(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| СПОСОБ ФОРМОВКИ НЕСИММЕТРИЧНОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 1992 |
|
RU2043801C1 |
| Способ изготовления симметричных профилей | 1990 |
|
SU1719124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| Способ изготовления гнутого по дуге изделия П-образного профиля | 2024 |
|
RU2829358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1992 |
|
RU2040996C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2008 |
|
RU2364457C1 |
1
Изобретение относится к обработке ivieталлов давлением, а именно к способам изготовления втулок.
Известен способ изготовления втулок путем сворачивания полосовой заготовки и сварки стыка 1.
Недостатками известного способа являются невозможность изготовления втулок со стенкой швеллерного профиля и низкое качество готового изделия.
Цель изобретения - расширение технологических возможностей путем изготовления втулок со стенкой швеллерного профиля и повышение качества готового изделия.
Указанная цель достигается за счет того, что предварительно в полосовой заготовке отгибают полки, основание выбирают в сторону полок, а после сворачивания втулки и сварки стыка окончательно формируют профиль стенки, выравнивают основание и отгибают полки на угол 90° относительно основания.
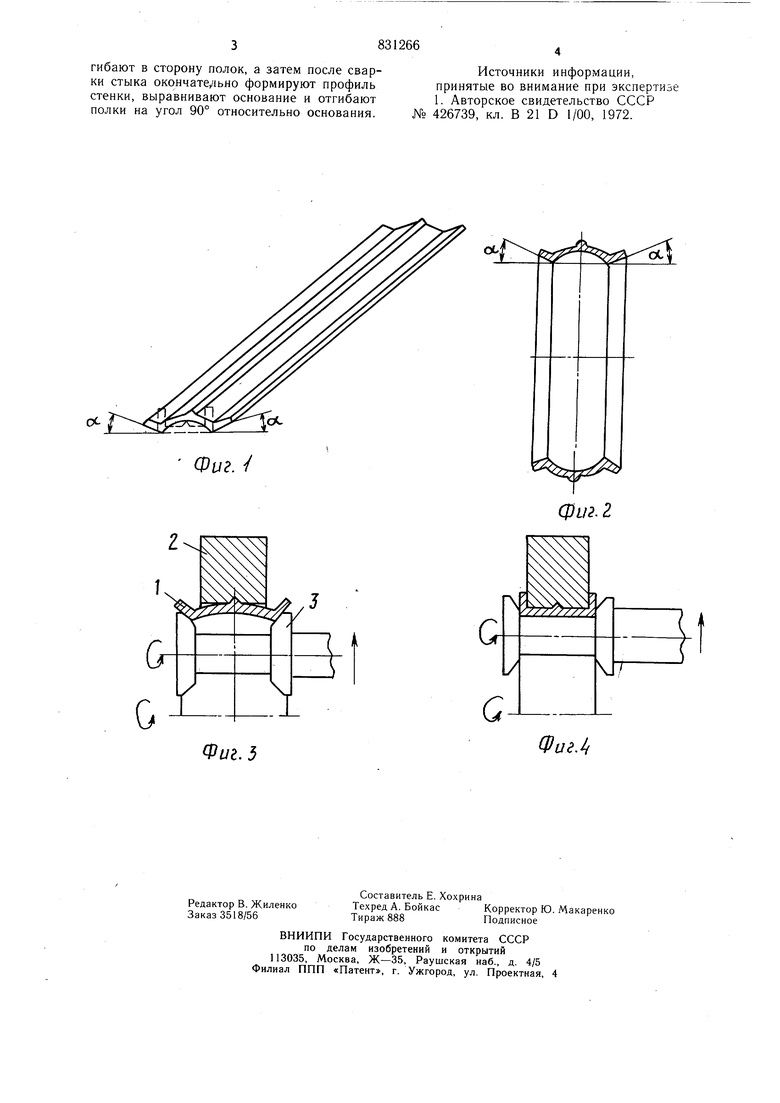
На фиг. 1 показана профильная полоса,
полученная путем отгибания полок на угол
а 90° и выгибанием основания, причем
выгиб направлен в сторону полок; на фиг. 2
то же, после сворачивания во втулку и сварки стыка; на фиг. 3 - кольцо в начальный момент окончательного оформления швеллерного профиля стенки втулки; на фиг. 4 - часть готовой втулки со стенкой швеллерного профиля.
Втулка 1 установлена в приспособлении 2 и врашается вместе с приспособлением. Ролик 3, находясь в контакте с деталью 1, вращается и, перемешаясь перпендикулярно оси втулки в направлении стрелки (см. фиг.З) выпрямляет основание и отгибает полки на
угол 90°. Стенка втулки до прилегания к приспособлению растягивается роликом по окружности, это способствует более точно.му прилеганию основания и полок стенки к приспособлению, что улучшает качество втулки и ее точность.
Формула изобретения
Способ изготовления втулки путем сворачивания полосовой заготовки и сварки стыка, отличающийся тем, что, с целью расширения технологических возможностей путем изготовления втулки со стенкой швеллерного профиля и повышения качества готового изделия, предварительно в полосовой заготовке отгибают полки, основание выгибают в сторону полок, а затем после сварки стыка окончательно формируют профиль стенки, выравнивают основание и отгибают полки на угол 90° относительно основания. Фиг.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 426739, кл. В 21 D 1/00, 1972.
фи2.2 /
Фиг. 5
Фаг. 4
