Изобретение относится к производству огнеупорных материалов.
Продолжительность межремонтной кампании стекловаренных печей находится в прямой зависимости от эксплуатационных свойств используемых электроплавленных огнеупоров, определяемых при одинаковом химическом составе как показателями кажущейся плотности и величинами открытой усадочной раковины, так технологически контролируемыми характеристиками физического строения слитка.
Известны формы для получения металлических отливок, в которых отношение объема прибыльной надставки к объему отливки составляет 0,34- 1,31, а отношение площади подприбыльной грани параллелепипеда ко всей его .поверхности изменяется в пределах 0,020 - 0,392 1.
Однако практическое использование подобных соотношений при изготовлении форм для получения отливок электроплавленых огнеупоров ограничивается областью Г1олучения отливок прави.чьной геометрической формы из стали 30 С, а в отличие от металлических расплавов, расилааы огнеупорных
ОКИСЛОВ имеют значительно более низкую теплопроводность и более высокие показатели вязкостных свойств, что приводит к малой жидкотекучести расплава огнеупора. и, как следствие, к малому . радиусу действия прибьмьной надставки.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является форма, включающая .рабочую полость и литниковую систему, которая состоит из прибыльной надставки и пита0теля, причем соотношение между высотой прибыльной надставки и высотой р&бочей полости составляет 1,8, соотношение между диаметром прибыльной надставки и шириной рабочей полости составляет 1,0, а соотно5шение межд} объемом прибыльной надставки и объемом рабочей полости составляет 0,75 2.
Однако форма с такими соотноше11иями не обеспечивает получение однородной мелкокрист; ллической структуры по все.му сечению отливкч, так как в подприбыльном объеме отливки сохраняются крупные поры, образовавшиеся в результате неполного вывода услд(чной раковины в прибыльную надставку. Присутствие подобных дефектов в отливке огнеупора не может быть установлено без привлечения методов разрушающего контроля, что, естественно, не позволяет эффективно оценить величину коррозионноустойчивой части отливки и может вызвать при эксплуатации таких отливок прорыв расплавленной стекломассы через пустоты пор. Помимо этого, форма с такими соотношениями для наиболее распространенного в практике типоразмера электроплавленого огнеупора - стенового бруса размером 600Х X 400 X 250 мм должна снабжаться цилиндрической прибыльной надставкой диаметром 400 мм и высотой 450 мм. Исцользование прибыльных надставок таких размеров (объем прибыльной надставки составляет около 90% от объема самой отливки) нерационально, так как приводит к появлению значительного количества отходов дефицитного материала (масса прибыльной надставки составляет 60 - 75 кг) и, следовательно, к появлению существенных дополнительных экономических затрат для измельчения отходов с целью их повторной переплавки. Цель изобретения - улучшение качества отливок электроплавленых огнеупоров. Поставленная цель достигается тем, что форма для получения отливок электроплавленных огнеупоров, включающих рабочую полость и литниковую систему, которая состоит из прибыльной надставки и питателя, имеет соотношение между высотой прибыльной надставки и высотой рабочей полости, равное 0,5- 1,4, а отношение объема прибыльной надсгавки и объема рабочей полости составляет 0,25 - 0,60, причем соотношение между площадью поперечного сечения питателя и площадью поперечного сечения прибыльной надставки составляет 0,15 - 0,34. Соотношение между высотой прибыльной надставки и высотой рабочей полости, равное 0,5- 1,4, необходимо и достаточно для создания требуемой величины гидростатического давления на расплав электроплавленых огнеупоров, находящегося внутри формы. При соотношении свыше 1,4 большая величина гидростатического давления приводит к поднятию верхней крышки литейной формы, и следовательно, к дефектам отливки и нерациональному расходу расплава. В случае же соотношения менее 0,5 расплав не поступает в междендритное пространство растущих кристаллов огнеупоров как внутри отливки, так и в питателе, что создает дефицит расплава в форме. Соотношение .между объемом прибыльной надставки и объемом рабочей полости, равное 0,25 - 0,60, необходимо и достаточно для обеспечения питания кристаллизующейся части отливки расплавом. При соотношении менее 0,25 количество расплава, находяш,ееся в прибыльной надставке, недостаточно для питания усадочной раковины, образующейся в объеме отливки. Увеличение же соотношения более 0,6 не оказывает заметного влияния на тепловой режим работы прибыльной надставки, но существенно увеличивает долю огнеупорного материала, идущего на повторную переплавку, т. е. обуславливает несовершенство технологии и низкое качество отливок. Соотношение между площадью поперечного сечения питателя и площадью поперечного сечения прибыльной надставки, равное 0,15 - 0,34, необходимо и достаточно для создания оптимального - линейного фронта кристаллизации в объеме отливки параллельного литниковой поверхности отливки, что обеспечивает уменьшение глубины открытой усадочной раковины без сопровождающей ее усадочной пористости. Современные электроплавленыё изделия обладают глубиной открытой усадочной раковины порядка 50 - 80 мм, что составляет 25 - 45% от величины рабочей части отливки и приводит к существенному уменьшению срока межремонтной кампании стекловаренной печи вследствие коррозионного разрушения огнеупоров. При отсутствии линейного фронта кристаллизации образуется открытая усадочная раковина, составляющая 25 - 40% от высоты отливки и окруженная порами. Наличие линейного фронта кристаллизации позволяет получить малую глубину при отсутствии пор усадочного происхождения. При соотношении между площадью поперечного сечения питателя и площадью поперечного сечения прибыльной надставки менее 0,15 удельное количество тепла на единицу поверхности контакта между прибыльной надставкой .и питателем недостаточно для расплавления кристаллов, образующихся из расплава в объеме рабочей полости под питателем, в результате чего происходит перекрытие питателя растущими кристаллами огнеупора с последующим возникновением дефицита питания усадочной раковины в отливке расплавом и определяет глубину усадочной раковины более 15% от высоты отливки и кажущуюся плотность менее 90% от истинной плотности материала. На фиг. 1 приведена форма с одной прибыльной надставкой, вертикальное сечение; на фиг. 2 - то же, с двумя прибыльными надставками, вертикальное сечение. Форма 1 с одной прибыльной надставкой 2 состоит из плоских плит (песчаных или графитовых) и характеризуется высотой рабочей полости Н ь объемом рабочей полости V, и площадью поперечного сечения питателя S |. Прибыльная надставка характеризуется высотой Н 2, объемом V 2 и площадью поперечного сечения S
В случае использования формы 1 с двумя прибыльными надставками 2 и 3 объем прибыльной надставки V2 определяется как сумма объемов двух прибыльных надставок, высоты прибыльных надставок равны и обозначаются через Н, площадь поперечного сечения прибыльных надставок S а определяется как сумма площадей поперечного сечения двух прибыльных надставок.
Форма имеет соотношения
H2:Hi 0,5- 1,4 Vi.Vz 0,25 - 0,60 S,:S2 0,15 - 0,34
и изготавливается составной из плоских плит (песчаных или графитовых). Питатель имеет форму круга необходимого диаметра или отверстия квадратного сечения.
Расплав огнеупора заливают в формы конструкции (фиг. 1 и 2), изготовленные из песчаных (для бадделеито-корундовых огнеупоров) или графитовых плит (для корундовых и хромалюмоцирконовых огнеупоров). Прибыльные надставки изготовляют из песчаных плит.
Критерием качества отливок является величина кажущейся плотности отливки и глубина открытой усадочной раковины.
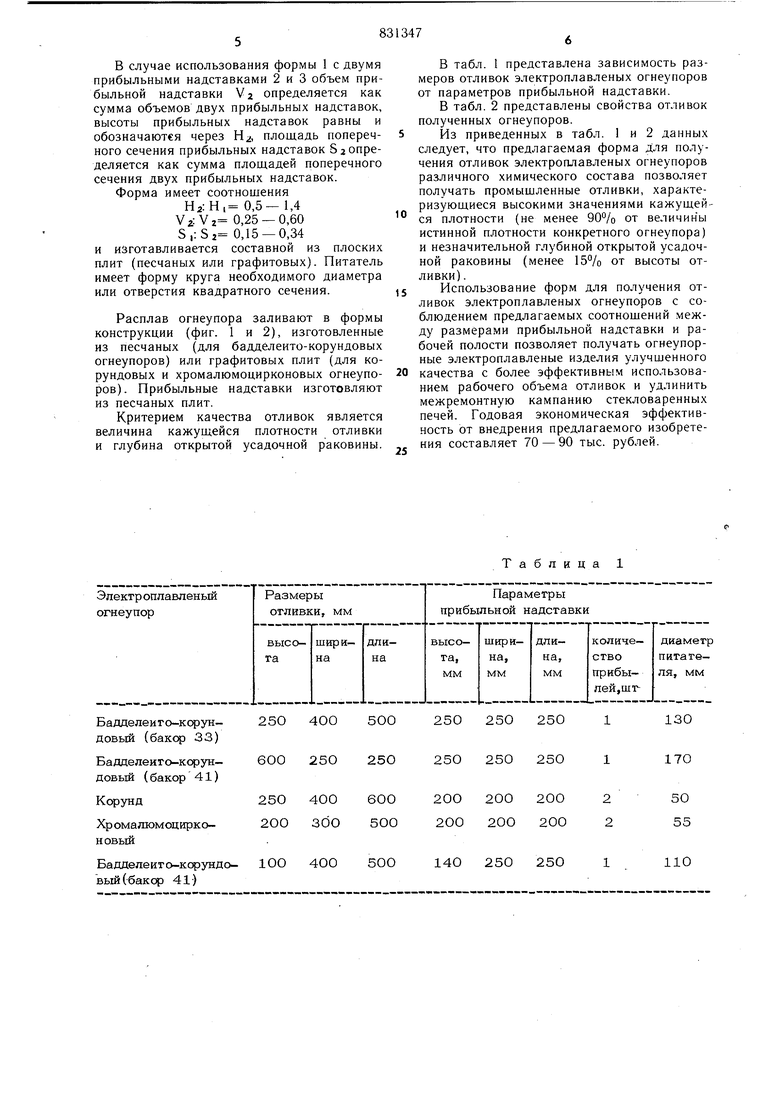
В табл. 1 представлена зависимость размеров отливок электроплавленых огнеупоров от параметров прибыльной надставки.
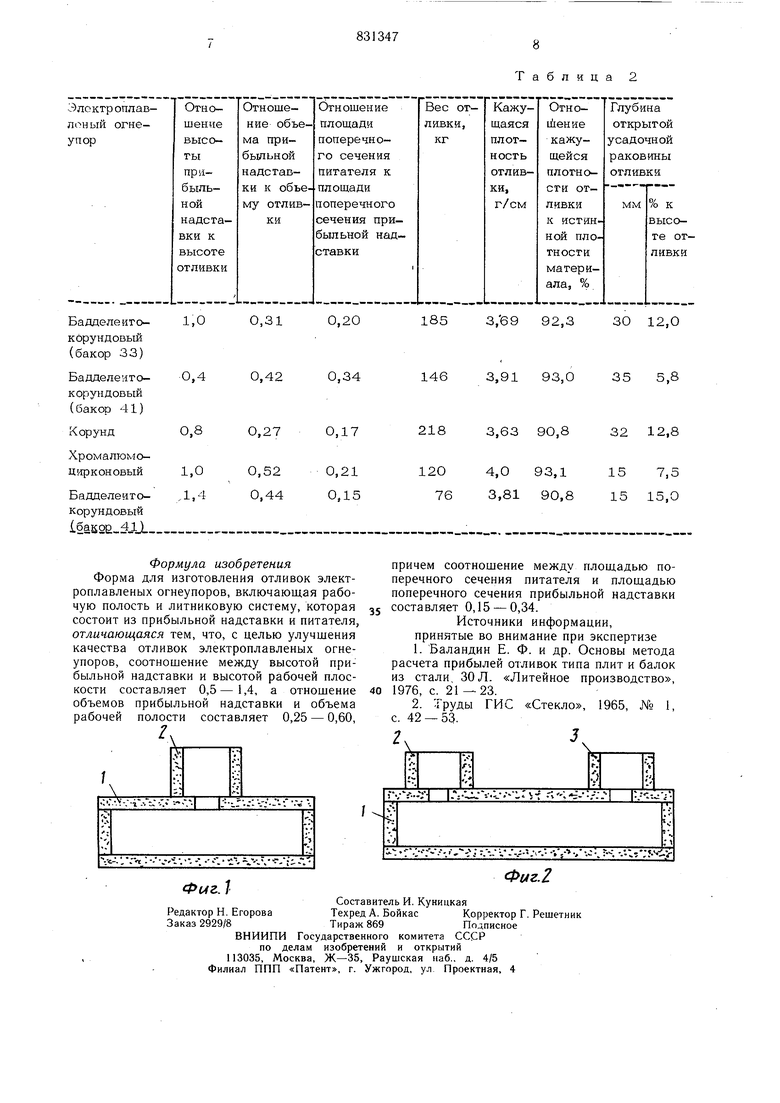
В табл. 2 представлены свойства отливок полученных огнеупоров.
Из приведенных в табл. 1 и 2 данных следует, что предлагаемая форма для получения отливок электроплавленых огнеупоров различного химического состава позволяет получать промышленные отливки, характеризующиеся высокими значениями кажущейся плотности (не менее 90% от величины истинной плотности конкретного огнеупора) и незначительной глубиной открытой усадочной раковины (менее 15% от высоты отливки) .
Использование форм для получения отливок электроплавленых огнеупоров с соблюдением предлагаемых соотношений между размерами прибыльной надставки и рабочей полости позволяет получать огнеупорные электроплавленые изделия улучшенного
качества с более эффективным использованием рабочего объема отливок и удлинить межремонтную кампанию стекловаренных печей. Годовая экономическая эффективность от внедрения предлагаемого изобретения составляет 70 - 90 тыс. рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для отливок колосников | 1988 |
|
SU1588488A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ изготовления бакоровых электроплавленых огнеупоров | 1976 |
|
SU601268A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ИЗЛОЖНИЦА ДЛЯ СТАЛЬНОГО СЛИТКА | 2011 |
|
RU2450889C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2000 |
|
RU2176172C1 |
Бaддeпeигc -кopyндo- ЮО 400 вый(бакор 41)
Таблица 1
50О
14О 250 250
110
Формула изобретения Форма для изготовления отливок электроплавленых огнеупоров, включающая рабочую полость и литниковую систему, которая состоит из прибыльной надставки и питателя, отличающаяся тем, что, с целью улучшения качества отливок электроплавленых огнеупоров, соотношение между высотой прибыльной надставки и высотой рабочей плоскости составляет 0,5-1,4, а отношение объемов прибыльной надставки и объема рабочей полости составляет 0,25 - 0,60,
f.
Таблица 2
причем соотношение между плошадью поперечного сечения питателя и площадью поперечного сечения прибыльной надставки составляет 0,15 - 0,34.
Источники информации, принятые во внимание при экспертизе
