) ПРИВОД ПОЛЗУНА ЗУБОШЛИФОВАЛЬНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Ползун зубошлифовального станка | 1985 |
|
SU1463407A1 |
| Гидропривод одноковшового фронтального погрузчика | 1988 |
|
SU1602952A1 |
| Гидравлический привод станка | 1976 |
|
SU662315A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Гидропривод бульдозерного оборудования | 1983 |
|
SU1143813A1 |
| Устройство для автоматического регулирования линейной скорости вытяжки волокна | 1981 |
|
SU1057446A1 |
| Система управления следящим гидроприводом | 1978 |
|
SU749637A1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛИННОХОДОВЫМ ГИДРОЦИЛИНДРОМ | 2005 |
|
RU2282762C1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
I
Изобретение относится к машиностроению, а именно к станкостроению, и может быть использовано в зубошлифовальных станках.
Известен гидропривод ползуна зубошлифовального станка, имеющий гидроцилиндр, жестко соединенный с ползуном, перемещаюпщмся в вертикальной плоскости. Корпус следящего распределителя неподвижно соединен с гидрйцилиндром для осуществления жёсткой отрицательной обратной связи. Задакшшм устройством, обеспечивающим перемещение гидрофицированкого ползуна с определенной частотой и амплитудой, является кривошипно-шатунный механизм. Частота.вращения кривошипа зависит от расхода рабочей жидкости через гидромотор. Ход ползуна устанавливается изменением радиуса кривошипа l .
Однако в данном приводе задающее устройство в виде кривошипно-шатунного ме Йпшзма разгружено от сил инерции и веса движущегося ползуна, но изменение его хода связано с остановкой привода, т.е. с увеличением времени настройки, а металлоемкость осталась прежней, как у механического привода. Такой гидропривод работает всегда при максимальной мощности привода, так как испрльзуется следящий распределитель с нулевым открытием щелей. При этом, в некоторой области режимов гидравлический привод имеет коэф(} 1циент полезного действия, близкий к нулю. Кроме того , при настройке гидропривода ползуна дополнительные трудности вызываются необходимостью одновременной настройки двух параметров - частоты двойных ходов гидропривода ползуна и величины его хода, что удлиняет время настройки станка.
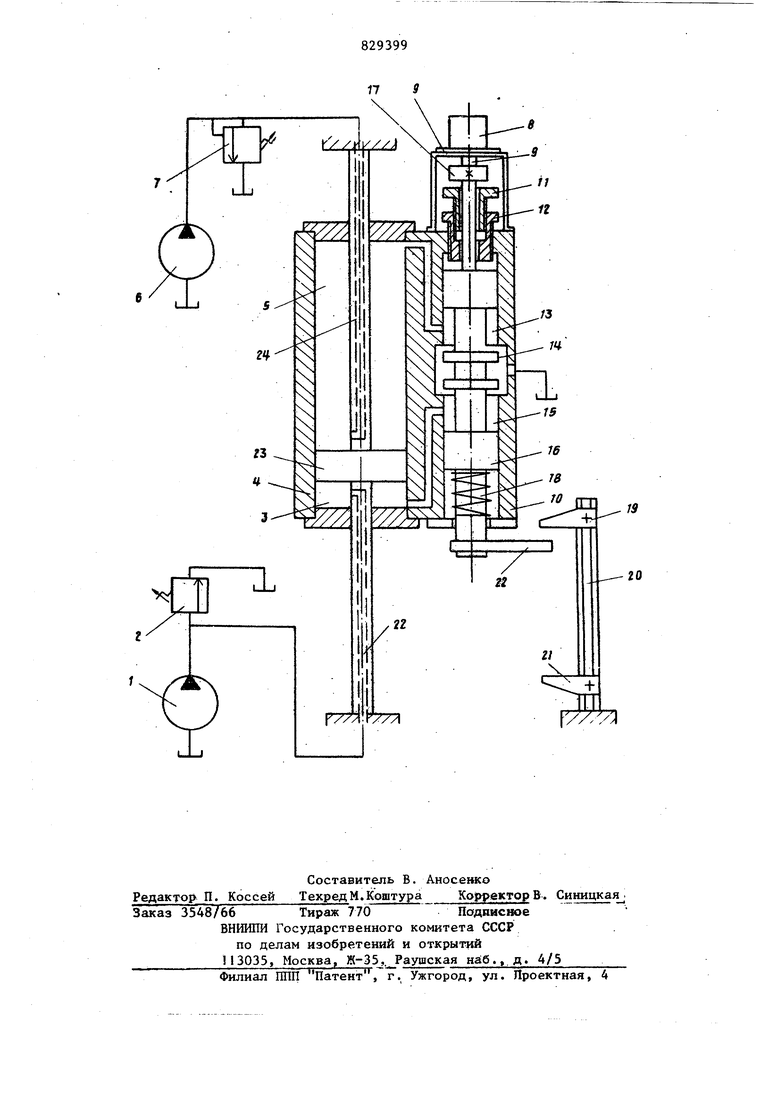
Целью изобретения является повышение производительности, что позволяет использовать мощность привода пропорционально частоте двойных ходов 3. 8 гидропривода ползуна, т.е. повысить его коэффициент полезного действия, осуществить автоматическую связь настраиваемых параметров - частоты двойных ходов и величины хода ползуна, снизить металлоемкость привода, повысить производительность зубошли- фован12Я за счет сокращения времени настройки и увеличения частоты двойных ходов ползуна. Указанная цель дЪстигается тем, что в приводе ползуна зубошлифовального станка для обеспечения возвратно-поступательного движения использу ется гидроцилиндр, совмещенный с кор пусом следящего распределителя, и за вор, управляемый от задающего устрой ства величины и частоты двойных ходов гидроцилиндра. Гидроцилиндр с корпусом следящего распределителя и ползун со шлифовальным кругом жест ко соединены между собой и совершают возвратно-поступательное движение в Вертикальной или наклонной плоскости В гидравлическом приводе ползуна при менена схема питания полостей гидроцилиндра от двух насосов, когда полости гидроцилиндра сообщены каждая индивидуальным насосом, что повышает быстродействие системы и частоту двойных ходов ползуна. Распределитель выполнен с двумя щелями, сообще ными со сливом в среднем положении, в результате чего мощность, потребля мая гидроприводом, пропорциональна нагрузке на привод, что повышает коэффициент полезного действия гидропривода ползуна. Затвор следяи(его распределителя управляется от задаюхцего устройства величины и частоты двойных ходов гид роцилиндра, которое представлено, эле тромапштным преобразователем либо пневмомеханическим преобразователем либо гидромеханическим преобразовате лем,- в реверсивном режиме при движении ползуна вверх и вниз, и через рычаг затвора от упоров (в следящем режиме) при подходе привода к опорно му положению. При заданной подведенной мощности гидронасосов ход ползуна определяется частотой возвратно-постуяательного движения затвора следящего распределителя, приводимого в действие от задающего устройства величины и частоты двойных ходов гидроцилиндра, т.е. за больший проме жуток времени между включением и выключением задающего устройства, при .меньшей частоте двойных ходов ползуна гидроцилиндр сможет пройти больщий путь, что позволяет осуществить автоматическую связь между настраиваемыми параметрами (величиной хода и час.тотой, двойных ходов ползуна), и полностью использовать мощность привода. На чертеже изображена гидрокинематическая схема предложенного привода ползуна зубошлифовального станка. Привод состоит из гидронасоса 1 и предохранительного клапана 2 для питания нижней полости 3 гидроцилиндра 4, совмещенного с корпусом следящего распределителя и жестко соединенного с ползуном станка, верхней полости 5, запитанной от гидронасоса 6 с предохранительным клапаном 7, задающего устройства величины и частоты двойных ходов гидроцилиндра, выполненного в виде преобразователя 8 с толкателем 9 и закрепленного через кронштейн 9 на корпусе 10 распределителя , регулировочных винтов 1I и 12, верхней 13, средней 14 и нижней 15 камер, затвора 16 следящего распределителя, ограничители 17 хода, пружины 18 корпуса 10 следящего распределителя, жесткого верхнего упора 19, закрепленного на стойке 20, нижнего упора 21, рычага 22 соединенного с затвором распределителя, и порщня 23 со штоком 24, жестко соединенного со станиной станка. Привод ползуна зубошлифовального станка работает следующим образом. Рабочая жидкость от насоса 1 питания подается в нижнюю полость 3 гидроцилиндра 4, а от насоса 6 - в верхнюю полость 5 гид(оцилиндра 4. Из полостей 3 и 5 рабочая жидкость попадает соответственно в камеры 15 и 13, образованные корпусом 10 и затвором ,16 следящего распределителя. После дросселирования на кромках затвора 116 следящего распределителя рабочая жидкость поступает в среднюю камеру 14 и далее в бак.При снятом сигнале, на задающем устройстве величины и частоты двойных ходов - преобразователе 8 пружина 18 смещает затвор 16 до регулировочного винта 12, частично или полностью разобщая камеры 13 и 14 и увеличивая слив через камеру 15. Возникшая при этом разность сил в гидроцилиндре 4 перемещает его вместе с ползуном вверх. Прекращение движе582ния происходит после остановки затвора 16 при соприкносновении жестко связанного с ним рычага 22 и верхнего упора 19, т.е. при достижении опор ной точки. При ходе ползуна вниз прек ращение движения происходит при соприкносновении рычага 22 с нижним упором 21, который ограничивает ход ползуна вниз в случае невыполнения сигнала на реверс задающим устройством величины и частоты двойных ходов гидроцилиндра. Таким образом, при работе на упорах гидропривод отслеживает положение затвора 16 и останавливается в положении, обеспечивающем разную степень дросселирования на кромках камер 13 и 15 для получения перепада давления в полостях 5 и 3 гидроцилиндра А. Возникшая При этом сила противодействует весу подвижных частей, удерживая привод в верхней или нижней мертвых точках. При подаче задающего .сигнала на задающее устройство величины и частоты двойных ходов (преобразователь 8 толкатель 9 перемещает затвор 16, преодолевая сопротивление пружи1ы 18 до упора ограничителя I7 хода в регуЛИрОВйЧНЫЙ винт II, частично или ПОЛ ностью разобщая камеры 15 и 14 и увеличивая слив через камеру 13. Возникшая при этом разность сил в гидроцилиндре 4 перемещает его вместе с ползуном вниз. При снятии сигнала с задающего устройства величины и частоты двойных ходов (преобразователя 8) произойдет реверсирование, так как пружина 18 смещает затвор 16 до регулировочного винта 12, частично или полностью разобщая камеры 13 и I4 и увеличивая слив через камеру I5. При этом привод движется, вверх до опорной точки, после чего вновь происходи подача сигнала на задающее устройство величины и частоты двойных ходов гидроцилиндра. Пода;ча управляющих сигналов с необходимой частотой на задающее устройство величины и частоты двойных ходов гидроцилиндра (преобразователь 8) сообщает затвору 16 следящего распределителя перемещение, ограниченное регулировочными винтами 11 и 12. При этом привод ползуна зубошлифовального станка, содержащий гидроцилиндр 4, совмещен) с корпусом 10 следящего распределителя, и затвор 16, управляемый от задающего устройства величины и частоты двойшлх ходов гидроцилиндра, перемещает ползун, расположенный в вертикальных направляющих, вдоль зуба обрабатываемого колеса в возвратно-поступательном движении с соответствующей частотой. Ход ползуна при заданной мощности привода определяется частотой включения задающего устройства величины и частоты двойных ходов 8. Формула изобретения Привод ползуна зубошлифовального станка, содержащий гидроцилиндр, совмещенный с корпусом следящего распределителя и затвор, управляемый от задающего устройства величины и частоты двойных ходов гидроцилиндра, о тличающийся тем, что, с целью повыщения производительности, за- дающее устройство выполнено в виде закрепленного на корпусе распределителя , преобразователя, распределитель выполнен с двумя щелями, сообщенными со сливом в среднем положении, а полости гидроцилиндра сообщены каждая с индивидуальным насосом. Источники информации, принятые во внимание при экспертизе 1. Гидравлические системы металлорежущих станков. Сб., вып. 2, М., 1977, с. 105.
77//
