Для изготовления конических шпилек из прутка на револьверном станке широко известно применение приспособлений, состоящих из закрепляемой в револьверной головке дерховки, несущей резец, получающий поперечное движение под воздействием наклонной поверхности. Настоящее изобретение имеет целью повысить производительность указанных приспособлений при массовом производстве конических шпилек на обычных револьверных станках. Достигается это тем, что в полости державки помещен подпружиненный шпиндель, один конец которого служит для поддержания обрабатываемого штифта, а второй снабжен зубцами для передачи движения ползуну с резцом относительно наклонной поверхности.
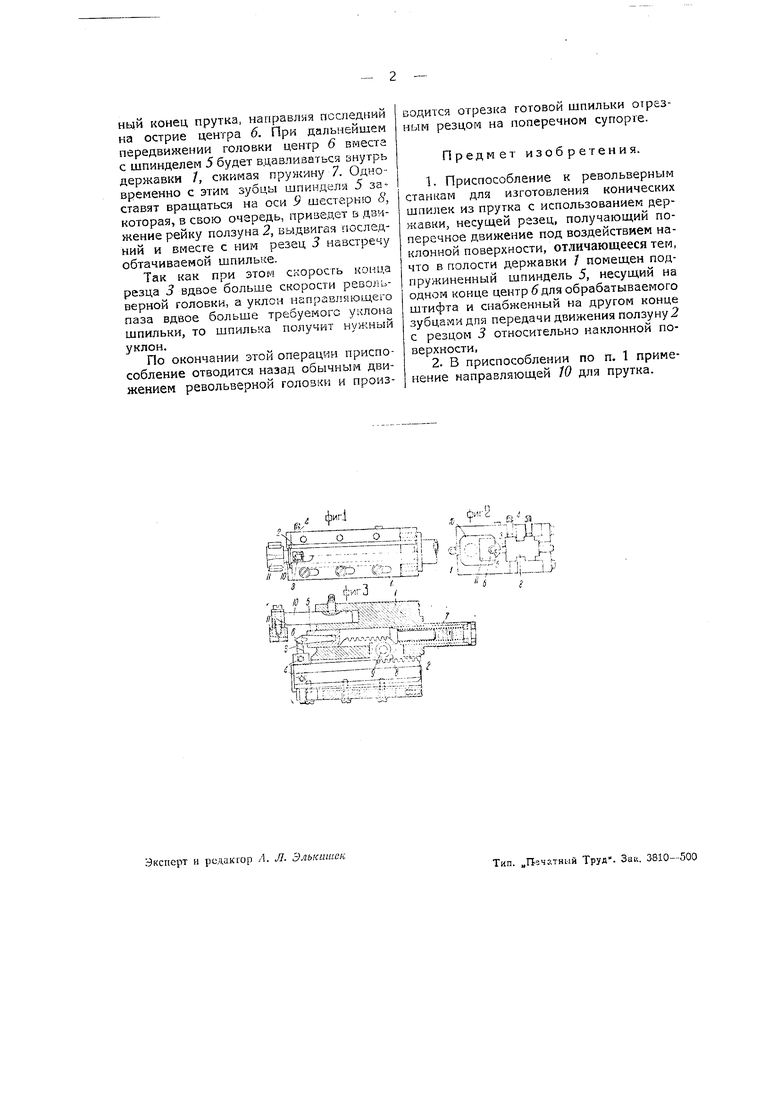
На чертеже фиг. 1, 2, 3 изображают предлагаемое приспособление в трех проекциях, причем на фиг. 3 приспособление дано в продольном разрезе.
Приспособление состоит из державки /, вставляемой хвостовиком в отверстие револьверной головки. Державка / имеет наклонный паз, уклон которого относительно оси инструмента вдвое больше требуемого уклона конической шпильки. В пазу перемещается ползун 2, снабженный на своем заднем конце зубчатой рейкой, а на переднем имеющий гнездо
для установки резца 3, зажимаемого болтами 4. По оси хвостовика в державке / просверлено отверстие, в которое помещается шпиндель 5, снабженный на переднем своем конце гнездом для центра б, а на заднем конце зубцами. Шпиндель на заднем конце подпружинен пружиной 7.
Рейка ползуна 2 и зубцы шпинделя 5 находятся в одновременном зацеплении с шестерней 8, свободно вращающейся на оси Я укрепленной в державке.
Впереди центра б расположена HZправляюш.ая 70 для прутка, могущая устанавливаться в различных положениях и имеющая съемную головку //, сменяющуюся в зависимости от диаметра изготовляемой шпильки.
Работают приспособлением следующим образом. В головке револьверного станка устанавливают упор, центровальный инструмент и предлагаемое приспособление. Кроме того, на поперечном супорте устанавливается нормальный отрезной резец.
После установки резца 3 по соответствующему шаблону пруток подается цангой до упора, а затем зацентровывается центровальным инструментом. Далее приспособление, двигаясь вместе с головкой револьверного станка, захватывает направляющей W зацентрованныи конец прутка, направляя последний на острие центра б. При дальнейшем передвижении головки центр 6 вместа с шпинделем 5 будет вдавливаться внутрь державки 7, сжимая 7. Одновременно с этим зубцы шпинделя 5 заставят вращаться на оси 9 шестерню 8, которая, в свою очередь, приведет в движение рейку ползуна 2, выдвигая последний и вместе с ним резец 3 навстречу обтачиваемой шпильке.
Так как при этом скорость онца резца 3 вдвое больше скорости револьверной головки, а уклон направляющего паза вдвое больше требуемого уклона шпильки, то шпилька получит нужный уклон.
По окончании этой операции приспособление отводится назад обычным движением револьверной головки и производится отрезка готовой шпильки отрезным резцом на поперечном супорге.
Предмет изобретения.
1.Приспособление к револьверным станкам для изготовления конических шпилек из прутка с использованием державки, несущей ргзец, получающий поперечное движение под воздействием наклонной поверхности, отличающееся тем, что в полости державки 7 помещен подпружиненный шпиндель 5, несущий на одном конце центр б для обрабатываемого штифта и снабженный на другом конце зубцами для передачи движения ползуну 2 с резцом 3 относительно наклонной поверхности,
2.В приспособлении по п. 1 применение направляющей 10 для прутка.
-,-.. и (i- i l-Cri-i- -n
1 /
m,,;.Tr-- 1 ,vTR S SJll
f r
1 :
.-Z

