1
Изобретение относится к финишной обработке кулачков распределительных валов и может быть использовано в станкостроительной и автотракторной промышленности.
Известен станок для одновременного шлифования всех кулачков распредвалов методом обкатки бесконечными шлифовальными лентами, огибающими контактные ролики, содержащий шпиндель изделия, связанный со шпинделем контактных роликов безлюфтовой зубчатой передачей с передаточным отношением, равным -1 Гц.
Однако этот станок не обеспечивает требуемой точности формы обрабатываемого кулачка, что связано со сложностью получения сопряженного профиля контактного.ролика.
Так как станок работает методом обкат.кИ, то профиль контактного ролика должен быть сопряженным профилю обрабатываемого изделия. Построение такого профиля контактного ролика сводится к нахождению координат участков профиля по исходным координатам сопряженных участков обрабатываемого кулачка, исходя из условия обкатки. При этом образуемый профиль контактного ролика может недостаточно точно
соответствовать профилю обрабатываемого кулачка.
Цель изобретения - повышение точности обработки.
Для достижения поставленной цели контактные ролики выполнены в виде кулачков с профилем по обращенной эквидистанте к профилю обрабатываемых кулачков распредвала, а безлюфтовая
10 зубчатая передача имеет передаточное отношение равное + 1. ,.
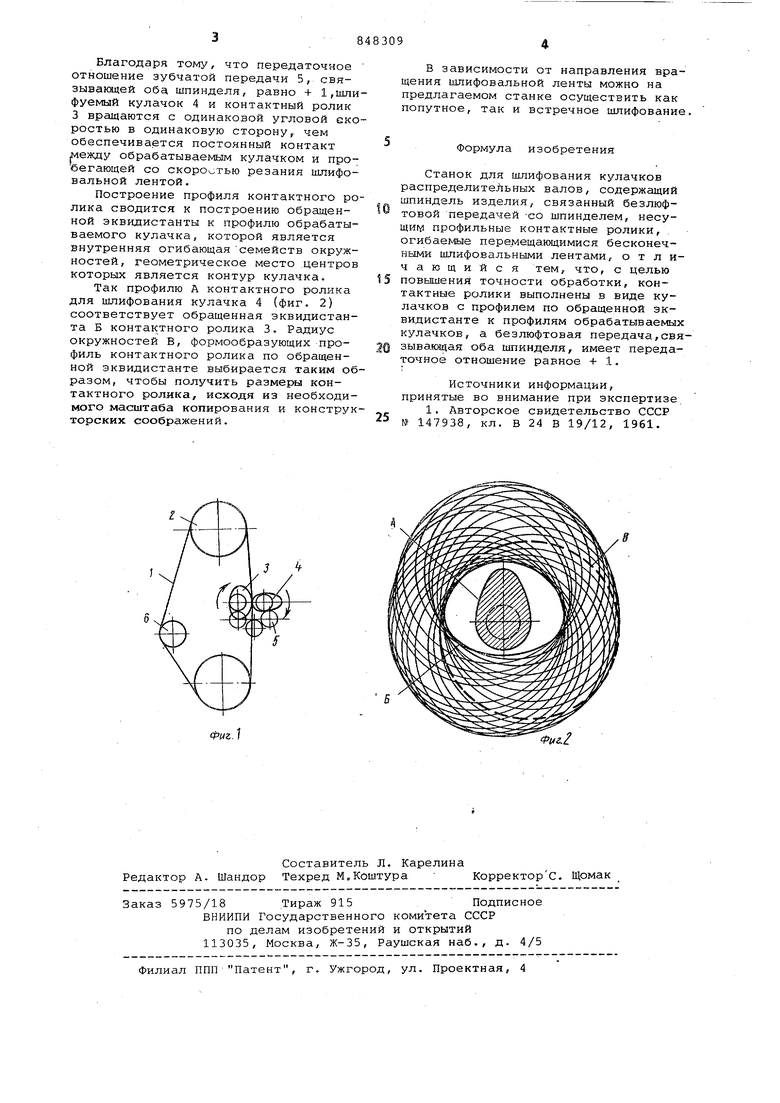
На фиг. 1 показана принципиальная схема станка для шлифования кулачков распредвалов; на фиг. 2 - схема построения профиля контактного ролика по обращенной.эквидистанте и профилю кулачка.
: Шлифовальные ленты1,в количестве равном количеству одновременно шлифуемдх кулачков, натянуты на приводные шкивы 2 и огибают контактные ролики 3. Профиль контактных роликов выполнен по обращенной эквидистанте к профилям обрабатываемых кулачков 4. Шпиндель изделия и шпиндель контактных роликов связаны безлюфтовой зубчатой передачей 5 с передаточным отношением, .равным + 1. Натяг шлифовальной ленты осуществляется натяжным роликом 6.
Благодаря тому, что передаточное отношение зубчатой передачи 5, связываквдей оба, шпинделя, равно + 1,шлифуемый кулачок 4 и контактный ролик 3 вращаются с одинаковой угловой скоростью в одинаковую сторону, чем обеспечивается постоянный контакт .между обрабатываемым кулачком и пробегающей со скоростью резания шлифовальной лентой.
Построение профиля контактного ролика сводится к построению обращенной эквидистанты к профилю обрабатываемого кулачка, которой является внутренняя огибающаясемейств окружностей, геометрическое место .центров которых является контур кулачка.
Так профилю А контактного ролика для шлифования кулачка 4 (фиг. 2) соответствует обращенная эквидистанта Б контактного ролика 3. Радиус окружностей В, формообразующих профиль контактного ролика по обращенной эквидистанте выбирается таким образом, чтобы получить размеры контактного ролика, исходя из необходимого масштаба копирования и конструкторских соображений.
В зависимости от направления вращения шлифовальной ленты можно на предлагаемом станке осуществить как попутное, так и встречное шлифование.
Формула изобретения
Станок для шлифования кулачков распределительных валов, содержащий шпиндель изделия, связанный безлюфтовой передачей -со шпинделем, несущиг 1 профильные контактные ролики, огибаемые перемещающимися бесконечными шлифовальными лентами, о т л ич а ю щ и и с я тем, что, с целью повышения точности обработки, контактные ролики выполнены в виде кулачков с профилем по обращенной эквидистанте к профилям обрабатываемых кулачков, а безлюфтовая передача,связывающая оба шпинделя, имеет передаточное отношение равное + 1.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 147938, кл. В 24 В 19/12, 1961.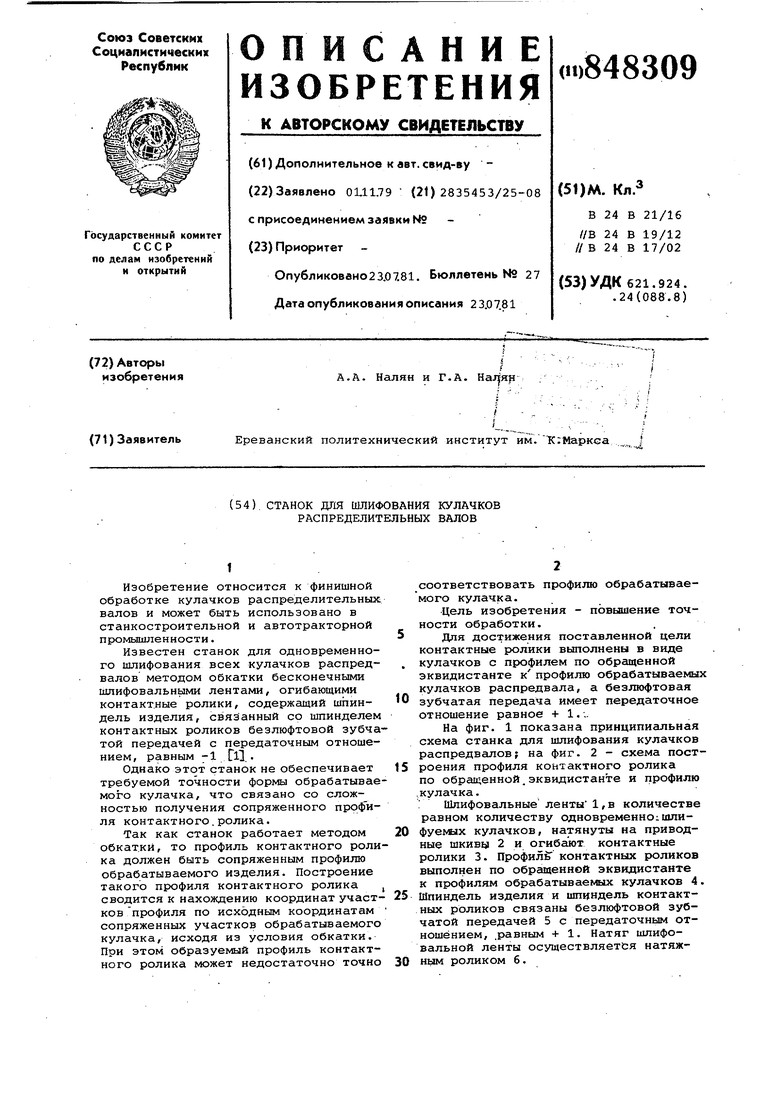
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования шатунных шеек коленчатых валов | 1986 |
|
SU1328161A1 |
| Станок для одновременного шлифования всех или нескольких кулачков распределительного вала | 1961 |
|
SU147939A1 |
| Устройство для обработки колен-чАТыХ ВАлОВ | 1979 |
|
SU829408A1 |
| Станок для обработки шатунных шеек коленчатых валов | 1979 |
|
SU921712A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ВСЕХ ИЛИ НЕСКОЛЬКИХ КУЛАЧКОВ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА | 1962 |
|
SU144098A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
Puz. I
