Предметом изобретения является автоматический револьверный станок для токарной двусторонней обработки изделий из прутка.
Известные автоматические станки для двусторонней обработки изделий осуществляют обработку только штучных изделий, а предварительная обработка из прутка ведется на другом станке, что услолчняет технологический процесс и понижает нроизводительность.
В предлагаемом станке указанный недостаток устранен и двусторонняя обработка изделий осуществляется непосредственно из прутка на одном станке, для чего в шпиндельном блоке и в револьверной головке станка размещено по равному количеству рабочих и инструментальных шпинделей, первые из которых предназначены для последовательного двустороннего закрепления изделия, а вторые - для его последовательной обработки попеременно с обеих сторон.
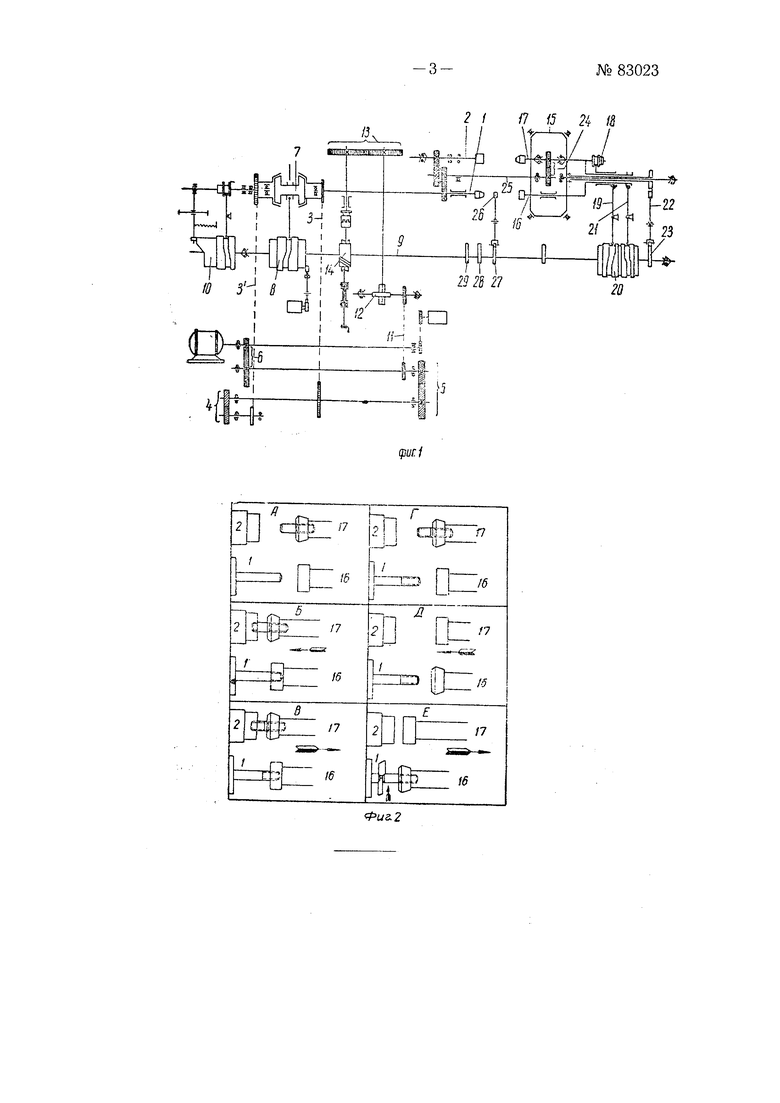
На фиг. 1 изображена кинематическая схема автоматического станка для двусторонней обработки изделий из прутка; на фиг. 2 - схема последовательности двусторонней обработки резьбовых шпилек на автоматическом станке.
Шпиндельный блок станка (фиг. 1) имеет два кинематически связанных параллельно расположенных шпинделя, из которых шпиндель / является рабочим и служит для крепления и подачи прутка, а шпиндель 2 является вспомогательным и предназначен для крепления режущего инструмента. Оба шпинделя получают движение от двигателя станка посредством цепных передач 3 и 3, сменных зубчатых пар 4 и 5 и зубчатой пары 6. Реверсирование вращения шпинделей / и 2 шпиндельного блока осуществляется двусторонней фрикционной муфтой 7, управляемой кулачковым барабаном S, посаженным на распределительный вал 9. Для подачи и зажима материала служит кулачковый барабан 10. Привод распределительного вала 9 станка осуществляется от двигателя через
№ 83023- 2 -
зубчатую пару 6, цепную передачу //, винтовую зубчатую пару 12, смеиную пару 13 и червячную пару 14. В поворотной револьверной головке 15 соосно со шпинделями У и 2 помещены два шпннделя, из которых шпиндель 16 предназначен для режущего инструмента, а шпиндель 17 служит для закреплення изделия после его обработки с одной стороны и снабжен цанговым патроном, унравляемым муфтой 18, рычага 19 и кулачкового барабана 20. Осевая подача шпинделей осуществляется рычагом 21 и кулачковым барабаном 20, я поворот револьверной головки на 180° -рычагом 22 и кулачком 2.. Рабочий шпиндель 17 револьверной головкн получает вращение через зубчатую пару 24 и вал 25 от привода шпиндельного блока, что обеспечивает синхронность его вращения с рабочим шпинделем /. Для ограничения выдвижения прутка служит передвижной упор 26, управляемый кулачком 27. Отрезка изделия и его поперечная обточка осуществляются двумя поперечными суппортами, передним и верхцим, управляемыми кулачками 28 и 29.
Последовательность работы автомата при двусторонней обработке резьбовых шпилек нз прутка показана на фиг. 2. Обозначения щпииделей на cxeit e соответствуют обозначениям на кинематической схеме: етанка.
Позиция А. Пруток в рабочем щпинделе 1 шпиндельного блока выдвинут до упора, в шпинделе 16 револьверной головки и в шпинделе 2 блока установлены резьбонарезные плашки. В цанге шпинделя 17 зажата обработанная с одного конца шпилька.
Позиция Б. Происходит осевая подача шпинделей револьверной головки и нарезание второго конца отрезанной шпильки (шпинделями 2 и 17) и прутка (шпинделями / и 16).
Позиция В. Начинается отход револьверной головки после нарезания шпильки и прутка.
Позиция Г. Планка отошла от изделий лоеле нарезания.
Позиция Д. Револьверная головка повернулась на 180°, т. е. шпиндели 16 и 17 поменялись местами, причем готовая шпилька выброшена из шпинделя 17, и происходит подача револьверной головки к шпиндельному блоку.
Позиция Е. Парезанный конец прутка в шпинделе / захватывается цангой синхронно вращающегося шпинделя 17. Происходит отрезка шпильки от прутка поперечным суппортом. Револьверная головка отходит от блока и поворачивается на 180°. Пруток в шпинделе / выдвигается до упора (позиция А).
В дальнейшем цикл повторяется.
Предмет изобретения
1.Токарно-револьверный автоматический станок для двусторонней обработки изделий, и, в частности, резьбовых шпилек с неподвижными шпиндельным блоком и соосно с ним расположенной револьверной головкой, отличающийся тем, что, с целью обеспечения возможности двусторонней обработки изделия из прутка, в шпиндельном блоке и в револьверной головке размещено по равному количеству рабочих и инструментальных шпинделей, первые из которых предназначены для поеледовательного двустороннего закрепления изделия, а вторые - для его последовательной двусторонней обработки.
2.Форма выполнения автоматического станка по п. Г, отличающаяся тем, что, с целью обеспечения возможности закрепления обработанного с одного конца изделия в рабочем шпинделе револьверной головки до его отрезки от прутка, вращение рабочих шпинделей шпиндельного блока и револьверной головки синхронизировано,
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный прутковый автомат | 1984 |
|
SU1207633A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный автомат | 1986 |
|
SU1355360A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Приспособление к револьверным станкам для изготовления конических шпилек из прутка | 1934 |
|
SU43260A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Токарный станок | 1983 |
|
SU1135088A1 |