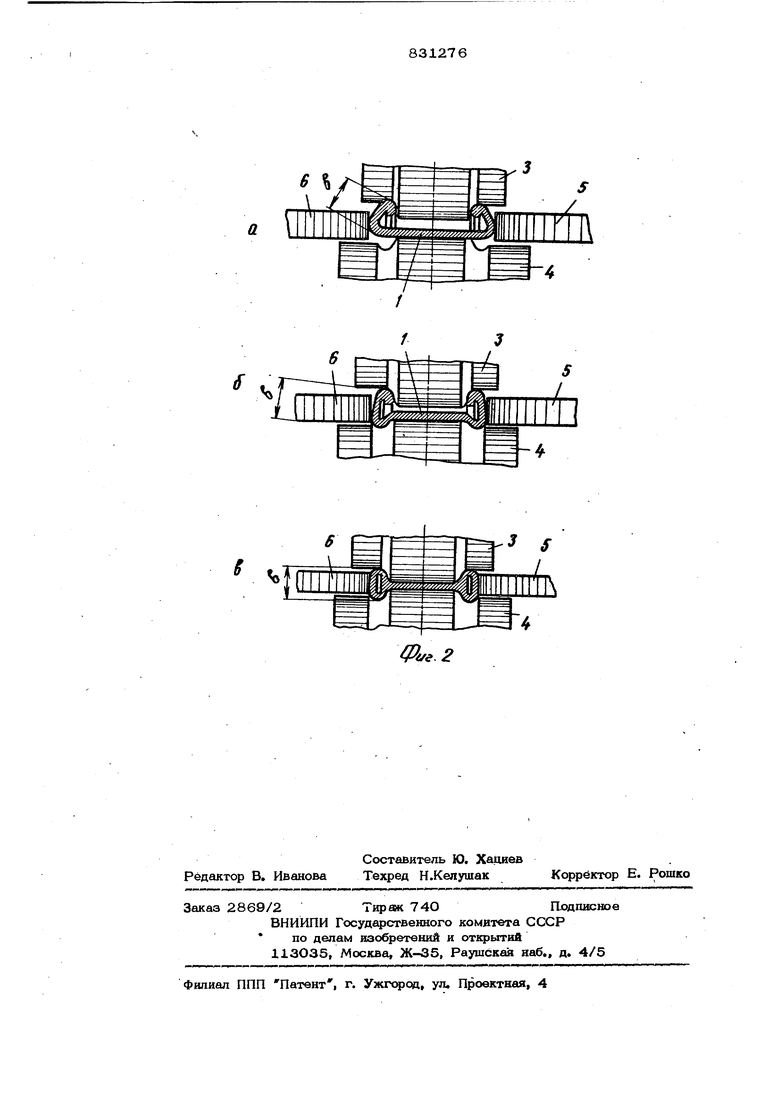
Изобретение относится к обработке металлов давлением, в частности к полу чению кольцевых деталей штамповкой,; и раскаткой. Известен способ изготовления колец с буртами для прядильных и крутильных машин, включающий операции, штамповки листового стакана с образованием на нем буртов в форме тавра с полками, расположенными по обе стороны от стен ,ки стакана ;(lj. СЬнако известный способ приводит к возникновению на буртах утолщений в виде ребер в местах стыка разъемного штамповочного инструмента, чгго значительно снижает качество готовых колец. Цель изобретения - повышение качест готового кольца для прядильных и крути ных машин. Поставленная цеЛь достигается тем, ;что предварительно штампуют стакан с наружными буртами, расположенными под острым углом к стенке стакана, а затем осуществляют поворот их до перпендикулярного расположения к стенке и образование полок по обе стороны от нее путем деформирования в спаренных валках, после чего производят окончательную расточку в тех же валках с райными удлине ниями как по стенке, так и по буртам. На фиг. 1 показана заготовка, полу.ченная штамповкой на фиг. 2а,б,в - этапы обработки кольца спаренными валками. Заготовку кольца в виде стакана 1 с наружными буртами 2 получают штамповкой из листового материала за несколько переходов, включающих вытяжку ст кана, обрезку фланца, вырубку дна, загибку буртов под острым углом об к стенке стакана. Бурты имеют ширину h,. равную ширине бурта готового кольца, и наклонены к стенко под углом об так, что между буртами обеспечивается размер В. Высота заготовки Н больше высоа-ы готового кольца, а радиусы закругления R и P i выполняются равными радиусами закругления готового кольца. Внутрени диаметр заготовки З выполняется меньше внутреннего диаметра готового кольца.
После этого заготовка поступает на раскатной стан, содержащий спаренные валки: диск 3 и оправку 4, обеспечивающие радиальное деформирование, и бокоЕые ролики 5 и 6, обеспечивающие осевое деформирование.
Заготовку базируют на оправке 4 посредством выступа раскатного диска 3, ширина которого равна расстоянию В между буртами. При сближении диска 3 и оправки 4, а также боковых роликов 5 и 6 производят поворот буртов до перпендикулярного расположения к стенке стакана и образование буртов в форме тавра с полками, расположенными по обе стороны от стенки стакана.
После этого производят окончательную раскатку в тех же валках с равными удлинениями как по стенке, так и по буртам. Удлинение на стенке обеспечивают уменьшением щели между диском 3 и оправкой 4, а удлинение на буртах обеспечивается уменьшением щели между роликами 5 и 6 и дискЬм 3 и оправкой 4, т.е. сближение диска 3 и оправки 4 обеспечивает прирост диаметра по стенке, равный приросту диаметра по буртам . при сближении боковых роликов 5 и 6 к диску 3 и оправке 4.
Предлагаемый способ получения колец с буртами обеспечивает равномерное распределение металла по буртам и полученное кольцо не имеет заусенцев, требующих последующей доводки.
Формула изобретения
Способ изготовления колец с буртами для прядильных и крутильных машин,
включающий операции штамповки листового стакана с образованием на нем буртов в форме товра с попками, расположенными по обе стороны от стенки стакана, отличающийся тем, что, с целью повьщ1ения качества колец, предварительно штампуют стакан с наружными буртами, расположенными под v острым углом к стенке стакана, а затем осуществляют поворот их до перпендикулярного расположения к стенке и образовани полок по обе стороны от нее путем дeфqpмиpoвaния в спаренных валках, после чего гфоизводят окончательную раскатку в тех же валках с равными удлинениями как по стенке, так и по буртам.
Источники инффмации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 2О6527, кл. В 21D 19/ОО, 1964.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦНИИМАШДЕТАЛЬ» | 1968 |
|
SU206527A1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1784406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА КОЛЕСА | 2007 |
|
RU2342212C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
Sj
3 1Рш1
а
3 f
г. 2
