Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке.
Цель изобретения - повьпиение качества штампуемых изделий путем згменьшения огранки.
Указанная цель достигается тем, что в штампе для раздачи полых изделий, содержащем коаксиально установленные между собой центральньй клин и пуансон в виде разжимных секторов, каждый сектор пуансона снабжен расположенными на его наружной поверхности двумя ползушками, установленными с возможностью перемещения в окружном направлении и выполненными с выемками на торцовых поверхностях, а также скобами, размещенными в выемках ползушек и соединякщими попарно ползушки смежных секторов пуансона.
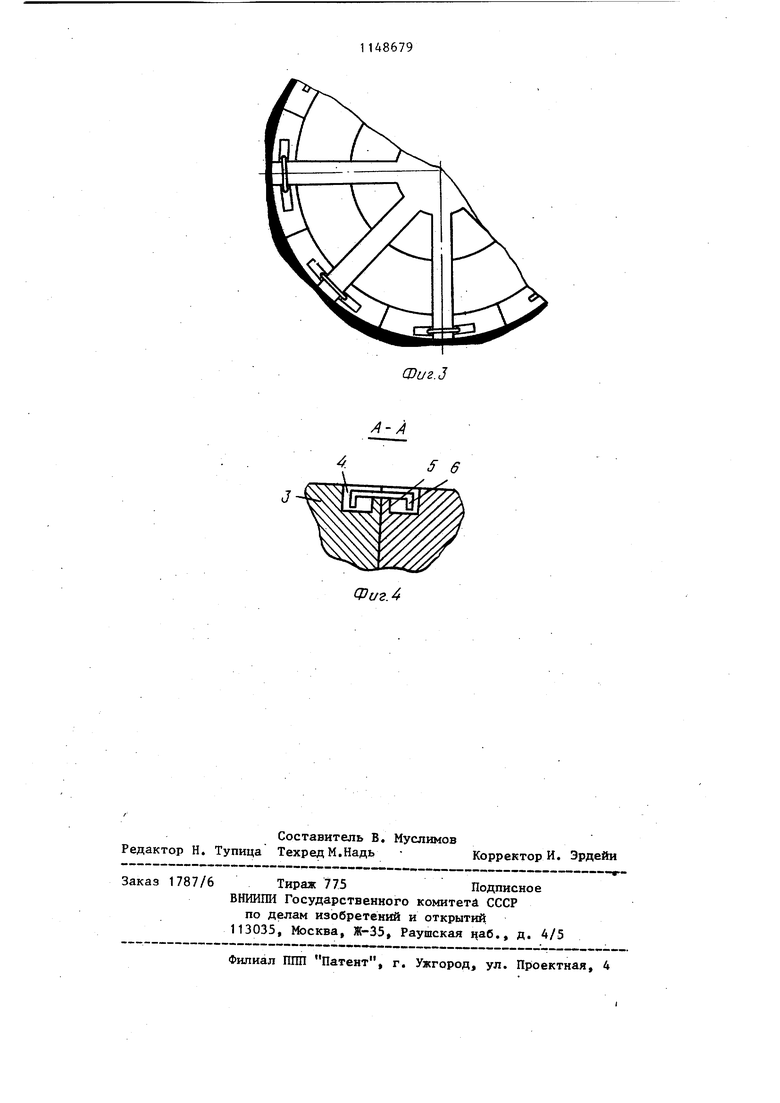
На фиг.1 изображен штамп в исходном положении (слева) и в конечный момент раздачи (справа), продольньй разрез; на фиг.2 - то же, вид сверху на фиг.З - ползушка в момент начала перемещения в окружном направлении; на фиг.4 - разрез А-А на фиг.2.
Штамп содержит коаксиально установленные между собой центральный клин 1 в виде усеченного конуса и пуансон в виде разжимных секторов 2. Каждый сектор 2 пуансона снабжен расположенными на его наружной поверхности двумя ползушками 3, установленными с возможностью перемещения в окружном направлении. На обеих торцовых поверхностях ползушек 3 выполнены выемки 4, имеющие стенки 5. В выемках 4 ползушек 3 размещены скобы 6, соединяющие попарно ползушки 3 смежных секторов 2 пуансона.
Секторы 2 и ползушки 3 связаны между собой посредством соединения 7 типа ласточкин хвост. Позицией 8 обозначена заготовка 9 - готовое изделие.
Штамп работает следующим образом.
Заготовку 8 в виде полой обечайки надевают на ползушки 3. При рабочем ходе клин 1 раздвигает секторы 2, в результате чего между ними образуется зазор, с увеличением которого скобы 6 касаются стенок 5 выемок 4. С этого момента ползушки 3 начинают перемещаться в окружном направлении, вследствие чего между двумя ползушками каждого сектора 2 образуется зазор. Перемещение ползушек 3 в окружном направлении способствует более равномерному деформированию металла обечайки по контуру, вследствие чего уменьшается огранка и разнотолщинность.
Изобретение дает возможность повысить качество штампуемых изделий.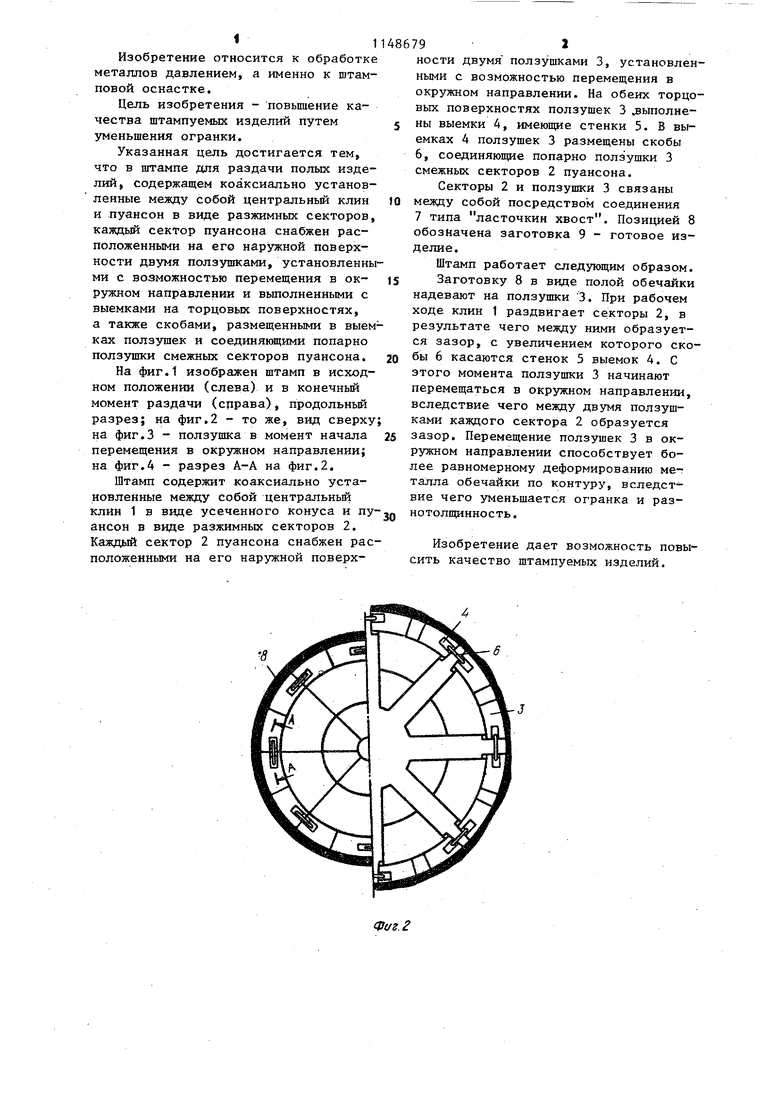
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раздачи цилиндрических тонкостенных оболочек и штамп для его осуществления | 1987 |
|
SU1426677A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Способ формоизменения полых цилиндрических заготовок и штамп для его осуществления | 1987 |
|
SU1426675A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2008 |
|
RU2389578C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2007 |
|
RU2359775C2 |
| Штамп для раздачи полых изделий | 1985 |
|
SU1278078A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
ПРГАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ, содержащий коаксиально установленные между собой центральный клин и пуансон в виде разжимных секторов, отличающийся тем, что, с целью повышения качества штампуемых изделий путем уменьшения огранки, каждый сектор пуансона снабжен расположенными на его наружной поверхности двумя ползушками, установленными с возможностью перемещения в окружном направлении и вьшолненными с выемками на торцовых поверхностях, а также скобами, размещенными в выемках ползушек и соединяющими попарно ползушки смежных секторов пуансона.
| Штамп | 1978 |
|
SU738719A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для обработки деталей с отверстием | 1980 |
|
SU884791A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
